Nail02
-
Постов
370 -
Зарегистрирован
-
Посещение
-
Победитель дней
5
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Nail02
-
Люди добрые подскажите чем запаять данный радиатор. Трубка из него выходит на месте выхода трещина. Есть кастолин 192 и аргон. Чем лучше будет ? Опыта нету совсем... Со сваркой дисков как то более менее разобрался и получается а вот с пайкой просто хуже не куда... Боюсь испортить. Недавно один человек приносил трубку от ином. с кондиц.линия высок.давл. Там на трубке штуцер вокруг корозия поела. Ацетилена балон пока не приобрел. Решил простой газовой горелкой с балончиком и кастолином 192фбк запаять. Грел грел, кастолин плавится а к трубке не липнет. В какойто момент штуцер просто отпаялся от своего места. Решил попробовать аргоном. Пытался, почему то там где корозия алюминий даже не оплавляется и присадка к нему не спаивается. В какой то момент штуцер просто с одного бока расплавился. В общем я просто испытал огромное чувство вины перед клиентом за испорченую трубку. Он ушел ни с чем. Искать токаря чтобы выточить новый штуцер и еще кого нибудь кто сможет её припаять. Я расстороенный даже сфоткать её не смог. Неудобно и не красиво все получилось... Стало страшно браться за такие вещи. Вот друг радиатор принес. Пообещал постараться сделать. Посоветуйте как его акуратно запаять или лучше аргоном заварить ? Вобщем еще учиться и учиться, ваши советы очень нужны. Обьясните пожалуйста. Или ссылку с ФАКом. Спасибо заранее.

-
Вот еще одна печька. Небольшие украшательства, боковые. Печь имеет увеличенную топку и под каменку место в виде седла. Труба наооборот так сказать.
-
Учится варить нужно с простого ниточного валика в нижнем положении. Для этого ваше изделие как нельзя лучше всего подходит. Электроды лучше взять ф2.4 мм. Прихватываете детали , без зазоров нормально подогнаные ставите в ниженее положение, и вначале подбираете ток. Ток нужно подобрать такой чтобы валик был немного выпуклым и сварочная ванна была спокойной. При легком зигзагообразном движении электрода валик ложился чтобы ровно без подрезов и лишнего усиления. Частота зигзага для выбранного тока может быть только показанна на личном примере, толкового сварного который находится рядом. А советовать писаниной тут очень затруднительно. Но старание и желание есть это уже отлично. Лучше поищи опытного чтобы вместе поработать, сразу в обучении будет серьезный шаг вперед.
-
Да с вытяжкой согласен, но заказчик настоял. Дверцу по работе договаривались оставить старую поэтому не заморачивался с ней. Конечно с 6 мм металла дверь получше будет или с ребрами жесткости. Так облагородил и все. Буду ждать ваших фото с нетерпением, спасибо. Бак размеры 60 высота длинна 50 и ширина 28 см. Лист нержавейки у нас 2 мм я купил за 6500 рублей. Варил РД. ОЗЛом. В ручную варить понравилось больше чем полуавтоматом. Шов более проплавленный получается и ровнее аккуратнее.
-
Еще хотел бы спросить Ребята сколько вы берете за сварку бака из нержавейки именно за работу ? Вот например Не считая цены за материал, именно за сварку и нарезку бака на 85 литров из 2 мм нержи, я считаю что нужно брать хотя бы 1500 рублей. Это много или мало ? И сколько берете за работу такую вы ?
-
Старый лючек болтался в обе ! стороны был с согнутым засовом и оторванной ручкой. проверка бака на герметичность. Подваривать не пришлось. В этот раз варил не полуавтоматом а двойкой ОЗЛом нерж. Старый бачек с огромным теплообменником. Тот кто его установил по словам клиента переделывали теплообменник ему два раза. Первый раз он был просто с куском трубы(верхнее отверстие на теле трубы) Ну а второй раз уже соедененная с двух сторон труба проходящая внутри топки. все это занимало кучу пространства внутри трубы. При взгляде во внутрь топки возникал вопрос- куда ложить дрова ? старый вид печки. Еще был калымчик по переделки банной печи. Клиент попросил сварить новый бак из нерж. 2 мм. 85 литров. Убрать теплообменники от старого железного бака из топки и сам старый бак. Еще переделать лючек, и сделать так чтобы дым совсем не выходил их лючка и не пачкал пространство над лючком сажей. После переговоров решил бак перенести в торец печи, а над лючком сделать зонтик с вытяжной трубой соединенной с дымоходной трубой. Рад выслушать комментарии и советы. Через пару дней буду звонить узнавать что там с водой как она греется. И как работает зонтик над лючком.
