

Струня
-
Постов
350 -
Зарегистрирован
-
Посещение
-
Победитель дней
16
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Струня
-
-
напряжение, номер пачки и дату скажу послезавтра.
И за одно напряжение в розетке.
-
Доброго времени суток.
Напишите пожалуйста производителя электродов и дату производства.
Замерьте напряжение хх.
На каком токе варить пытаетесь?
Есть у аппарата функция горячего старта? Включена?
Есть у аппарата функция VRD? Включена?
Дроссель мог посоветовать только совсем древний дедушка. Он для переменки.
-
Что я должен увидеть при сварке чтобы понять куда крутить этот регулятор? В каких случаях уменьшать, а в каких увеличивать?
Баланс тока и напряжения связан с типом переноса металла в дуговом промежутке и формой шва. Если металл толстый, то напряжение в районе 30- 33 В и ток 250- 270 А даст струйный перенос, высокую скорость и глубокое проплавление. Если металл тонкий, то нужно настраивать капельный перенос. Смотрите видео по настройке типа переноса или почитайте литературу.
-
 1
1
-
-
Помогите разобраться с основами - честно, неделю не могу найти ответ ни в статьях, ни на ютубе
После сварки образовался шов. Вроде как необходимо произвести пассивацию или травление (например, пастой Esab StainClean)
А если этот шов необходимо отшлифовать/отполировать так, чтобы он слился в единое зеркало с остальной частью детали. Нужно производить травление/пассивацию перед такой шлифовкой? Ведь вся эта восстановленная защитная плёнка сотрётся, разве нет?
Или травление пассивацию нужно производить уже после шлифования/полировки? А если, чтобы получить единое зеркало, пришлось перешлифовать в итоге всю деталь. Её всю нужно пассивировать/протравить или только место, где ранее был шов?
Или же шлифовка/полировка восстанавливает защитный оксидный слой(из за того, что поверхность становится гладкой) и травление/пассивация не нужны?
Если после зачистки нужна полировка, то травить нельзя. Травление выявит шов, и он будет сильно выделяться.
Если эксплуатация на улице- то пассивация не нужна- среда не коррозионно- активная. Если эксплуатация в агрессивной среде кислот- то нужна. Особенно в среде, где нет кислорода.
-
Вы вообще на каком оборудовании работаете?
Лично я работаю с токовыми клещами APPA и контактным термометром TESTO.
Заказчики- на чем только не работают. Вплоть до ВКСМ, мне ровесникам.
У кемппи и у некоторых других имеется специальные сераювисы к которым подключается оборудование и оператор может контролировать всё! Какой аппарат когда, сколько и на каких режимах работал...Да, штука классная, но очень редко встречается.
Или вы для примитивных ручников и полуавтоматов что то сообразить хотите?Именно для них. Просто цены растут, сроки сжимаются, приходится за один день 3- 4 поста регистрировать. До обеда ещё ничего, а после обеда- уже тяжко. Внимание рассеивается... А если стык 700 мм и толщина 36? Это с ума сойти можно! А тут приблуду прицепил, и только успевай записывать время для прохода. Потом по цепочке заминусил, и получил время каждого прохода. Красота!
Проблема только со сварными. Им что в лоб, что полбу- сколько не говори, что надо прерываться после каждого валика и мерить температуру, записывать её и время- похер! Я, говорит, примерно на трети положил три валика- умножь на три и пойдёт... Зато, небось, в бухгалтерии на говно бы изошёл, если бы зарплату ему так начисляли.
-
 1
1
-
-
Сегодня испытал устройство.
Впечатления двойственные. На ручной дуговой сварке покрытыми электродами работало отлично! Единственный минус- неудобство использования. Геркон нужно держать в строго определённом положении. Иначе пропадает чувствительность. Можно использовать большую канцелярскую прищепку, но всё время боюсь, что она раздавит колбу.
Для ручной аргонодуговой сварки с функцией плавного набора и снижения тока чёткость работы снижается. Если сварщик часто нажимает на кнопку (к примеру, как сегодня- стыковое соединение труб, горизонтальное положение шва) для формирования корня, то иногда не чувствует начало сварки и реагирует на окончание. И считает остановки.
Думаю, что если взять тонкий магнитный материал, то можно поместить геркон в трубку и тогда магнитное поле будет в ней концентрироваться и геркон будет более чувствительным.
Следующий этап- можно попробовать датчик Холла.
А уж совсем амбициозный проект- Ардуинка, измеряющая ток, время его протекания и передающая результат по беспроводной сети на ноутбук. Но тут уже привлечение не столько электронщиков, но прогрммеров.
