vistek
-
Постов
463 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент vistek
-
Так это, то и интересно может быть, почему забил. Это не просто так чтобы набивать посты или по троллить (кажись так выражаются). Для меня это действительно оказалось серьёзно. Напишу как есть, надеюсь поймёте. Имею инвертор ММА, по существу, для моих жизненных потребностей более чем за глаза. Но, что-то не давало покоя и по итогу в прошлом году я купил полуавтомат и углекислоту, а затем аргон. Выбирал не очень долго, а вот думал брать не брать полуавтомат, около двух лет. Какой брать определился довольно быстро, интернет знает своё дело, развёлся на много всякого в одном, да с двойным пульсом, импульсом. Ну я же читать умею, интернет шумит что без пульса жизни нет, а тут ещё и двойной, чего мелочиться и цена, китайцы прям молодцы ааах.. Купил, поварил с углекислотой, почитал, оказывается алюм варят только в среде аргона (гелий и др. в расчёт не берём), подумал пару месяцев купил баллон аргона, попробовал алюм не понравилось. Почитал, оказывается есть тиг, подумал, млин надо было сразу тиг брать, для меня самое то. Большая производительность мне требуется, а переставлять каналы и менять катушки, наконечники муторно, а в тиге просто взял другой пруток и точка. Стал читать больше за тиг, регистрировался на чипе, правда ни одного сообщения не написал. Ещё около года думал брать не брать тиг. Повторяю, думал брать не брать. Так вот для меня тема год провисевшая была бы интересна, если бы раньше на неё наткнулся. Но я зарегистрировался здесь уже после покупки тига, чтобы скачать литературу, а после ещё размышлял, боялся написать или не надо, а по первости так ещё и как обращаться с сайтом, тоже дело не простое ( в полне серьёзно, я до этого нигде на форумах не писал, читал, да смотрел и то редко, в основном чтение). Пока что думаю что не зря залез на форум, моё представление о сварке просто перевернулось, именно после сообщений и ваших ответов. Наставников у меня здесь нет, в ПТУ я не пойду, но интерес есть, это можно до бесконечности расписывать. Полуавтомат действительно думаю развёлся, чтобы подключить горелку миг пришлось поработать ножом и напильником, ни как в разъём не влезала, сколько и как он проработает, посмотрим. Поэтому тиг взял б.у., но известного рабочего китайца. Я к чему это всё, что для вас некоторые вещи очевидные, тогда как для других всё сложно и не понятно. С уважением, надеюсь на понимание. А то за количество постов уже жёлтые надписи всплывают, не знаю хорошо или плохо. Вообще то я не особо разговорчив. Проявите толерантность к чайникам.
-
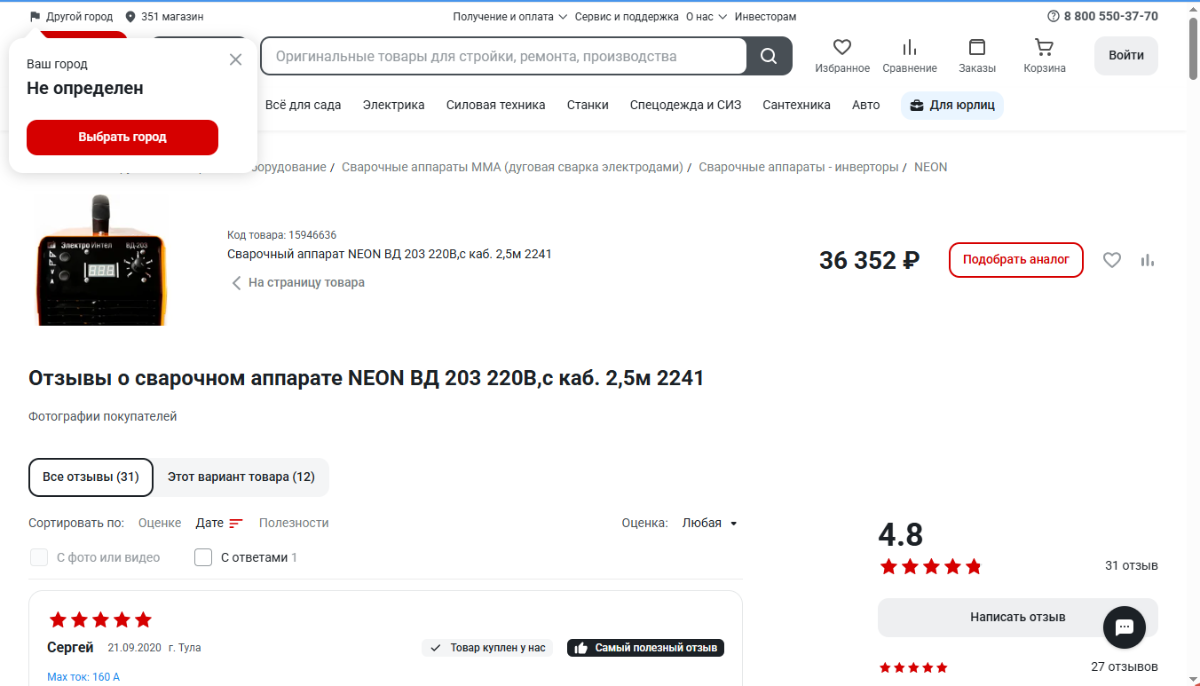