-
Здравствуйте уважаемые. Хочу поделиться своими буднями. Приехал один парнишка с литым колесом от ваза. Сетуя на о что я много беру за сварку спрашивает, сколько будет заварить трещину. Сказал 800 рублей, он согласился. Заварил отшлифовал, отдал. Ребята сколько вы берете за такой ремонт ? Неужели 800 рублей это дорого ?
-
Варил электродами 92.58 и 92.18. Подскажите по самому процессу сварки, какой подогрев, и что насчет проковки и остывания ?
-
Чугун варил недавно, опыт оказался печальным и безрезультатным. Клиент уехал к другому сварщику. Пытался варить электродами есаб по чугуну. Предварительно не грел, нечем было. Резака пока нет, подумал что может быть так получиться. Вобщем трещина после сварки. Пробовал полуавтоматом нержавейкой проволкой , тоже трещина. Клиент говорит что тот сварщик который умеет его варить варит простым электродом по нержавейке. До этого чугун ни разу не варил. Досадно что не смог, помогите советом. На фото все видно. Если бы я нагрел всю зону шва, варил участками по 2 см и проковывал каждый наложенный металл давая остыть, получилось бы у меня его заварить ? Подскажите пожалуйста, как заварить подобную трещину без образования новой ?
-
Я смотрел в инете подобные вещи. В магазине гравер лежит зубр цена 2000. Но мощность его конечно очень маленькая. Если фрезу к нему подцепить и грызть что то металическое, потянет ли ? Эксперементировать покупать не стал. А все что от 300 ватт с валом гибким уже совсем других денег стоит.
-
Точно говорите, пока не перемешается с прис. материалом, нормальной сварки нет. А края пытаешся нормально сделать и как бесконечность дальше и далше лезешь, но нормального оплавления и сплавления без пор не получить. Варил присадкой 4043
-
Дуга немного была зеленоватой, заметил. Но не везде, Может сплав в перемешку с магнием и кремнием ? Так бывает ?
-
Разобрать небыло возможности, снаружи чистил до бела, на 3-4 см в каждую сторону. На чистом метале, прямо в наглую лезут пузыри и выростают поры. Но в некоторых местах ближе к трещине самой там нормально. Может слой какой то сверху, на всей детали ? Ничего не пойму.
-
Подскажите пожалуйста конкретно по вопросу... За Сенну спасибо, буду знать :-)
-
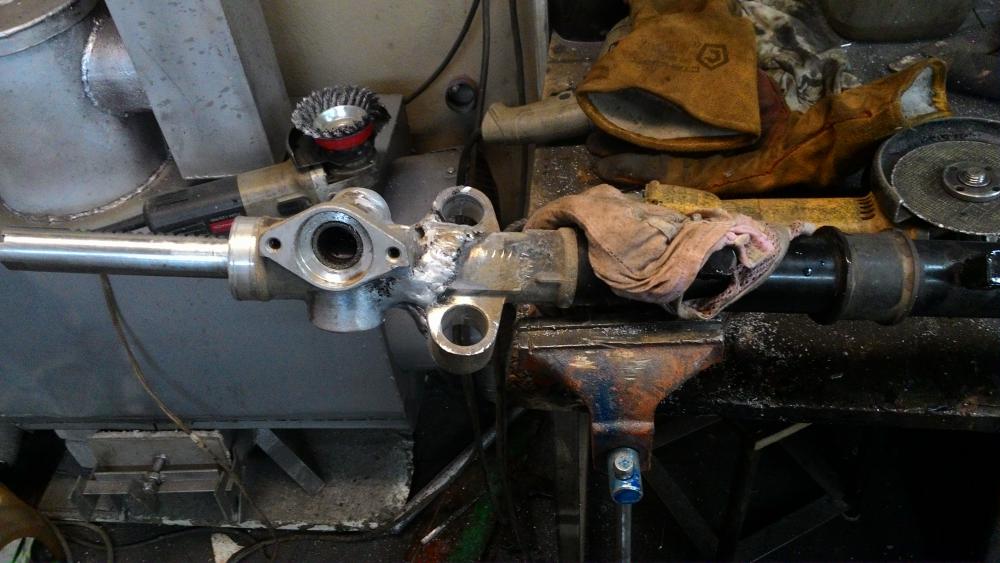
Здравствуйте уважаемые аргонщики. Помогите советом. Принесли рулевую рейку сломанную от японца митсубиси. Варить её замучился. Изнутри от масла почистить возможности нет шток не снимали. Почему когда по основному металу водишь дугой металл вздувается чернеет пузыриться и пузырь покрывается корочкой а потом как бы вянет и корочка эта как шлак. Далее чистию болгаркой снова варю снова так же. Иногда