-
Давай лучше поговорим про ПАНЧ который считается "правильным" присадком под чугун , но вот почему он на один чугун ложиться просто прелесть и предполагаю на хороший вот как на видео патрубок ЕГР , а на другой вообще не ложиться и одни "сопли пузырями" вот типа Котловых секций и явно у них похуже чугун , но все же хочеться понять почему сие так и почему котловой чугун принимает нерж на ура и не капризничает , вот в чем вопрос-вопросов
Всё просто. Чугунное литьё считается хорошим, когда оно герметично и не имеет ясно видимых на поверхности раковин. А вот внутри может быть что угодно. Он может быть пористый, загрязнён ликвацией, содержать включения формовочной земли и металл может быть загазован. Плюс, конечно, условия работы- печной чугун может быть графитизирован, а пористые участки ещё и окислены или картеры замаслены. От есть от изделия к изделию качество чугуна может сильно плавать. Если ответственные изделия- рамы станков, блоки цилиндров имеют требования по пористости, включениям, содержанию газов, серы и фосфора- то в обычном литье никаких требований кроме геометрии и сплошной поверхности нет. Поэтому сходится несколько случайностей- если чугун относительно чистый, без включений и пористости и без включений графита- варится хорошо. А если что-то одно- то плохо. А если всё вместе- то дело швах. Тут только пилить, искать место, где начнёт нормально вариться и потом заполнять выборку. Рекомендую перед сваркой резаком прожигать кромки кислородом (то есть нагреть и пустить струю кислорода)- замасленые участки и графит выгорят- лучше вариться будет. Но, опять же, без фанатизма...
-
5
-
-
Справочное значение напряжения холостого хода, наверное относится к режиму поджига касанием, а при поджиге с осциллятором, до включения, напряжение наверное поменьше, если вообще есть.
По- моему, напряжение холостого хода не зависит от способа поджига дуги.
Ограничение ХХ делают только для работы в особо опасных условиях- высокая сырость, закрытый объём, приямок или пыль.
