SergDemin
-
Постов
7 193 -
Зарегистрирован
-
Посещение
-
Победитель дней
66
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент SergDemin
-
Помогает. Из двухсоток это Форсаж, 315 трёхфазник - это Гроверс. С Форсажем ситуация лично для меня не понятная. Кто то ругает, кто то хвалит. Но @Вад11 тут же схватил двухсотку, за тридцатку на продажу выставленную. А уж он то про Форсаж всё знает. С Гроверсом всё ясно. Скоро ещё яснее будет, изменили прошивку или нет.
- 3 331 ответ
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
Это очевидно, только заказчику это для чего? Ему нужна головка, которая будет нормально работать. Опять возвращаемся к старой теме - задача деньги в дом зарабатывать или стараться сделать работу идеально? При том, что за идеальность никто платить не будет. Лично я сторонник разумной достаточности. Если уровень качества позволяет получать результат с заданными потребительскими свойствами, то какой смысл этот уровень повышать? Кроме лишних затрат и, как следствие, снижения конкурентоспособности это ни к чему не приведёт. Я тоже не понимаю, и где почитать, не знаю. Есть сплавы с высоким содержанием кремния, которые себя так ведут. Либо размазанная дуга, либо подогрев. Иначе поры будут. Поры образуются именно при локальном нагреве. То, что выглядит как грязь, которая из ванны лезет это не грязь, это кремний. Он такой и есть, серый. Приходилось чистый кремний в руках держать.
- 3 331 ответ
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
@Георгий 11, для чего он нужен, это понятно. Напряжений меньше останется. Но, это дополнительные затраты времени и материалов. И если головка, без подогрева варенная, никаких проблем в дальнейшем не создаёт, то смысл этих затрат в чём?
-
Ну для чего нужны танцы с бубном ( с подогревом) если ту же работу можно без подогрева делать? Если нет другого выхода, тогда да, подогрев. нет у него ни синуса ни 25 герц
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
@VVB, не учли склонность данного сплава к образованию пор. Такие сплавы надо варить на синусе или пиле, либо импульсный режим. Не любят они локального нагрева, им размазанная дуга нужна. А на прямоугольнике 50 -60 герц она довольно сжатая. Сундук для этого не годится, у него этих функций нет. Можно баланс в сторону очистки скрутить, но электрод гореть будет, да и не факт, что поможет
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Писали, что это американский проект. Я тогда с большим удивлением узнал, что бывают одноконтурные реакторы. Я то этот вопрос по серьёзному не штудировал, но у нас везде описывался двухконтурный. Гораздо более грамотное решение.
-
@МассаТом, у каждого своё понятие хорошего ручника. Я бы так сказал - 18 - это минимально возможная цена аппарата, которым хоть как то можно работать. Не забор на даче варить, а работать. Хороший, тут как то разговор про EWM с импульсом был. Вот это - хороший.
-
@Сусанин, а место для мастерской есть? Если есть- ищите средства и начинайте. К весне как раз и отобъёте.
-
@Сусанин, 45 - за старый сундук на 200 ампер - это не серьёзно. http://www.welding-russia.ru/catalog.html?itemid=9526 новый, с приличным функционалом и трёхлетней гарантией 67. Если поискать или поторговаться , может 62 - 65 выйти. Мой Вам совет, не берите сундук. Либо Сварог 104 либо Гроверс http://grovers.ru/catalog/TIG-svarka/svarochnyy_invertor_grovers_wsme_200_ac_dc_pulsed_tig/ ,они примерно одинаково стоят. Либо - Форсаж. Он вообще 54. http://grpz.ru/production/civil/welding/item/forsag-200acdc/ Это режим экстремально короткой дуги. У аппарата за 23 т р. на это просто мозгов не хватит .
-
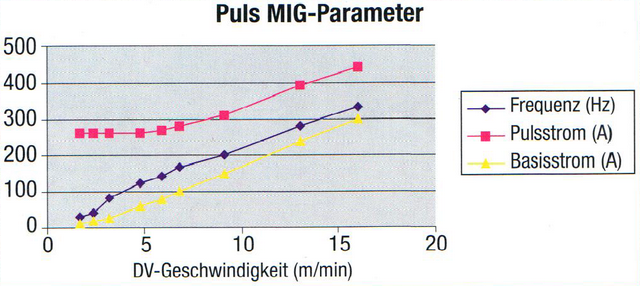
Когда речь идёт о импульсном ПА для алюминия или нержи, имеются в виду импульсы, которые улучшают характер переноса металла. Их влияние становится заметно, когда их амплитуда в два раза больше базового тока. А эффективными они становятся при амплитуде 2,5 - 3 базы. Для того , чтобы этого добиться, надо силовые транзисторы, диоды, сердечник выходного трансформатора ставить из расчёта на ток импульса. Кроме этого, иметь достаточно шуструю цепь ООС, поскольку длительность импульсов в районе миллисекунды. Всё это денег стоит. Ну и под алюминий 4 ролика надо, чтобы проволоку не мять. Вот, кстати, картинка из ссылки. Примерно верно сказанному мной соответствует А короткие замыкания - это аналог низкочастотного импульса. На характер переноса металла это никак не влияет. Если не много, я и кнопкой поклацать могу. Не из графьёв

-
Вот именно, а про силовую забыли . Тогда он в импульсе будет до 60 ампер, в лучшем случае, работать.
-
Он же не каждый день ломается. У нас тоже сервиса нормального нет, так теперь вообще ничего не покупать? Тут, главное - чтобы он был, хоть где нибудь. ТК возят не так долго и не так дорого. А в хреновом сервисе могут и на месте мозги месяц канифолить. Могут так изнасиловать, что потом в хорошем долго восстанавливать придётся. Это что, шутка такая? За 23 бывает только простенький низкобюджетный ПА .