счистив эту каку, металл начинает нормально подплавлятся и оставаться чистым и спокойно принимает присадку. Но это сильнее всего заметно не в разделки а ближе к краю. Что это ? С колесными дисками такого почти нет, а тут прямо ужас. Мне стыдно за эту работу, но показываю как есть. Может тут нужен был нагрев ? Или это грязь ? Но я часто варю просто без подогрева и все нормально. И по поводу грязи, если сверлом с дрелью как бы отфрезеруешь поверхность грязи ведь там ни какой нет, поверхность блестит. Может надо обязательно ацетоном после фрезеровки поверхности промыть ? Вобщем одни догадки. Поскажите что у меня не так с подготовкой или сваркой ?
-
Да уходить конечно не обязательно. Просто стараюсь с запасом ... Чтоб наверняка. Присадка 4043 ток 100 - 120 Ампер Аппарат китаец 200р сварог
-
Разрешите поделиться тоже фотками. Варил диск литой.
-
Снова немного печками повозиться нужно. Вот немного фоток, может кому интересно будет. Немного "модернизирую"
-
Я уж лучше рисковать не буду. Думаю отталкиваться от стоковых основ. Вам со своим опытом, думаю не проблема запаять хоть чем, лишь бы температура была подходящей .
-
Спасибо ребята Вам за советы. На форум только набегами получается заглядывать. Печьками занялся немного. Времени мало. А так хочется все подключить и что нибудь попаять... С меня фотки.
-
Какое давление выставлять на манометрах ? Есть какие нибудь тонкости ?
-
Да уж, сколько людей столько мнений. Все понял, спасибо Всем. Если отталкиваться от того что я буду всему учится то наверное лучше уж действительно прикуплю наконечник для смены. Все таки я её даже настраивать пока не умею. Какой размер должен быть для обычной пайки ? 0, 1,2,3 ? Не хочется рисковать, при освоении. Все таки кислород, пропан , балоны....
-
Почему же тогда некоторые люди утверждают что пользуются пропано кислородной смесью с ацетиленовой горелкой ?
-
Спасибо вот как раз сегодня приобрел шланги, судя по запаху - резиновые. И горелку купил. Взял ацетиленовую как советовали. Но народ вокруг меня стал утверждать что эта горелка не пойдет для пайки пропано-кислородной смесью. Правда ли это ? Правильно я сделал что купил именно её ? Говорят теперь наконечники другие нужны. Вобщем не понятно , подскажите пожалуйста.
-
Спасибо понял. Ну по возможности тоже варить буду, но если радиаторы или интеркулеры, делать все равно паять надо научится. Балоны редуктора есть осталось вот шланги и горелку найти. Знакомый газосварщик обещал ацетиленовую подогнать. Шланги хочу тонкие купить . Боюсь только на некачественные нарваться. Как их правильно определить, чтобы резиновыми были. Пропан и кислород есть.