-
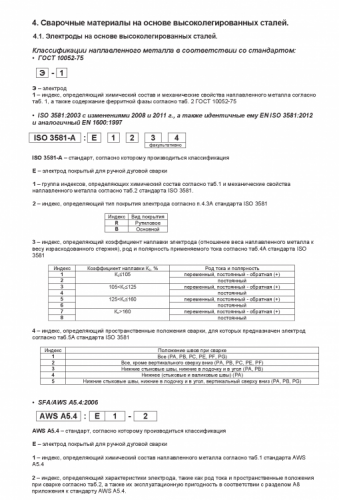
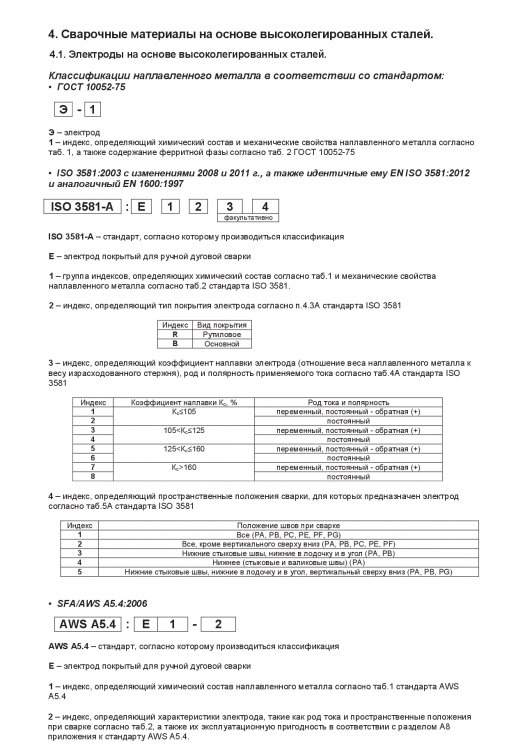
Электроды для сварки высоколегированных и коррозионно-стойких сталей
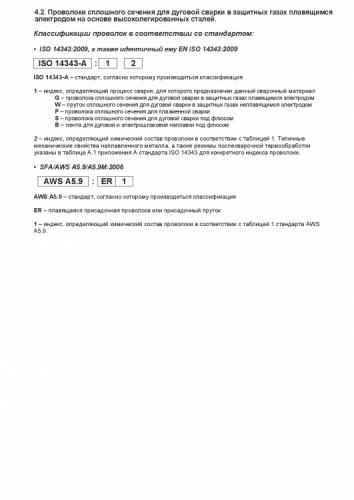
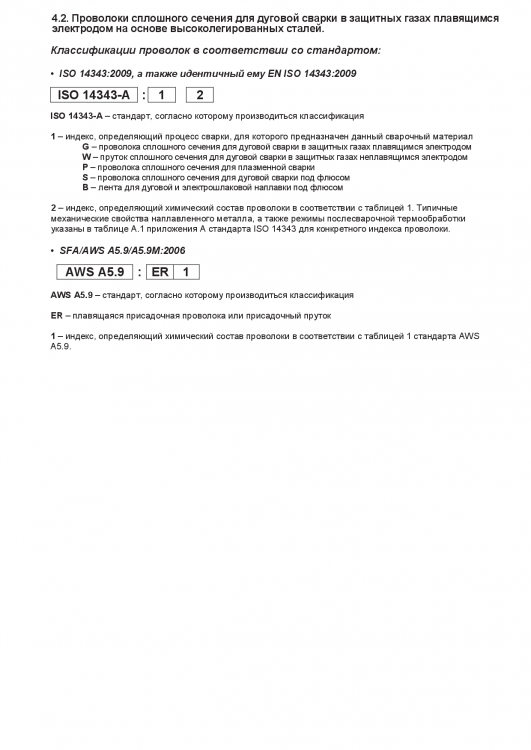
Прутки и проволоки для для сварки высоколегированных и коррозионно-стойких сталей
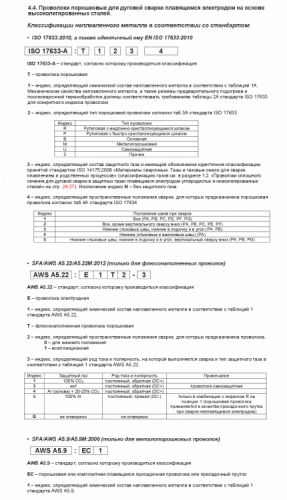
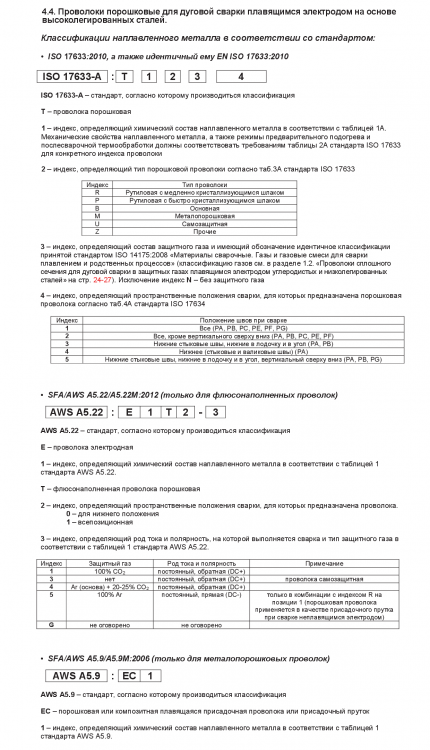
Порошковый проволоки для сварки высоколегированных и коррозионно-стойких сталей
-
Может я что то не так делаю, но жгу четвертую 5-кг катушку DEKA E71T-GS D. 0.8ММ. на Aurora SPEEDWAY 200 SYNERGIC. Ролики не менял, оставил штатные. Пока проблем не заметил.
Не обязательно поиметь проблемы с первого раза из- за того, что не выполняются эксплуатационные требования. Может у вас шланг короткий, или проволока достаточно жёсткая, или изначально стояли ролики для ПП. Просто я предупреждаю человека. Так может получиться, что запланированная работа сорвётся потому, что не идёт проволока по неясной причине.
-
Дело не в швах. Дело в том, что порошковая проволока это трубочка из тонкой полоски, набирая флюсовым порошком. Она не такая жёсткая как сплошная проволока. Соответственно, длинный спиральный канал и ролики для сплошной проволоки приведут к тому, что проволока будет сминаться и проскальзывать.
-
Это к кому вопрос и какого ярлыка?
Вопрос к вам. Вы про проволоку говорили. Можете выложить фото ярлыка проволоки или указать стандартное обозначение проволоки. Кстати, чтобы полуавтоматом варить порошковой проволокой- надо специальные ролики...
-
Доброго времени суток товарищи!
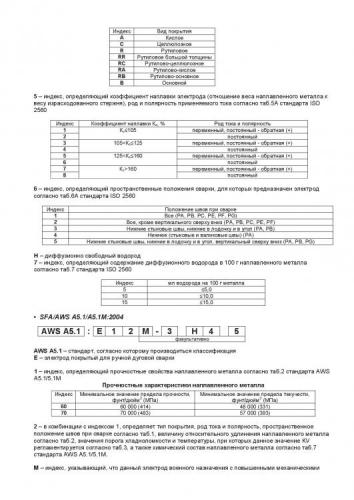
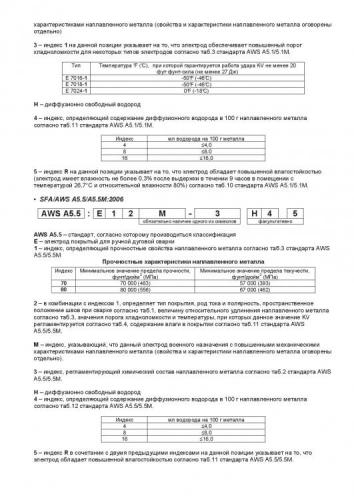
Нигде на форуме не обнаружил информации по расшифровке стандартных обозначений сварочных материалов.
Вот, я и нарыл сведений из справочника одного известного бренда. Хочу выложить сюда, чтобы всякий желающий мог посмотреть, что скрывается за непонятными буквами и цифрами.
