AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент AMBIVERT42
-
, я даже не в курсе, что там отображено на карте... Мой адрес-Советский проспект, 42-23.
-
Как гласит небезызвестная поговорка, "даже если вас скушал крокодил-у вас есть, как минимум, два выхода"... Сергей, дело-вот в чём. В наших едренях-есть две сферы, где можно хоть что-то, но заработать руками. Это-автосервис и стройка. В машинки я уже поигрался и больше пятнадцати лет-на стройке. Начинал с квартирок, частных домов, офисов и магазинчиков. До поры-до времени хватало. Инструмента надо-минимум, график работы-не шибко напряжный. Без авралов, рекордных объёмов и прочих приступов героизма. Потом-рынок частных заказчиков-стремительно схлопнулся. Я был вынужден перейти в строительную фирму, где работаю седьмой год. Деньги-вполне себе (по нашим же меркам), отношением с руководством-очень доволен. Но, таки есть моменты, которые руководитель нашей фирмы переломить не в силах. Это-сезонность и перманентная авральность. Тут, как говорится, либо руки с мылом, либо чай с сахаром. Мне за это время уже надоело зависеть от тупизма заказчиков, смежников и непонятно какого графика. Но, на пустое место не уйдёшь. Было бы мне лет 20-25, куда б не шло. Семья и дети неизбежный финансовый провал при резкой смене направления деятельности перенесут весьма болезненно. Вот это и заставляет сидеть на двух стульях. То есть, батрачить на стройке и медленно, но верно-идти к своей мастерской. Надо же, помимо комплектации инструментом и расходкой, обзавестись обширным кругом клиентов. Иначе-какой прок от кучи дорогих цацек, коль они не кормят? Да и конкурентов по части сварки-пайки у меня-хоть отбавляй. Чуть ли не в каждом сарае-варят-режут-лудят-паяют. И, пускай, абсолютное большинство-твердолобые и рукожопые, но отбить у них клиентуру-та ещё задачка. Учитывая тот факт, что кемерунцы-народец бедный и жадный.
-
Я, вот, жду-не дождусь, когда сантехмонтажу наконец помашу рукой. Но, пока сей торжественный момент не наступил, приходится терпеть. Оценя кушать хочеца, однако... В данный момент-зависли на ремонте районной больницы. Сделали около сотни (может и больше) выпусков отопления на верхний этаж. Приходится цепляться к старым трубам и радиаторам. Радиаторы-как и висели "заподлицо выпирая", так и остались. Удалялись только "шедевры неизвестного мастера". Замена стояков водоснабжения-ещё более "увлекательный" процесс. Коммуникации проложены в каналах кирпичных стен и замурованы. Раздалбливаем чуток стены на верхнем этаже и в подвале и протягиваем полипропилен. Чтобы его "познакомить" со старыми стальными трубами-надо немножко постараться. Где-то прокатывает и можно варить через зеркало. Где-то (в большинстве случаев)-ни горелку ни зеркало не протолкнуть. Варим операционные стыки. Или же городим вилюшки и обводы. Вся работа проходит в "приятной атмосфере". Неповторимое "амбре" от горящей в стыках чугунной канализации серы вынуждает газосварщика (то бишь, меня) работать в газозащитном респираторе, а больных и медперсонал-спешно эвакуироваться на полдня в соседнее крыло, оставляя окна нараспашку и наглухо заклеивая скотчем за собой дверь. Калымчики для души и кармана-в свободное время (вечером-ночером) и в выходные. То очередная пивная ёмкость засвистит... И приходится тащить "тревожный чемоданчик" ради пары "плевков" в аргоне. То ко мне в гараж пожалует тягач Фредик с лопнувшей балкой моста. Корень-в аргоне, заполнение и облицовка-РЭДС электродами УОНИИ-13/55 ЭСАБ-СВЭЛ. В момент проведения работ была какая-то чехарда с напряжением. Гроверс-200, коим я работал, то и дело уходил в защиту, дуга вела себя не очень хорошо. В РАДС-ещё куда не шло, в РЭДС-прерывалась то и дело, шипела и шкворчила. Вид облицовки получился не ампир. Но, последующая шлифовка брака не выявила. И то-ладно. Вот таки дела.


















