Георгий 11
-
Постов
11 134 -
Зарегистрирован
-
Посещение
-
Победитель дней
86
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Георгий 11
-
 @Пал Саныч,ну если есть вышка,то готовьте бабло и изучайте нормативку.Я бы понял если бы раз заплатил и все,но нет-это будет длиться бесконечно.@dedVova,сколько стоит аттестовать технологию на сегодняшний,допустим 10 КСС,диаметры от мин.,до 1020 мм. и пластины от 2 мм.до 25 мм. металл черный.Плюс допустим два аппарата:п/а с выносным и ручник,плюс специалиста на 3-й уровень и сварщика на п/а и ручник на эти толщины и диаметры?Наверняка не меньше 500 т?
@Пал Саныч,ну если есть вышка,то готовьте бабло и изучайте нормативку.Я бы понял если бы раз заплатил и все,но нет-это будет длиться бесконечно.@dedVova,сколько стоит аттестовать технологию на сегодняшний,допустим 10 КСС,диаметры от мин.,до 1020 мм. и пластины от 2 мм.до 25 мм. металл черный.Плюс допустим два аппарата:п/а с выносным и ручник,плюс специалиста на 3-й уровень и сварщика на п/а и ручник на эти толщины и диаметры?Наверняка не меньше 500 т? -
@Пал Саныч,если вы будете как ИП аттестовываться,то корочки накса 1-го уровня вам не помогут.Что бы зайти на объект подконтрольный ростехнадзору вам помимо этого нужно будет аттестовать оборудование,которым будете работать и ,если будете сами разрабатывать инструкции и технологии,то аттестоваться на 3-й уровень,а для этого нужно высш.образование.По поводу уровней с 1-го по 4-й в рд все расписано,сварщику присваиваивается 1-й,4-й обычно гл.сварщик предприятия.Еще не забывайте,что вам нужно будет подтверждать квалификацию каждые два года,технологии раз в 4 года.Так что деньги в АЦ польются рекой и устанете на них работать.Крупным предприятиям да,это незначительная статья расходов,этим АЦ и аргументируют,но любому здравомыслящему человеку понятно,что если самостоятельно пытаться делать все по правилам,то денег не хватит на все их хотелки.
-
@Учусь,по поводу скважности писал выше,что нужно расширять.Если частоту поднять,то боюсь,что заглушку тяжело прогреть будет,да еще с присадком,провар маленький получится,может вырвать в работе.По идее такие заглушки со снятой фаской должны вариться.
-
@Учусь,смысл увеличить время остывания,ниже 15% не опускается,минимальный порог.С базой попробую добавить. Д
-
@SergDemin,трясем,в июне обещали).
-
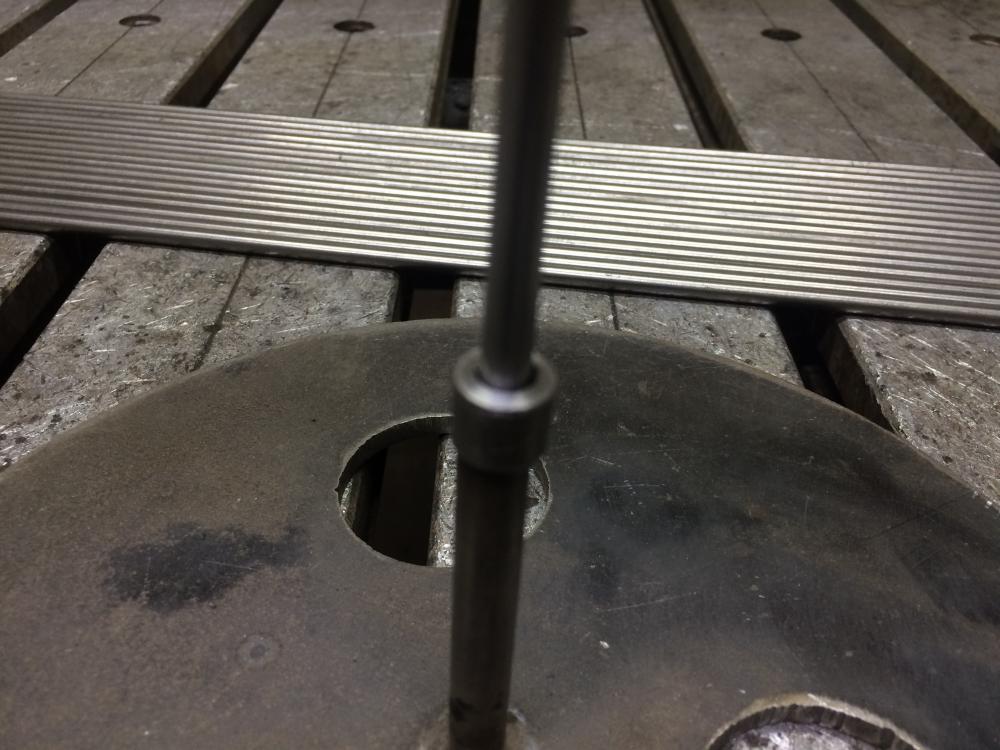
Эксперементы с пульсом.Приварка толстого к тонкому,заглушка 6 мм.,труба 1,5 мм.(стенка).Пик 200А,база 5А,скважность 15%,0,5Гц.Вот как раз на этом примере видно,что не хватает мощности и минимальной скважности.Без присадка сварка идет своим телом,но присадок 1,2 мм.не успевает расплавлять на этих режимах.Если добавить скважности,то увеличится тепловложение.Добавить ток и убавить скважность,чтоб расплавлял присадок и в тоже время сохранить достаточный провар.Потихоньку начинает доходить,но режимы не позволяют «развернутся» и попробовать так,как я мыслю.