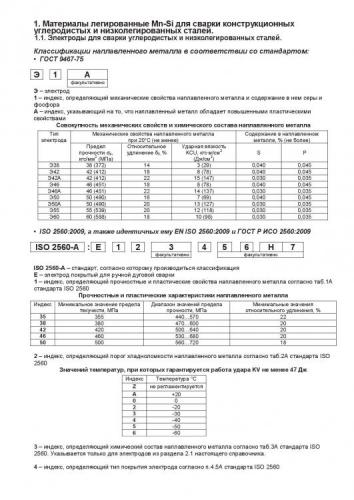
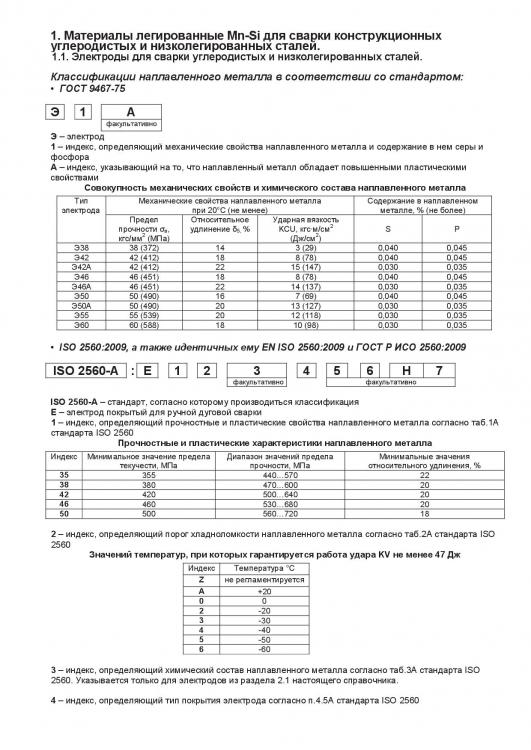
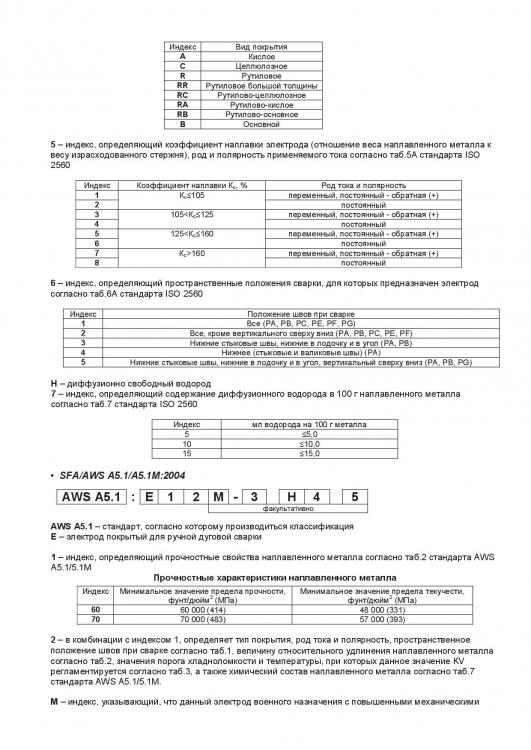
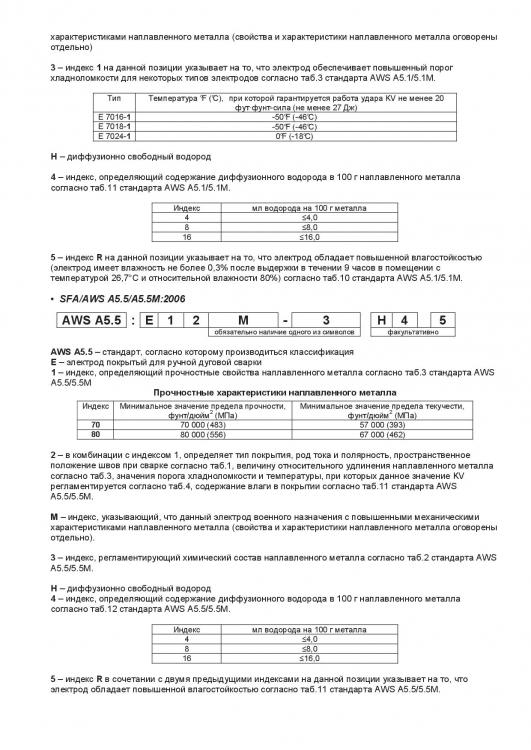
Начнём с электродов по сварке низкоуглеродистых сталей.
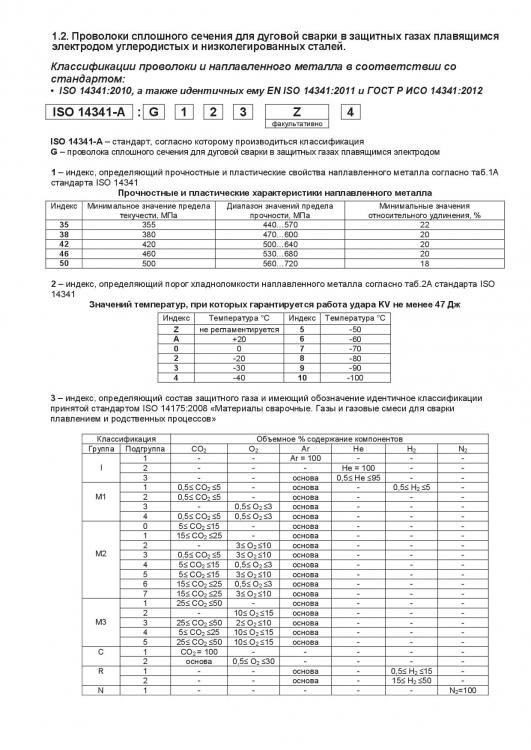
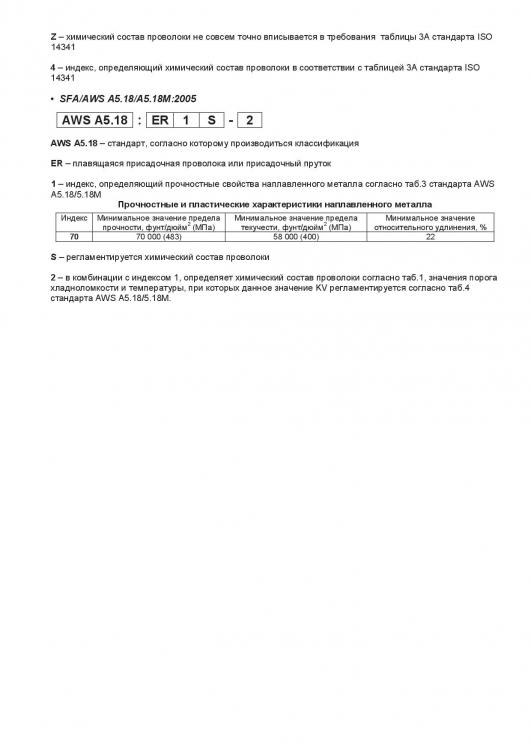
Расшифровка обозначения проволоки для полуавтомата для сварки углеродистых сталей
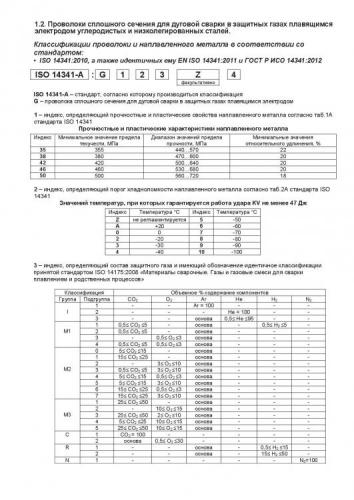
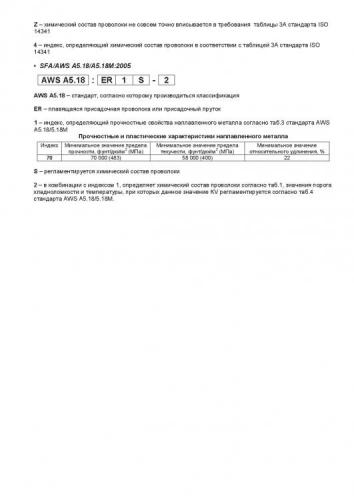
Расшифровка обозначения прутков для аргонодуговой сварки углеродистых сталей
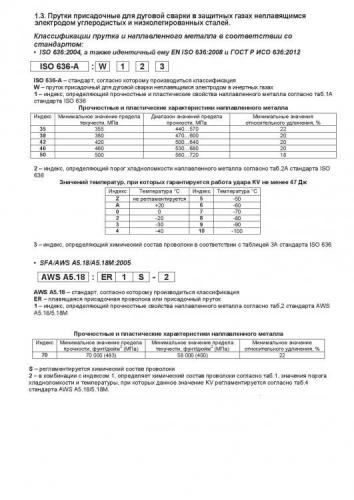
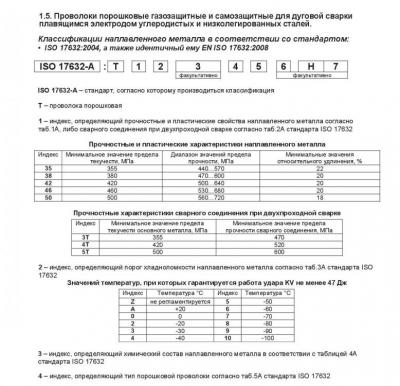
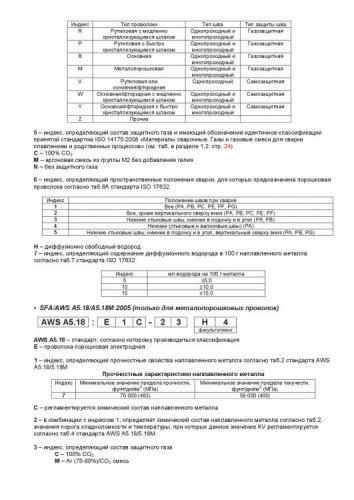
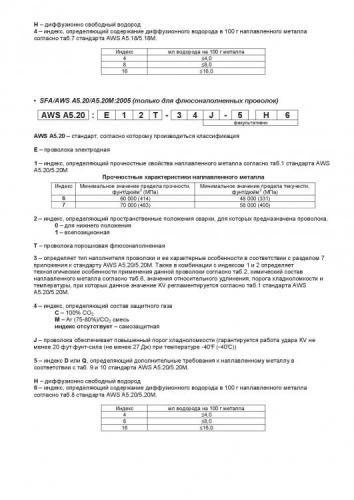
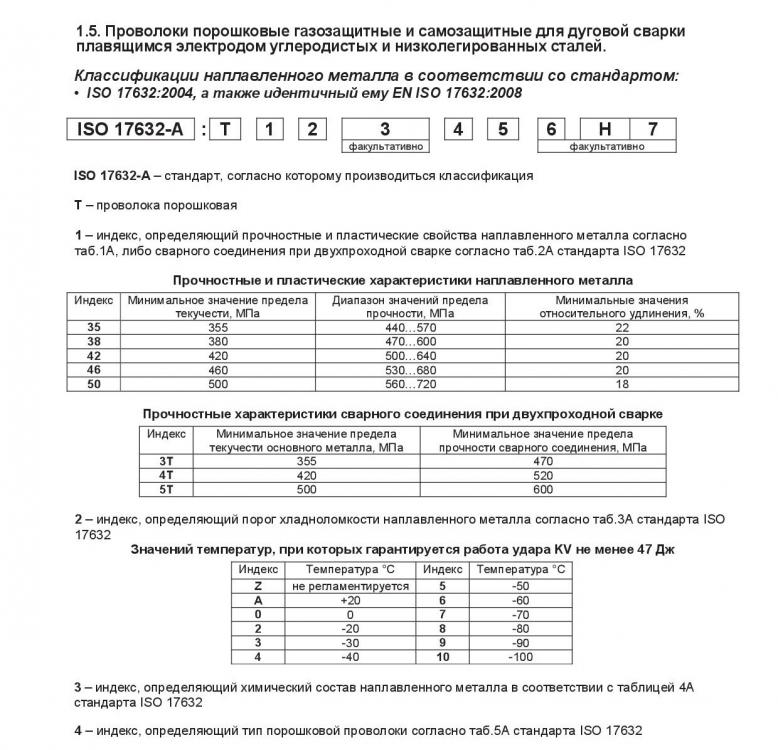
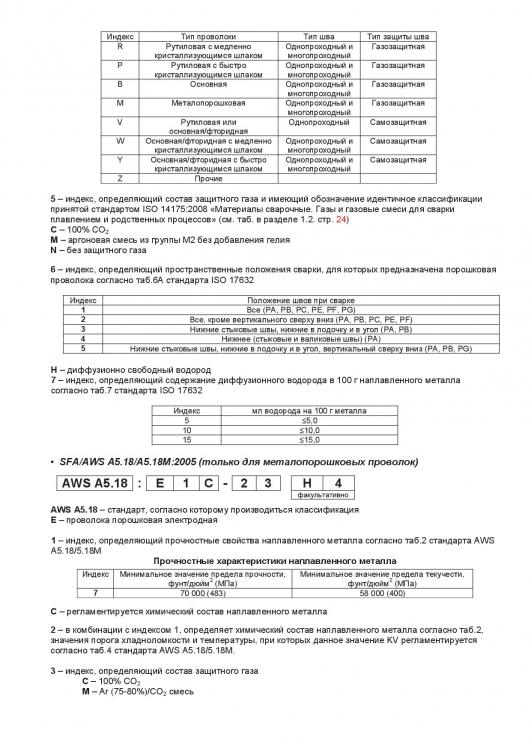
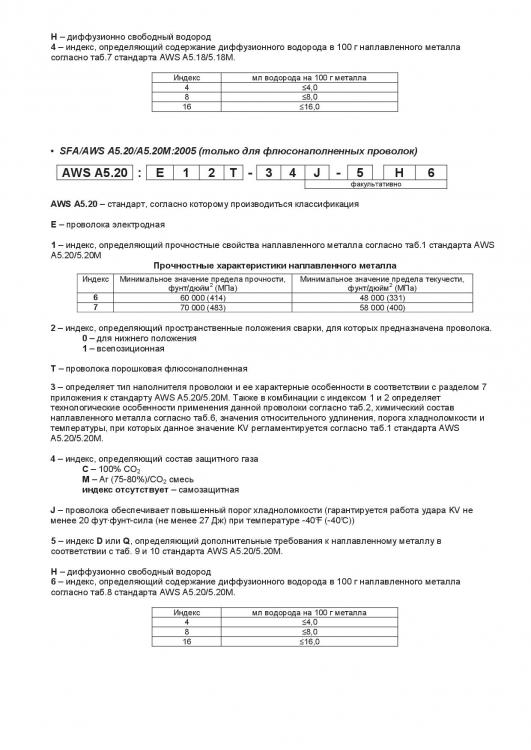
Проволоки порошковые газозащитные и самозащитные
-
2
-
-
Можете фото ярлыка выложить?
-