А вот, вот это интересно, я здесь новый человек. Смотришь темы, раз замок висит и красным, нет публикаций, всё ясно. А так тема не подымалась несколько лет, допустим, а мне бывает интересно. Как тут отличать стоит писать , не стоит. Мож стоит по истечении срока темы в архив. Или как? В этом случае вроде понятно, продавцов, наверное( не всех), не жалуют, сами что называется, что заслужили, то получили. Но сообщение то вроде соответствовало теме, он предложил купить неадекватную вещь, на что получил адекватный ответ. Этот случай, чтобы не дать совершить нехорошее(развести кого) нехорошему продавцу? Я правильно понял. Хотелось бы знать, чтоб не попасть под раздачу. А то, смотрю на себя, что-то писать прорвался. Я не виноват, честно, это всё интернет, Сначала был один интерес, а теперь то тут там, пишу. рассматривал эту марку, но развёлся на другой, хорошо хоть не за дорого 30т.р. Следовало, наверное, просто закрыть тему.
-
Ни к чему потом будут всякие извинения и компенсации, если не дай ... кто пострадает. За два контура мысль интересная, надо подумать, чем грозит и сложность исполнения. Время то чуть осталось, хотелось бы в этот сезон запустить новую систему. В любом случае спасибо. С 1 сентября у меня, с 1 октября в посёлке отопительный сезон начнётся.
-
Не, нет доверия, взлетит на воздух, котёл шибко мощный и при полной загрузке будет большая опа. Только открытая система, пусть выкипит, кладовку водой зальёт, но не бахнет.
-
За 13 лет ничего подобного не было. Завоздушивает радиаторы и всё и то, когда кочегаришь от души, так что котёл шипит постоянно, т.е на грани кипения, тогда да первый радиатор завоздушивает не хило за несколько дней, но циркуляция не останавливается. Просто смотрю чуть подкинул в топку и котёл зашипел, всё иду стравливать воздух с первого радиатора, это при том что радиаторы сейчас включены последовательно. Циркуляция вставала когда котёл сильно закипел и воду выкинуло из РБ, к котлу подключен металлопластик и он поплавился внутри, сечение с иголку осталось, чуть систему не взорвал. Потому хочу на металл переделать.
-
Вот, а как их мощность определять не знаю. Магазинные вчера смотрел топка в 50л. написано что для трёх комнатной 60м.кв. хватит. По мне такая топка вообще ни о чём, будешь каждый час дрова подкидывать. У меня топка 200л, при минус 20 раза три за сутки подкидываю, ночью не встаю, в 22-00 напихал полный дров и до утра, батареи тёплые. А сколько в кВт он, понятия не имею.
-
Насколько ощутим этот эффект? Просто подключать РБ перед насосом в моём случае не хотелось бы, т.к. ещё один трубопровод 20, ну совсем не к месту. Так вывел трубу 50 с котла и всё, к ней РБ. Можно его ещё и теплоизолировать, наверное, думаю, больше тепла рванёт в систему, ну или по крайней мере в бойлерной не так жарко будет.