-
@Виталий С 31,если уменьшить ток,то придется увеличивать скважность или базу и смысл пульса в этом случае приближается к линейному.Вообще по моему мнению нужно выставлять максимально мощный и короткий пульс,в зависимости от ситуации,тогда эффект больше проявится,но возможности аппарата не дают так эксперементировать,можно на тонком пробовать,но у меня толщины в основном от 2 мм.
-
@Виталий С 31,увеличивая частоту можно увеличить скорость.Опять же если бы ток пика можно было выставлять больше 200А,то уменьшая скважность можно было бы регулировать таким образом скорость,тепловложение и катет.Тут я ограничен и могу регулировать только скважность на этой толщине.И навыков пока маловато,можно наверное увеличив частоту увеличить и скорость,и уменьшить зтв,но тут уже зевать нельзя.
-
@SergDemin,все верно,соотношение остается неизменным между пиком и базой,но изменяется время действия пика и базы относительно 1 сек.например.К примеру:скважность 50%,1Гц,т.е.0,5 с.пик,0,5с.база,ставим 2Гц,становится 0,25 с.пик,0,25 с.база или я не правильно мыслю?Отсюда и катет меньше,т.к.время пика меньше и соответственно присадка за это время плавится меньше и зтв меньше,по отношению к 1Гц.
-
@SergDemin,мне кажется,что не из за скорости ведения,а из за меньшего времени работы пульса за единицу времени,т.е.если брать 1 и 2Гц,то соответственно в два раза,поэтому и катет меньше,потому что пульс по времени меньше работает,в сравнении с 1Гц.
-
@SergDemin,забыл дописать,дело даже не в том быстрее идет сварка или нет,хотя на 2Гц конечно быстрее,но даже катет шва меньше на тавре,на 2Гц..
-
@selco,по частоте пока вникаю (туго доходит),допустим 1Гц и 2Гц на одних и тех же режимах-формирование шва совершенно разное.Думал на 1Гц тепловложение меньше,но судя по цвету шва на 2Гц меньше.Еще не пойму отчего цвет шва разный получается на одних и тех же режимах,сегодня один цвет,завтра другой,непонятно пока для меня почему так происходит.Еще если частоту ставить,допустим 5Гц,то по глазам бьет,не могу пока привыкнуть к такой.
-
@SergDemin,немного недопонял вопроса,частота импульса 0,5-500Гц.
-
Еще момент упустил,скважность 15-80%,хотя бы от 5% сделать-это к производителям.
-
С поджигом дуги нужно все таки что то решать,начинает раздражать на мелочевке.Датчик уровня,приносят по 30-50 шт.за раз.Свежим эл-м еще нормально прихватки ставить,чуть поработал-просит сменить эл-д.При чем то поджигает,то нет,расстояние между изделием и эл-м не влияет,как хочет так и издевается.Инициация 70А,ток 60А.
-
@Вад11,это понятно,зря я наверное со стенкой 2 мм.взял,толстоват,да еще два пойдут.Вот привычка все время с каким то запасом стараюсь брать.
-
@dedVova,да,действительно,почитал.Странно,я почему то был уверен,что не ниже 4-го,вроде как раньше указано было и в АЦ на это акцентировали внимание.
-
Пришел силикон,пока только одел «змеиную кожу»,одевается легко,больше переживаний было.
-
@dedVova,от предприятия тоже не ниже 4-го,требование то одно,какая разница от себя или от конторы?
-
@лесник131,скорее всего он никому не будет нужен.
-
@Сергей64,воздушка 16-я и две водянки 17-я и 25-я.
-
@Сергей64,меняют,я на агни поменял.А так кому какой комфортней.
-
@Учусь,я же тебя на выставке видел и ты мимо проходил,чего не подошел к коллективу?
-
@Пал Саныч,а если допустим тендер какой то по сварочным работам и аттестация для ип или ооо будет стоить лям,не факт что тендер выиграешь и этот лям отбить как то надо,а не выиграл то несешь убытки.В общем я не против накса,но не в таком виде,нет конкуренции,отсюда и расценки немыслимые.Главарям до одного места сколько центров и пунктов,чем больше тем лучше,деньги им все равно отстегивают.