не сварщик, по этому прошу не судить строго. Фото изделий с ожогами прилагаю (это то, что у нас получается)
Это вы варите или только фото выставляете?
Какой у сварщика стаж?
Какие требования к сварным швам, какое назначение изделия? Есть разделка или нет? Какой катет по чертежу? Какая марка сварочного и основного материала (прошу то, что указано на упаковке и на металле)?
То, что показано на первых фотографиях вполне прилично. То, что названо "ожогами"- цвета побежалости. Если их нет- то с проваром будут проблемы. То, будут ли они на обратной стороне или нет- зависит от скорости сварки. А она- от тока и размера шва. Так что если катет нужен 3 мм, то это одно. Если катет 5 мм- это другое. При толщине 5 мм и катете 3 цвета побежалости будут в районе желтого. А при катете 5 уже синие. Цвета побежалости- это прозрачная плёнка окислов, которая на поверхности изделия отражает свет, преломляя его. Чем сильнее нагрев- тем толще плёнка, тем синее цвет. А потом серый. Это не брак. Цвета побежалости должны легко зачищаться проволочной щёткой. После сварки детали должны обрабатываться. Даже из нержавейки! И перед сваркой! Обязательно нужно пройтись чистой проволочной щеткой и обезжирить. Особенно, если дело происходит в большом цехе.
Во первых, на мой взгляд, сварено плохо на всех фотках.Недостатки формы швов имеются- это бесспорно. Вопрос в том, на сколько изделие выполняет функционал. Перфекционизм в гараже- это одно. А выполнение нормы на предприятии- это уже заключение ОТК. Если проходит- то удовлетворительно. Если неудовлетворительно- то плохо. Не проходит.
С обратной стороны - видимая часть, она должна быть вообще без каких либо следов обработки (по этому и варим с противоположной стороны, т.к. она находится внутри после сборки детали)Тут либо поддув городить, либо последующее травление. Если не будет цветов побежалости- то может не хватить шва. По провару и размерам шва будет провал.