-
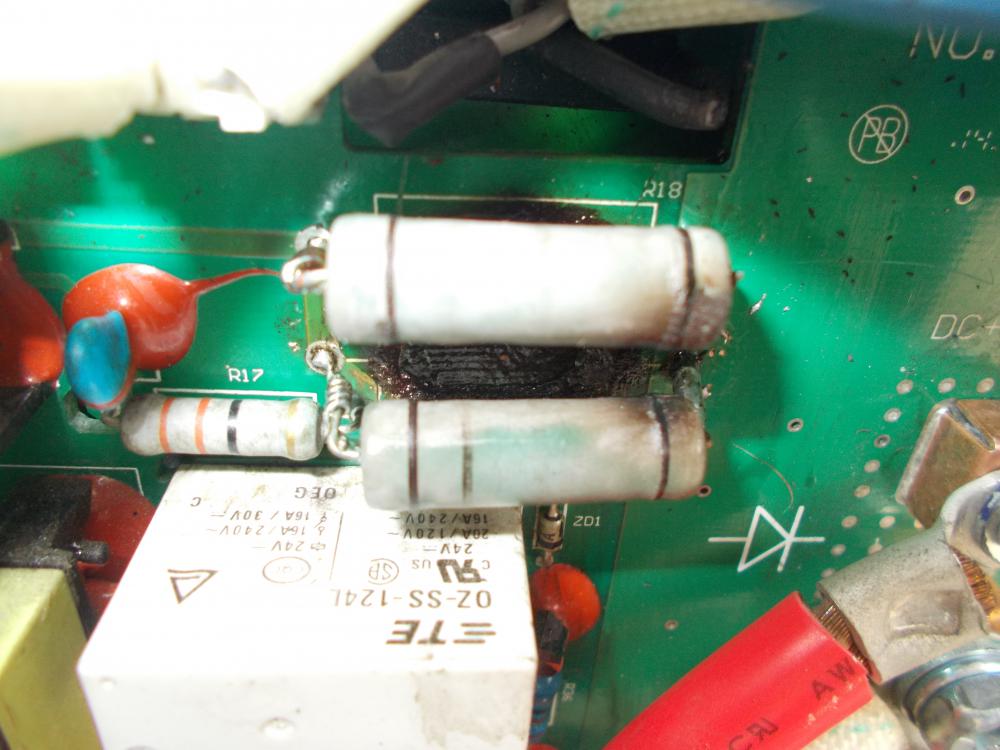
 Именно. Слишком уж они близко к плате. Резисторам-то ничего не доспелось, а плата обуглилась, дорожки выгорели.