-
В моём случае это без больших переделок не реально, потому для компенсации обратного уклона прочих трудностей использован насос. А большие переделки пока мне не светят. Расширительный бак на обратку перед насосом это, чтобы он (расширитель) по меньше нагревался? Я правильно понял? Рискну предположить, что ещё имеет место быть мощность котла и его конструктивное исполнение. У вас климат потеплее нежели у нас и соответсвтенно можно котёл послабже поставить. У меня первый был из кирпича, оч.большая инертность, когда хорошо прогреется, вот он сильно кипел. И в сравнении с магазинными у меня запаса по мощи не плохой, в магазинных топка на 50-65л, у меня на 200л.
-
Малость не совсем понял, как её будет выдавливать, уровень в бачке держится. Бачок, ресивер литров 20, заполнен примерно на треть, закрыт крышкой(не герметично), иначе быстро испаряется. Думается мне, это индивидуальная особенность сборки схемы. У меня был котёл из 32-ё трубы, обмурован кирпичом, подача и обратка 20-я труба, по дому металлопластик 26/20. Эффективность никакая. только свет вырубили, всё, туши котёл иначе кипит, даже если поддувало закрыто, так что из расширителя гейзер. Сделал цельно металлический котёл, вход и выход также 20-я труба, но теперь при отключении эл.энергии поддувало закрыл и кипения нет(если конечно, ну жу совсем его сильно разкочегаришь, бульки летят, но всё равно не так как из предыдущего). Чем меньше диаметр труб, прямоугольнее повороты, чем больше всяких загогулин в системе, тем большее сопротивление приходится преодолевать теплоносителю. Хочу заменить пластик на трубу 50 и 40.(потому как они в наличии). Жизненные условия и мои способности, пока так, а там, жизнь покажет. Вот,это, надо будет подумать, чем это обернётся. Не исключено, что можно применить. Это получается, выход с котла в разгонный коллектор трубой 50, до самого верха(расширитель), а дальше разделить от верха , до пола две трубы 25 с кранами (чтобы регулировать, уравновесить контуры),далее снова труба по обоим контурам 50. Я правильно думаю?
-
Я не спорю, ни в коем. Это мои мысли и некий опыт.
-
Это лишнее, да вроде как должно повысить эффективность, но по факту и без клапана(шарика) работает нормально. Проверено на практике, не у меня. у знакомого, тот тоже поначалу заморачивался с клапаном (говорил ему выкини, а он, типа насос будет только по байпасу без клапана гонять теплоноситель и циркуляции не будет ). Мастырил самодельный, в результате, клапан оторвался через пару лет и забил трубу( не наглухо), но вот тогда проблемы с циркуляцией начались, выкинул клапан, и всё заработало. Почему? Система открытая, расширительный лучше на подаче, меньше газов в радиаторы гонит. А их гонит, когда вода нагревается, даже после того как из системы выпущен воздух. Работать, в моём случае это условно можно назвать. Циркуляция то всё равно будет. Есть разгонный коллектор(труба вверх из котла, потом вниз), работает на несложных схемах, и небольших перепадах высоты, видел. Эффективность низкая, у меня первые радиаторы горячие, по середине тёплые, последние комнатной температуры и это на пластиковой трубе 20мм, но, но котёл работал на самом минимуме, чтобы не закипал (поддувало закрыто, закладка топлива минимум) Это понятно, либо делается верхняя разводка. Повторюсь и нижняя разводка, работает, в простых и небольших схемах, для нормальной работы у меня стоит насос, самоциркуляция нужна для того, чтобы при отключении эл.энергии, во время топки (т.е. когда топливо загружено), не было бурного кипения и не выбрасывало воду из расширителя (он в доме находится) наружу (т.е. на пол).