На данный момент удалось достигнуть таких результатов (фото прилагаю).На фото стыковые швы, заваренные не очень опытным сварщиком. По внешнему виду швов- предплечье слабовато. Надо брать гантельку или бутылку с водой 1,5 л и держать на вытянутой руке несколько раз в день в несколько подходов по 10- 15 минут. Через пару недель результат не узнаете!
Второе- манипуляции. Надо начертить три параллельные полосы с инералом 3-4 мм, длиной около 200 мм (обычно столько варит сварщик до отрыва) и без присадки тренировать "бабочку". В интернете много видео по технике.
Когда набьётся рука на прямолинейное движение- тренировать заварку корня разделки. Толщина одного слоя не должна превышать 3 мм, ширина- 5- 7. Если разделка больше- сделать несколько проходов. Большая толщина прохода- перегрев + коробление. Не говоря уже об огромной площади цветов побежалости...
Третье- правильный подбор сопел и расхода газа. Сопел придумано огромное множество- и просто сопла, и линзы, и конусы... Так как у каждого сварщика своя техника, то у одного может получаться, у второго нет. Надо экспериментировать. На фото недостаточная защита- шовчик сероватый, окислившийся. Сварщику из-под линзы (сопла) должна быть хорошо видна разделка, а то шов будет не там, где надо.
И еще раз про зачистку.
Обратили внимание, что детали прошедшие полировку варятся лучше (может стоит их перед сваркой обрабатывать какой-либо кислотой или еще чем?)В цехах, где варят цветнину стоит чистота- ну, не как в операционной, но как на вашей кухне точно! Перед сваркой детали должны быть зачищены. Тогда будет гораздо проще!
-
1
-
-
Доброго времени суток!
Подниму тему. Если кому-то нужны стандарты по сварочному производству- российские или зарубежные- обращайтесь. Чем смогу- помогу.
-
Вы очень мало расписываете задание. Вернее не совсем корректно. Точно так же и работу схемы.
Если честно, я сам плохо себе представлял, что и как должно работать. Просто обратился к товарищам- электронщикам. Про свойство конденсаторов сам додумался, приблизительные расчёты они сделали.
То Вы хотели Ардуино прицепить, сейчас я так понимаю, Вы прицепили обычный электронный секундомер с кнопкой запуска, к которой Вы и параллелите оптопару.Точно так. Мне нужно таких около 10 постов. Пронести на серьёзное режимное предприятие 10 микрокомпьютеров сложно и громоздко. Плюс ИП. Потом бороться с наводками, которые неизбежны, если вокруг металл и токи в сотни или даже тысячи ампер. Тем более, что функционал очень приличный, и при добавлении определённых плат можно залезть в беспроводные сети... В общем, сложно объяснять службе безопасности. Да и дорого. С секундомером проще и дешевле.
А сама кнопка накой тогда на этой схеме?Кнопка для того, чтобы за сутки до выхода "в поля" проверить пригодность таблеток и поменять те, что нужно. Будет очень досадно обнаружить, что процесс, который шёл весь день не отразился из- за того, что села батарейка!
Если интересно- могу выложить в корпусе.
-
2
-
-
Вы немного не правы. Это свидетельство вашей квалификации как международного инженера по сварки.
А я не говорил, что квалификация не нужна.
- опыт работы в должности ИТР по сварки не менее 6 летДа, халява закончилась почти 20 (хренасе!) лет назад. Всё усложнилось.
Что касается аттестации 3834-2 именно второй раздел, до последнего времени категорическое требование было наличие у координатора сварки диплома IWE, в последней редакции это требование отменили. Но организации аттестации такие как TUV все равно требуют наличие международника.У каждой Марфушки свои регламенты.
Есть евро квалификации (наличие рекомендательное) IWT международный технолог сварки IWP международный практик сваркиЯ имел в виду должности технолога и мастера. Конечно, наличие персонала с такими дипломами- огромный плюс предприятию. Только мало таких предприятий...
Стандарт предусматривает использование WPS, которые соответственно разрабатываются на основание WPQR прошедших сертификацию не только по 16514 но и возможно 16513, 16512, 16511, 16510 и пр.Для предприятий, подпадающих под 2 часть, СПС в основном квалифицируется по 15614 и 15613. Так как квалификация спецификаций процедур сварки для сложных и ответственных конструкций регламентируется ещё и специальными директивами, где могут быть оговорены специальные условия. Квалификация СПС по стандарту 15611- "Квалификация, потому, что так всегда делали", или 15610- "Квалификация, потому, что такие сварочные материалы" для котлов, кранов или Ж/Д составов будут выглядеть странно.
Не сочтите за критику,Конструктивная критика всегда приветствуется!