Именно. Слишком уж они близко к плате. Резисторам-то ничего не доспелось, а плата обуглилась, дорожки выгорели. -
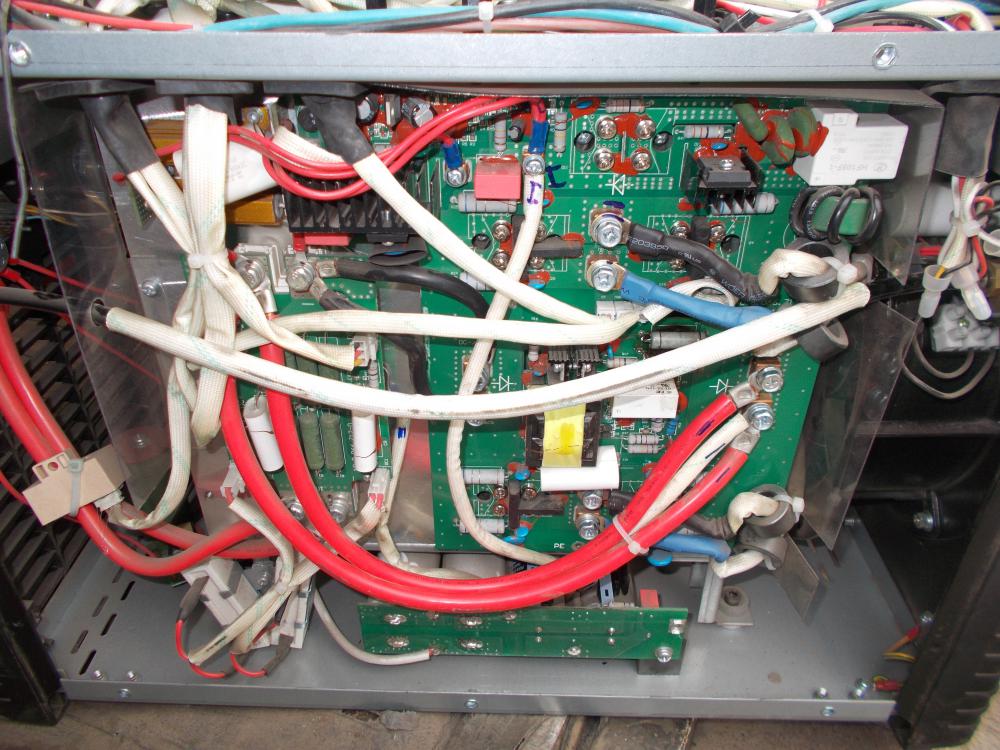
Прошло больше года эксплуатации. Эксплуатации серьёзной. За это время аппарат работал как в режиме РЭДС, так и РАДС. Токи, в основном-под и за 300 А. И надысь аппарат захворал. Сначала начал рвать дугу (РАДС переменкой), потом начались проблемы с розжигом. Кончилось всё невозможностью зажечь дугу сначала ВЧ-, потом и контактным поджигом. Вскрыл аппарат. На плате обнаружил капитальное подгорание возле резисторов R18, R19. Созвонился с Техсваром. Получил от него указания, из-за чего такая бяка и как с ней бороться. Поскольку времени у меня сейчас нет, да и с паяльником я не особо дружу, сбагрил аппарат ремонтникам-электронщикам. те за пару часов всё почистили, перепаяли и, как рекомендовал Алексей, максимально отодвинули резисторы от платы, чтобы бяка не повторилась. Думаю, что было бы неплохо, если Алексей со знанием дела опишет здесь данную проблему. Тем более, как я понял с его слов, проблема-не единичная.


-
Нууу, это-в корне меняет дело!!!(С)
-
Запросто, что методом изотермической штамповки сделано. И маркировка-латиницей. Может и не в Беларуси сделано? Тоже попадал на некоторые детали с восточных автомобилей. Иные-просто нереально заварить. Не то, чтобы чернит и пузырится, а просто рассыпается под дугой. Из-за этого несколько деталей приходилось изготавливать из более покладистого материала. АЛ9 и АЛ12 варятся просто празднично. С деталями топливной и масляной системы-бяка иного плана. Алюминий-материал пористый, а масло и солярка-жидкости с высокой проникающей способностью. Вот и лезет углеводородная гадость из всех пор при нагреве, чем всю малину сварщику портит. Поэтому детали с вышеуказанных систем-прожариваю газовой горелкой. После-несколько раз дугой холостым проходом. Потом-зачищаю и в большинстве случаев-варится нормально.