-
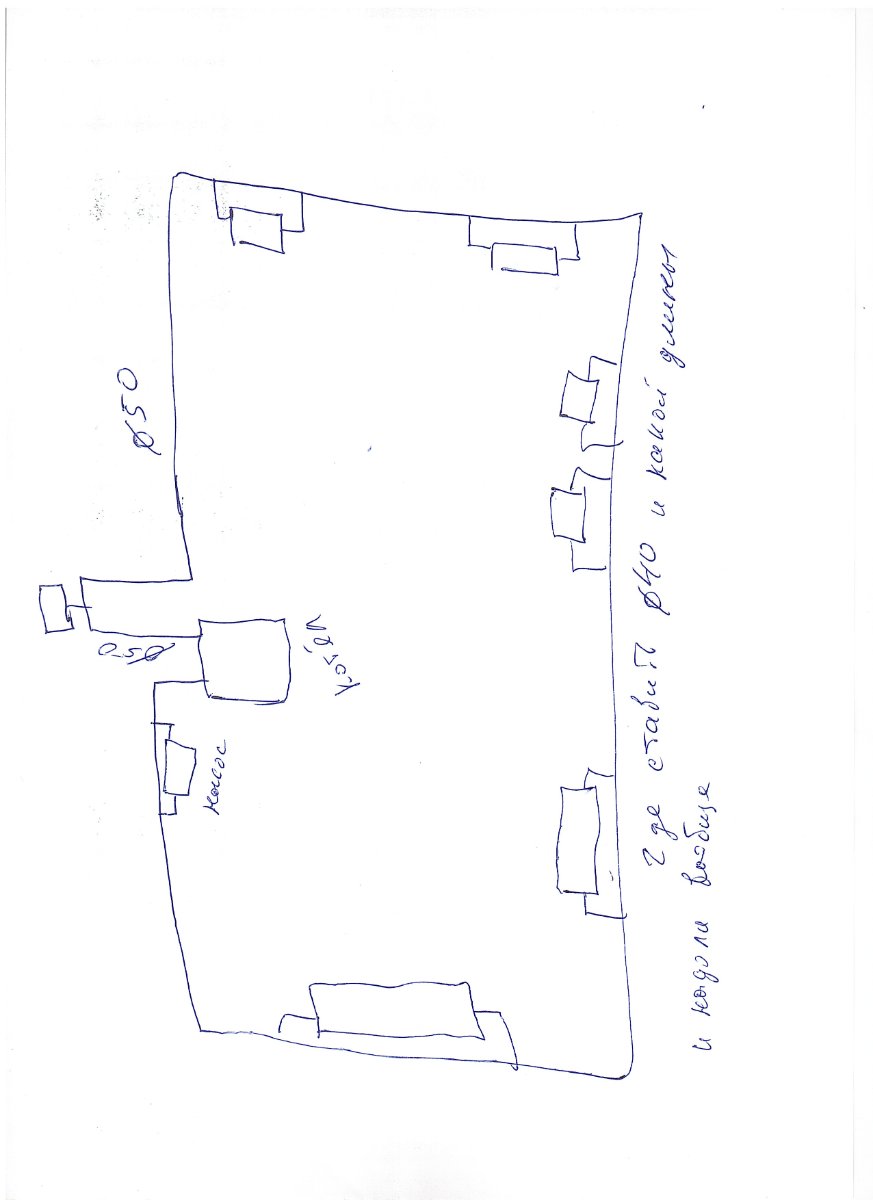
Кто понимает в системах отопления частного дома? Если можно отзовитесь пожалуйста. Ситуация следующая, планируется сварка однотрубной системы отопления с нижней разводкой, с параллельным подключением радиаторов отопления. Котёл твёрдотопливный, труба в наличии 40 и 50 (внутренний диаметр), дом 6х12 с пристройкой 3х3 по длинной стороне по середине. Где-то когда-то читал что при прокладке трубы сначала от котла идёт больший диаметр (50мм) потом есть заужение (прокладка трубы 40мм), диаметры труб могут быть другие, но суть таже. Встал вопрос зачем это заужение и в каком месте делается, какой длины. Вообще нужно ли это заужение или не имеет значения. Будет стоять циркуляционный насос и самотёк по большому счёту нужен только когда отключают электроэнергию, чтоб котёл бешено не кипел, но хорошо бы если он всё же был, цель убрать бурное(бешеное) кипение при отключении электроэнергии, даже если последние батареи не будут горячими (если это возможно). Соблюсти уклон правильный не реально, верхняя разводка не рассматривается. По отсылке к поиску скажу, что поиск ничего путнего не выдал, в том числе и на форуме. На форуме вообще классно, набираю сварка отопления, а мне выдают 0 результатов найдено, в ручную эту тему откопал. Спасибо.