-
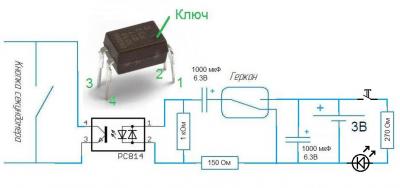
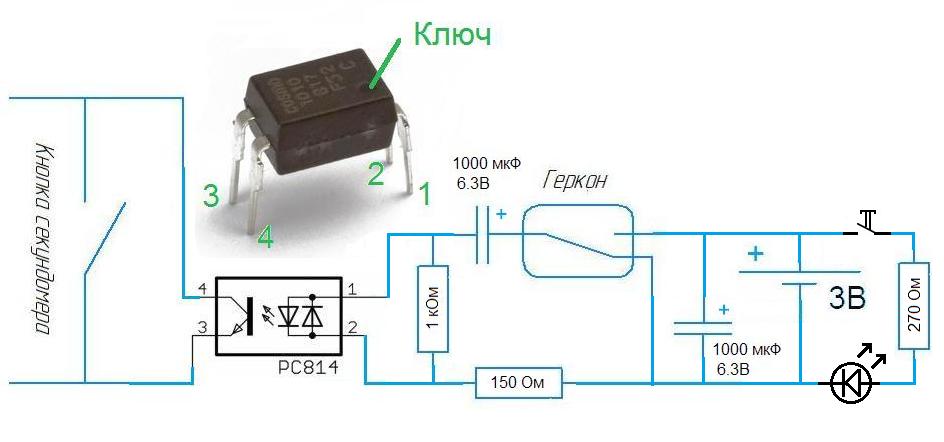
При срабатывании геркона кондёр заряжается, в это время идёт ток. Примерно полсекунды. Эмулируется кратковременное нажатие кнопки. После того, как геркон отомрёт, замкнутся нормально-замкнутые контакты и конденсатор разрядится через оптопару. Эмулируется кратковременное нажатие кнопки.
-
Вот схема индикатора. Работает. Буду теперь думать за крепление на кабеле- геркон оказался чувствителен к положению.
-
@Струня, при написании ответа тыкать в кнопку "расширенная форма" . Там будут функции вставления фоток.
Ясно. Спасибо.
-
1
-
-
Доброго времени суток!
Проблема решена при помощи геркона, конденсатора и оптопары для замыкания контактов секундомера.
Пока не разобрался, как фотографии вставлять.
-
Добрый день. Что бы не плодить темы хочу спросить в этой ветке.
Как в России соотносится диплом IWE с Накс.
Нужна ли (обязательна) аттестация НАКС для международного инженера (с дипломом IWE).
При аттестации предприятия на ISO 3834-2, в России необходима аттестация персонала (инженеры, технологи, дефектоскописты, сварщики, контролеры ОТК) на НАКС или международных сертификатов достаточно.
P.S. В разрезе недавних событий, наше предприятие было аттестовано на ISO 3834-2, аудиторы TUV, теперь все заново.
Доброго времени суток!
По поводу диплома. IWE- это диплом инженера сварочного производства. То есть свидетельство того, что в учебном заведении вам показали международные стандарты по сварке и разъяснили как ими пользоваться. В принципе, в России пытались ввести связку Диплом специалиста + Диплом IWE, но не пошло. Двадцать лет назад я не мог предположить, что буду работать в компании, где он может понадобиться. И не поехал за ним. Были бы волосы- выдрал бы.
Удостоверение НАКС- это немного другое. Это свидетельство того, что специалист обладает не только дипломом, но и необходимыми качествами руководителя, навыками технологической и организаторской работы. Плюс знание специфической нормативной базы по направлениям. То есть работать Главным сварщиком на предприятиях, не связанных с выпуском продукции, относящейся к контролируемой НАКС отраслью можно. А получить удостоверение НАКС 4 уровня без диплома нельзя. Кстати, специалист 4-го уровня может не быть Главным сварщиком.
Требования аттестации НАКС выдвигает работодатель.
По поводу сертификации сварочного производства по ISO 3834-2. В стандарте ISO 3834-5 даны конкретные, но не окончательные требования к каждому пункту стандарта ISO 3834-2. Так как это всесторонние комплексные требования к сварочному производству, то координатор сварки (главный сварщик) должен иметь диплом о высшем образовании. В принципе, диплом IWE не обязателен, но очень приветствуется. Главное, чтобы были чётко определены процедуры, обеспечивающие управление качеством. В принципе, ISO 9001 и ISO 3834 одного поля ягоды. Только сварка сложный процесс, поэтому его вывели в отдельный стандарт.
Соответственно, системы документации зависят от того оборудования, которое выпускает предприятие. И сертификация по стандарту 3834 нужна заказчику. Чаще всего из Евросоюза. Если оборудование для рынка России, то система документов- ГОСТ. Для США- ASME, для ЕС- ISO. Соответственно, стандарт ISO 3834-2 прямо указывает, что сварщики должны быть сертифицированы по ISO 9606 или ASME. Спецификации процедур сварки- ISO 16514 или ASME. Евростандарт не предусматривает аттестацию рабочих навыков технологов и мастеров.
Лаборатория может быть сторонней или собственной, но с сертификатом ISO/TR 17025. Или ГОСТ Р ИСО/ТР17025. Персонал тоже должен быть сертифицирован в соответствии с проводимой работой.
-
1
-
-
Тут либо шунт, либо датчик Холла использовать.
Во втором варианте блок питания сложнее.
Всё в стоимость упирается. Чем ток измерять ?
Ток не меряется- он индицируется на аппарате. Меряется время горения дуги. Индикатор должен выдавать высокий сигнал (5 вольт, допустим) во время горения дуги и низкий (0) остальное время.
Аппараты будут разные- на каждый шунт не вкорячить.

Инвертор техАС т00203 не гонит уони1355 и цл11
в Ручная дуговая сварка — ММA
Опубликовано
Да, маловато.
Советую сносить аппарат в мастерскую. Только надёжную...