-
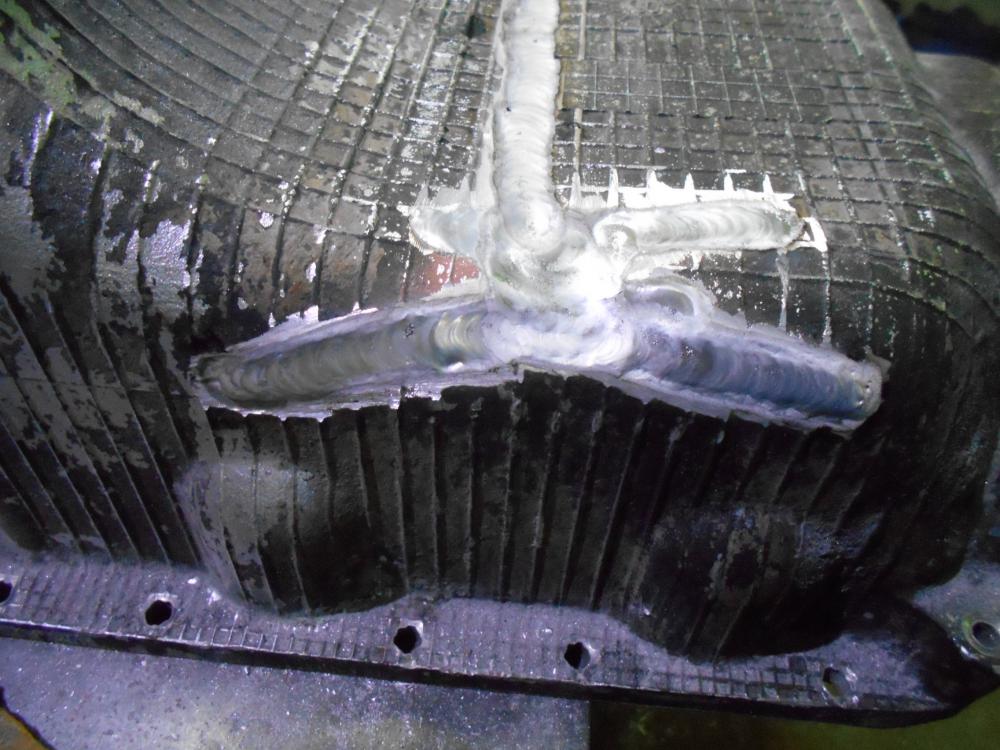
Виктор, ни один силовой агрегат автомобиля не должен крепиться жёстко, всё через сайлентблоки, подушки и прочие эластичные крепления. Данное крепление на картере КП-под резинометаллический шарнир, на котором подвешена задняя часть силового агрегата УАЗа. В штатных условиях основная вибрационная нагрузка воспринимается именно сайлентблоком. Поломка произошла при нештатной нагрузке, а именно при наезде брюхом машины на железобетонный блок в ходе ДТП. Там много чего было поломано. И блок цилиндров и рама и поддон картера. Всё чинилось по принципу "быстро и недорого". Таково требование заказчика.
-
Ой ли?.. Каждая присадка по-своему хороша в определённых случаях. Где большие нагрузки и высокая температура-ПАНЧ. Но, герметичности ещё надо постараться добиться. С МНЖКТ вопрос герметичности стоит не столь остро. Там, где невысокая температурная напряжённость, но нужна герметичность-МНЖКТ. Порообразование, в отличие от ПАНЧа, практически нулевое. Вот, к примеру, отломившийся кусок блока цилиндров. И физикомеханика, в принципе, тоже неплоха. Тут я тупо вварил шпильку в покалеченный картер. Потом-от души постучал по шпильке молотком. Согнул и разогнул. Ничего не треснуло.





-
Варятся. Если к детали ещё не прикоснулся ретивый сварщик, то такое повреждение, как на фото, можно заварить присадками типа БрКМЦ, МНЖКТ. Будет прочно и герметично. Но, элемент лотереи-всё одно, имеет место быть. Присадками на основе никеля-долго, с проковкой и борьбой с порами Если с почти стопроцентной гарантией-то ГПН. Всё-из личного опыта.
-
Как гласит американская поговорка, мало быть классным парнем, надо, чтобы об этом знали ВСЕ!