-
Мож уже поздно, но всё равно скажу. С рабочими профессиями как раз таки очень актуально, в том числе и сварщики. Работы столько, сколько по моему в Советском союзе не было, реально, требуются и требуются. Состою в паре групп работа на ДВ. Где-то получше, где-то не очень, судя по отзывам. Но есть один жирный минус, всё это, как правило вахта, с различными графиками и всеми вытекающими. Людей не хватает, брат в Хабаровске водителем работает, город 700 тыс. населения +-, так говорит ездить не кому на машинах. Хотел с конторы своей уйти, стаж всего год, так сразу з.пл подняли процентов на 30 если не больше. По городу тоже говорит там и там требуются, народу не хватает. Работодатели правда ещё те товарищи обещают одно, а по факту может быть совсем по другому, какие-то говорит з.плату стали задерживать. То же слышал похожее в наших краях друг перевозками занимается, в общении поделился, что май, июнь почитай без работы сидел, все на оборонку работают, такое ощущение что грузы перестали возить.
-
Так он и был изначально 1-1.5мм, расползся пока смог присадок положить. При толщине 3мм и выше, а там все 5мм, надо делать разделу с притуплением, забыл. Буду стараться быть внимательней.
-
Так меня и так чуть в дурку не отправили, хожу по дому, с прутиком в перчатке и гоняю его туды сюды.
-
Нет, с углом, проще, току по боле, спад на ноль, оно без присадки сплавляется и пока не треснуло, чуть капнул присадкой, дальше пошло. В расчёт не беру когда вертикальную стенку проморгаешь и прожгёшь. В стык тяжко, особенно с зазором. Подгонка кромок УШМ та ещё задачка, потому как есть. Каплю с одной стороны и с другой, покуда не сольются. Или с одной стороны тянешь и ко второй её подводишь, стараясь сделать по меньше, вытягивая присадкой в типа ниточку, так легче приплавляется ко второй стороне, нежели большая какля(последний раз случайно так получилось)
-
Практика(хоть и не большая) РДС приходится изгибаться, да и в АДС наверное даже в пворачиваемой детали бывают места что приходится изгибаться. А мож я просто этот .... который любит над собой издеваться. Заметил в себе, даже в РДС, если чуть отклоняюсь от положения в котором удобно и хорошо видно, то сразу идут косяки, практики мало. Вот потому и стараюсь по тихому осваивать неповоротные объекты.