-
@caps, Кстати про Форсаж то я и забыл http://grpz.ru/production/civil/welding/item/forsag-200acdc/ Да не всегда хватает. Иногда и синус нужен. И импульс. Тоже поначалу всё в линейном варил. А потом импульс заценил. У него синуса нет, приходится за счёт импульса выкручиваться.
-
@Сусанин, это - по ситуации. Тут недавно Форсаж 200 за тридцатку продали. Практически новый. Правда, за час продали. А брать пятилетний сундук, на сегодняшний день, я думаю, не стоит. Если это не хобби, то надо брать аппарат не хуже тех, которые я выше посоветовал.
-
@SvarkaRezka23rus, да, там довольно гибкая система. Есть ряд обязательных дисциплин, есть на выбор, например, надо ещё 5 из 25 выбрать, можно и дополнительные курсы брать. Сноха как раз координатором в универе работает, увязывает студентам графики посещения.
-
@caps, Из списка - Гроверс. Странный выбор. Есть хороший ПА, есть конкретная работа и выбирать TIG из самого дешёвого сегмента -как то не логично. Тем более, речь о красоте швов идёт. Добавьте уж чуток, возьмите аппарат с регулируемой частотой переменки. http://grovers.ru/catalog/TIG-svarka/svarochnyy_invertor_grovers_wsme_200_ac_dc_pulsed_tig/ http://svarog-rf.ru/products/tech-tig-200-p-dsp-acdc-e104 . Флама и Гроверс - близняшки. Только у Гроверса отличный сервис. Есть версия, что и качество чуток получше.
-
@SvarkaRezka23rus, в архитектуре никто на бакалавриате не останавливается. Смысла нет. Разве что, просто бросают. По поводу технарских специальностей ничего сказать не могу, нет знакомых примеров. Что касается архитектуры, конкретно в университете Лаваля, в Квебеке, уровень преподавания и требования повыше, чем у нас. Мой когда туда попал, с нашей магистратурой (тогда ещё не было деления, просто 6 лет учёбы) и года работы в не худшем АБ Москвы , сначала пробный год обучения проходил. И это всех касается, не только иностранцев. Там были люди, кто после магистратуры по дизайну на архитектуру пришли. За этот год проходят и, естественно, экзамены сдают, по базовым для архитектуры дисциплинам. И только после этого пару лет магистратуры. Я бы не сказал, что их образование от нашего особо в этом смысле отличается, на мой взгляд, оно более основательное. Меньшую склонность к витанию в облаках вырабатывает. Ну и то, о чём я уже говорил, архитектором становишься не сразу. Даже во времена СССР было не так много вузов, в которых давали серьёзное базовое образование. Песенка студенческая была "На бы чаю, нам бы кофе, остальное - не про нас. Нам дают широкий профиль, но довольно узкий фас." Очень точно отражает суть процесса. Это точно. Даже анекдот в тему имеется https://pikabu.ru/story/propavshiy_anekdot_3097689 . Какой смысл об этом рассуждать, надо думать , что мы завтра сможем сделать. Прошлые заслуги на рынке не котируются.
-
@nik633, Поздравляю! Интересно, прошивка та же, или что нибудь поменяли?
-
так об этом мужики речь и вели. Аппарат слабенький, для чего баланс в сторону очистки выкручивать? Хотели подсказать - оказалось, человеку подсказки не нужны. Ему себя показать. Вольному - воля.
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
да, у нас так. И делать это лучше до шлифовки.
-
Функционал. Выше уже ответили. Смотря что делать собираетесь.
-
Естественно, форма каналов должна соответствовать форме отверстий в прокладке. Может у них это работа моториста? А сварщик - он строго сварщик. Ну если так, тогда пусть насилует горелку зазря. Умного учить - только портить
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
@круазик, да я знаю, но плохо себе это представляю. Это, когда уже полный привет наступит, ни электричества, ни соляры. Вряд ли паровозы помогут
-
И что с того? Все по шву настраивают. Только в чём смысл лишнее тепло на электроде рассеивать, когда можно несколько уменьшить очистку ванны, не в ущерб качеству? А швы как швы, стандартное восстановление съеденной волговской головки. Культурно, аккуратно. Как у всех. И какое отношение НАКС в восстановлению автохлама имеет?
- 3 331 ответ
-
- 10
-
-
- технологии
- TIG
- (и ещё 1 )
-
И толку с этого бакалавриата? Чтобы быть архитектором в Северной Америке, ( то есть - иметь право подписи. Не ГАПом , а просто иметь право подписи) надо закончить магистратуру, отработать несколько лет , вступить в Ордер архитекторов. А для этого надо сдать экзамен из четырёх частей. Многие сдают его по частям, за несколько лет. Достаточно сложный. А бакалавр - это подмастерье. @круазик, в Лисках у вокзала похожий стоит . Была фотка, не найду сейчас. https://www.tripadvisor.ru/ShowUserReviews-g2390145-d10418590-r450360233-Monument_Locomotive_FD_20_1945-Liski_Liskinsky_District_Voronezh_Oblast_Centra.html#photos;geo=2390145&detail=10418590&ff=194496570&albumViewMode=hero&aggregationId=101&albumid=101&baseMediaId=194496570&thumbnailMinWidth=50&cnt=30&offset=-1&filter=7&autoplay= Я их живьем видел, даже пацаном залазил внутрь. Сильно впечатляло! Что интересно, и сейчас кое где на ЖД стоят паровозы вполне приличного вида, покрашенные , и судя по всему - на ходу. Много и ржавых.