-
Был и у меня случай. Ездили по Горному Алтаю. Дожди лили дней пять, направления подразмыло. Подымаемся на очередной перевальчик. Под колёсами-камни вперемежку с глиной. Я еду в колонне последним. Колонна вершину прошла, но предпоследний-замешкался и остановился на вершине. Я ему сигналю, а тот-ни в какую не хочет спускаться.Некогда ему, видите ли, карты, блин, изучает... Из-за падения скорости и тяги на колёсах меня начинает стаскивать обратно. Тут, как назло, вековые сосны начали перебегать дорогу. Одна-не успела. В результате-запаску внёс в салон вместе с задней дверью... А водила с предпоследней машины-раскрутился на ремонт моей. По иронии судьбы он-владелец автосервиса.
-
ВСЕГДА перед работой не ленюсь заглянуть в заливную горловину БВО и удостовериться в том, что водичка течёт с нормальным напором. Да и Гроверс-350 уже пару раз выручал, когда на пивзаводе всякие редиски неоднократно пережимали шланги удлинителя шланг-пакета. В аппарате стоит датчик протока и при отсутствии циркуляции аппарат уходит в защиту. Посему, что называется, Бог миловал.
- 1 073 ответа
-
- 10
-

-
@Wаsек,спад тока впредь делай побольше, чтоб ванна затвердевала дольше и не образовывался кратер. И не стесняйся при окончании шва добавлять присадку. Алюминий при затвердевании даёт нехилую усадку, а кратер в конце шва-не есть хорошо...
-
@Георгий 11, ага. Перерыв-только на принятие чая. @Рабиндранат Кагор, если в смысле, тот, что в Кировском районе-то да, он самый, "Пикем".
-
Очередная пивная бочка. Её уже пытались лечить. Расставляем оборудование и лезем в люк, переделывать и доделывать. Фото промежуточных этапов не делал по причине цейтнота. И так переделка чужого порева и вварка латки заняли 20 часов непрерывно. Но, некоторые частности проясню.Толщина кромок-8 мм. Протяжённость швов-4 м. Варил за 4 прохода с промежуточной очисткой ,выскабливанием обратного валика и проходом подварочного шва. Токовый диапазон-от 250 А (корень) до 300 А (облицовка) Сам алюминий грязноват, сколько не скоблил, чернота лезла и в околошовной зоне с треском раскрывались поры. Немудрено, ёмкость-раритетная, начала 60-х годов прошлого века. Да и варили её на заводе-не шутили... И поди ж ты, столько лет простояла! Латка изнутри. Подварочный шов в потолочном и вертикальном положении.










-
@Isperyanc,конечно. На одном заводе производятся, всё же.
-
@ugaida, корпуса улиток-это лотерея. Качество сплава у разных производителей и разных партий одного производителя-очень отличается. Бывает, что варится на "ура", а иной раз-воюешь с чернотой и порами долго и упорно. Да и вообще, нестабильность качества-это беда отечественных и китайских производителей. Хотя, как сказать... Надысь варил впускной коллектор и корпус термостата от Мицубиси-Паджеро. Коллектор варился хрестоматийно. С корпусом термостата-пободался изрядно. Надо было наварить прилив под врезку дополнительного датчика. Как ни пытался наплавить сверху основного металла-ничего путнего не выходило. Шкворчит, пузырится, чернота лезет и ванна творожится. Вырезал отверстие, наплавил по краям 4047 на малом токе. Вылезшие черноту и окислы-содрал бор-фрезой. Потом, по обработанному переходному слою, наплавил 4043 новый прилив. Вот те и ипонское качество... Вроде бы детали с одной машины, одного мотора и такая разница в свойствах.
-
Не попадались. Очень вероятно. что информация не обновляется. На тот момент. что я брал Айземана за 110 круб., моему знакомому буровику Скат обошёлся в 54. И то и то-покупают за баксы, потому и ценовой баланс должен быть примерно такой же.