-
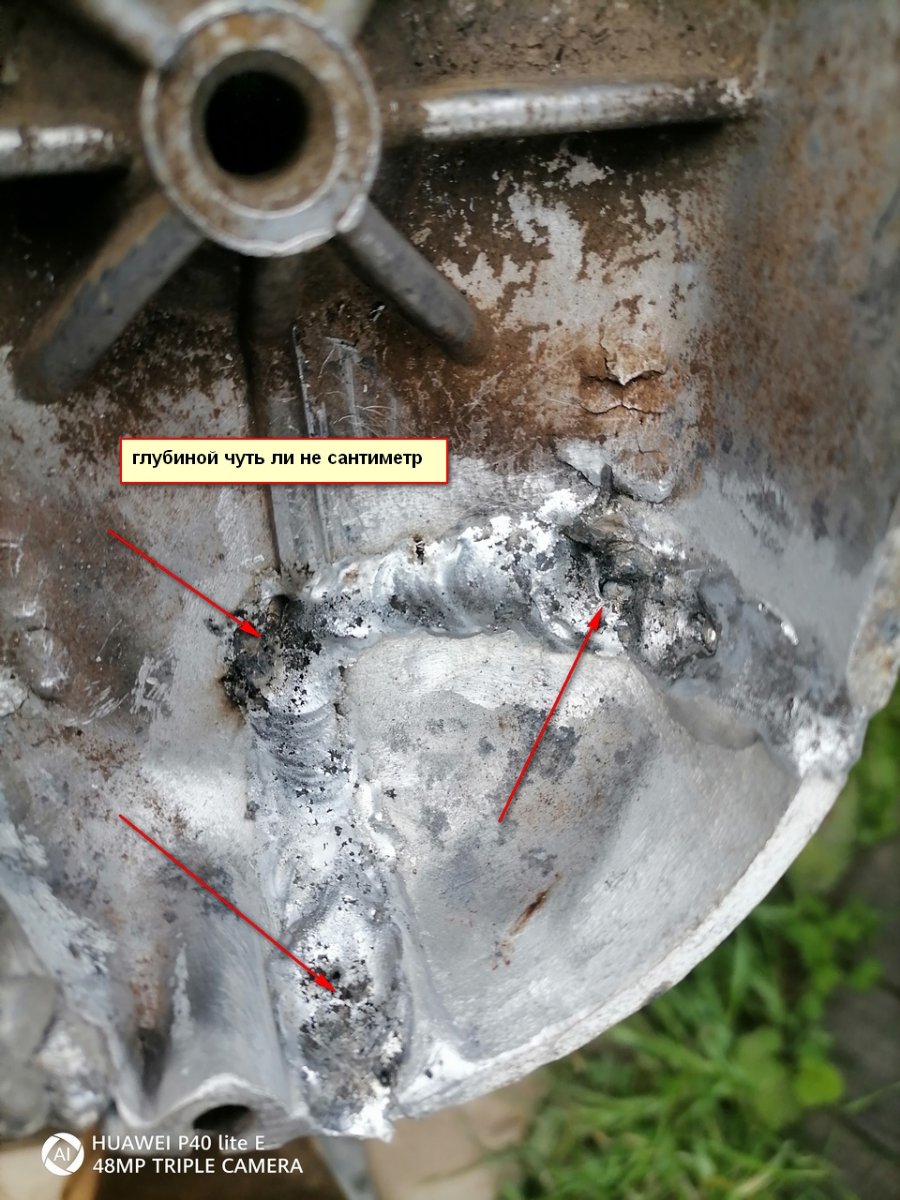
Следующие и последующие попытки. Сантим провали, дальше всё стоп, щётка и по новой, сантим проварил, щётка и до конца. Лицевую кое как проварил. Дрянь лезла, даже с какой-то синевой, что это? С внутренней стороны, образовались ямы глубиной почти сантиметр, думал не заварю не в жизь эти ямы, но то ли грязь под закончилась, вобчем, против двух полных вечеров с лицевой стороны, внутри за пять минут получилось, как получилось. Даже не шибко грязно. Под конец второй попытки переставил электрод 3,2мм и сопло 8. Третья попытка (пропил УШМ сквозной), на всё про всё, около 10 мин, вместе с зачисткой. Занятное дело, я вам скажу. Понимаю, что для вас это рутина и скука, но для меня это вооот, словами не передать, интерес или, завидуйте молча. помучил я больше не крышку, а себя.
-
Попытка раз, первое фото (20250722), на другой день попытка два. Решил помучить крышку клапанов от мотоцикла Урал. или себя помучить. Отмыть нормально просто водой не получилось, грязь (земля) присохла, надо долго отмачивать или более агрессивные меры применять, но спешка. Но полосу в 3см очистил механически, до чисто. Начал варить, ииии..... первый раз увидел, ТАИНСТВО, это что-то. Сперва глазам не поверил, крышка лежала на воздухе около 25 лет, думал там всё должно было вымыться. ага... Что с человеком происходит. читал же не одну сотню страниц о подготовке, но даже не подогрел, почистил и как лихой казак в бой. Ну ведь очищено, отшкрябано до чисто, полоса 3 см, реально чисто, да и масляных следов уже и не видно и не слышно. И на тебе, я понмаю что для вас это норма, но я в первый раз, честно. Металл же чистый....., а из него. как попрёт ........, чернь, пена кипение, нечисть и фсё, стоп. Раз цать просто грел кромки, пока появилась хоть какая то надежда сунуть присадок. Приасдки 4043, потом в пылу битвы я про него забыл и пересел на провод. потом снова присадок и так далее. Чистил и то и то, шабером. Не доделал, бросил на другой день.