-
@Рудольф Шнапс,тут-не всё столь однозначно. Я имею в пользовании несколько генераторов данной марки. На 220В. Мощностью от 1 до 6 кВт. Этими-доволен. Надёжные, неприхотливые и недорогие. Чинятся без вопросов (нет "одноразовых" конструкторских решений) и достаточно гуманно по ценнику. На своих за несколько лет-поменял пару пусковых шнурков. Масло, свечи и фильтры-по регламенту и всё путём. Своего комбика (220 В+сварка) данной марки-не имею. Ориентируюсь по тому, что есть у знакомых (так, пробовал поварить из чисто гностических соображений). С комбиками-несколько похуже. В том плане, что сварочные характеристики-весьма и весьма унылые. Реальный ток-как минимум, на четверть меньше заявленного. Основными электродами варят неохотно. Регулятор тока-невнятный. Да и сама дуга какая-то не такая... Вроде варишь одной рукой, одними электродами, а эстетика шва на Скате и Айземане-разная. Впрочем, по части надёжности-придраться особо не к чему. Пашут и не особо капризничают. Сколько уже видел ужасных картинок варварского и безалаберного отношения к данным аппаратам у колхозных буровиков, дорожников и рекламщиков... На генератор-без слёз не взглянешь, а работает. Есть ещё и фактор цены. Как минимум, в полтора раза дешевле массогабаритных аналогов от Айземана и Синкро. Для тех, кому не особо нужны приличная ПН и сварочные характеристики, выбирают Скаты, Айкены и им подобные.
-
@Рудольф Шнапс, попадались. Отечественного там-максимум-рама. И то-не факт. Движок-Хонда G-390, генератор итальянский, Sincro. И движок и генератор-вполне приличные, если за ними следить. Электродом ф 3 мм можно поливать весь рабочий день. ЕМНИП, ПН=100% при 110 А. Агрегат неплохой. У меня-такой же. Пашет уже лет 20 только в моих руках. Не каждый день, конечно. Но и не подводил ни разу. Это-да. Движок ЗМЗ-24Д-агрегат очень дубовый и выносливый. РТИ там по минимуму. Дубеть и трескаться-особо нечему. Я свой брал с хранения. Простоял 9 лет под открытым небом. После нехитрых манипуляций по замене масла, фильтров и ремней, заливке антифриза и бензина-ожил с полпинка. Конечно, АДБ-3125-тяжёлый и прожорливый (35-40 л бенза в смену-нормально), но реальной альтернативы по цене у него нету. Ближайшие по токовым характеристикам конкуренты от Синкро и Айземана- от 300 круб. и выше.
-
@Глобул,эх, хорошо у вас там... Газовые котлы, маленькие насосики, в помещении-светло и просторно. А как поворотные затворы себя чувствуют? Я на своей шкуре прочувствовал "неоднозначность" данного технического решения. Когда затвор страдает недержанием, то заморочек-на порядок больше, чем с фланцевыми шаровыми кранами, либо клиновыми задвижками. Их хоть разфланцевать-заблиновать можно, с затворами же-"Мама, роди меня обратно!!!"... Если впереди/позади-катушка, то ещё куда не шло, а если нет?..
-
@ugaida, на алюминии, по большей части, ведёт не от нагрева и числа проходов, а от объёма наплавленного за один проход металла (общеизвестно, что алюминий даёт сильную усадку). Конечно, тонкие (1-2 мм) детали не имеет смысла сваривать за несколько проходов. Но, более ли менее толстое-лично я тоже свариваю за несколько проходов. При том сильного коробления не наблюдаю. Более того, считаю, что сварка за несколько проходов позволяет уйти от сильных напряжений, ибо объём сварочной ванны-в итоге получается меньше. И проще варить с полным проваром. Маленькую ванну в корне на алюминии держать проще, допуская контролируемую просадку. А потом, на больших токах-вести заполнение и облицовку без боязни провалить ванну, или оставить непровар. Вот тут варено на два прохода. Корень. Облицовка. Обратный валик.



-
Подтверждаю! И производительность строжки-приличная. Главное-чтоб оборотов побольше и всё чудненько.
-
@Георгий 11, это-заботы проектантов. Они считали нагрузки.