-
Ох уж это слово, это ощущение, короткая дуга и свеже заточенный электрод, как её удержать, руки то напрягаются и начинают трястись, приходится часто останавливаться, особливо в неудобственных положениях. Электрод 2,4мм, газ 6-8л по шарику, сопло 7, трубка та же 2мм толщиной. снова попробовал тонкий лист 0,5мм, ничего не получилось, отложил в сторону. От кого-то услышал как-то, а что, сварщикам, то, ничего тяжёлого, тыкай себе ляктродом, не сложно же. Однако, в во всяко изогнутых положениях, да через пяток минут то, как-то незаметно, но пот ручьём. А если целый рабочий день ..... Прихватки как-то тяжко даются, с плавящимся электродом казалось по проще. А как хорошо всё начиналось, мечччтыыы (вот я щас, по наварююю......) Если бы имел представление что так обернётся, ещё сто раз подумал бы, и не уверен что связался бы с тигом. Но аппарат куплен, отступать некуда, за спиной рациональная жадность(купил же, куда теперь) или ещё что, не важно, да и интересно. Газу стало, уходить на порядок меньше, баллон закрываю. Подготовил всё, открыл баллон, прошёл, сколько там 2-3 мин, больше не выдерживают руки, передых нужен, и снова закрыл баллон. Заметил всё меньше смотришь за положением электрода, но иногда забываю что надо подавать, в смысле передвигать пальцами присадок, очнёшься когда руке оч горячо, палец едва не под дугой уже, если б не кожаные перчатки, то до костей бы уже прожёг пальцы.
-
Прошу прощения оговорился, не бинзел, а Дензел.
-
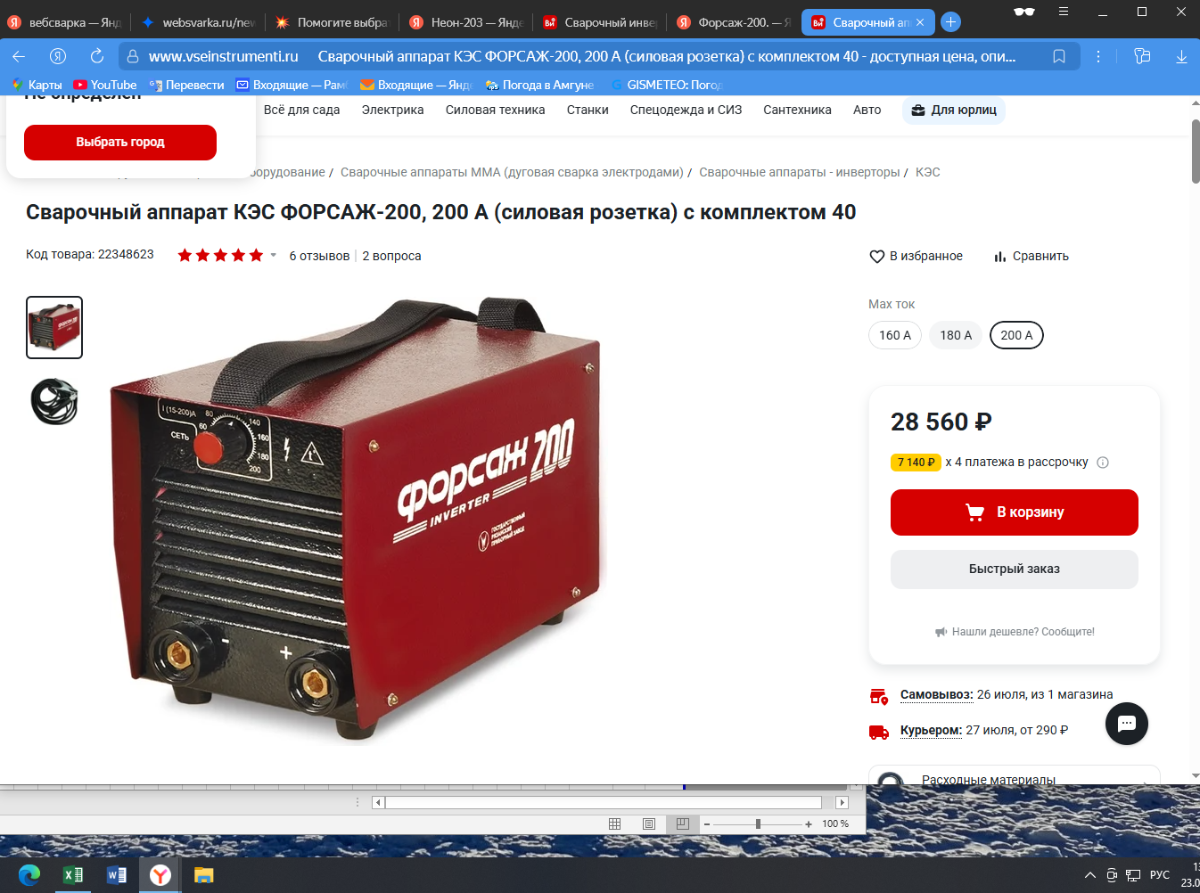
Тот же Сварог ARC 200 REAL SMART Z28303 Black маска+краги 97886, за 12419 руб. С регулируемым форсажем и горячим стартом, ПВ 60% И Форсаж 200 с ПВ 40%. Есть и другие названия, если поковыряться. А вот ПВ 40%, это конкретный минус, даже для любителя чайника вроде меня. Лето, при +32 в тени, при сварке котла отопления, топка металл S=8-10мм, электрод за электродом, Бинзел 130 с его ПВ ушёл в защиту, а Ресанта 220 работала в паре с трансформатором, не уходила в защиту, а менялись потому, что рука не могла держак держать, грелся. Электроды УОНИ13-55. Я понимаю, патриотизм это хорошо, но как-то меру знать надобно, не перегибают ли палку отечественные производители, как так, импортная техника прошедшая две таможни, а стоит дешевле. Причём эти китайцы и другие иностранцы, которые, по дешевле, они же работают, и в целом не плохо работают.
-
хорошо. извиняйте. Имею вопрос, спросить. Чистим присадку всегда? Или на ответственных работах. Допустим детали двигателя, древние, пропитаны каяками, там наверное в шве и так будет полно всяких окислов и пр. включений. От присадки что добавится, наверное не заметно будет? Просто, когда зашла речь за зачистку и обезжиривание, то за ацетон был распят. Хотя при на учениях, вроде как, говорилось что надо обезжиривать. В книге вычитал, что с начала мойка, обезжиривание, либо травление, потом мех. очистка и материала и прутка. Запутался. Так хотелось бы понять.
-
Набросились, коршуны. Исправился , пошёл чистить. Мочалка есть, чистил ей. В наших краях не видел нержовой жёсткой, мягкие, а жёсткие из оцинковки или х. знает, в обчем, ржавеющие. Короче мочалка не чистит, так шабером перед работой, 3 мин на пруток.
-
Позволю себе не согласиться, всё оч индивидуально. Из опыта работы с людьми, за 20 с лишним лет, видел разное. Кто-то, при освоения новой специальности, быстро схватил азы и дальше поверхностных знаний, навыков так и не приобрёл. Кто-то наоборот, вроде постигает с трудом, по принципу повторение мать учения или мучения, но со временем, его знания и навыки, соображала на голову выше шустрых вундеркиндов. Кто-то вообще не может освоить работу, в общем кто как, люди порой настолько разные, во всех смыслах. Всё ооооч. индивидуально. P. S. работаю руководителем небольшого структурного подразделения, и всю жизнь имею дело с подготовкой личного состава. Это не отмазка, возможно я действительно рукож..., спорить не буду. Буду спокойно постигать не изведанное. На критику и высказывания не обижаюсь. Стараюсь принимать людей, какие есть и желал бы, чтоб меня, также принимали.