tig
-
Постов
1 792 -
Зарегистрирован
-
Посещение
-
Победитель дней
78
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tig
-
Наверное уже все заметили что последнюю неделю на форуме начались появлятся новые темы смысл которых распространение всякого рода спама. Я уже забанил "человек" пять примерно. В кавычках пишу по простой причине-это массовая рассылка спама роботом. Похожие посты появляются не только у нас, общаясь с коллегами модераторами других форумов знаю это не понаслышке. Можно конечно заблокировать айпи адрес, но к сожалению это не выход из положения. Айпишник динамический, он каждый раз новый. Известен точно только город, вернее город где установлен сервер провайдера, конкретного человека установить может только отдел "К"-отдел по борьбе с интернет преступлениями. А заблокировав провайдера доступ к форуму потеряют сварщики которые в нем живут... Поэтому не обращайте внимания на подобные посты, я то эти темы удаляю, но к сожалению возле компа бываю только рано утром (5-6 часов утра) или вечером после работы.
-
Ну это смотря какое литье. Резкий нагрев при строжке как раз и провоцирует распространение трещин. Только сквозная сверловка концов трещины может ее остановить. Сказанное касается чугуна и трещин у которых нет выхода за край детали.
- 71 ответ
-
- 2
-

-
В твоем случае для быстрого износа сопрягаемых поверхностей.
-
Называется это "холодная" сварка. Сварка давлением с помощью пресса и взрыва. С помощью пресса(вернее прессовых валков) изготовлена морозильная камера в холодильнике. А с помощью взрыва изготавливались алюмо-титановые плиты для постройки ракетных катеров. Там надводная часть из алюминия, а подводная из титана. Сам никогда подобным не занимался, лежит где то книга "Холодная сварка металлов" где довольно подробно описывается технология и режиы.
-
Называется это "холодная" сварка. Сварка давлением с помощью пресса и взрыва. С помощью пресса(вернее прессовых валков) изготовлена морозильная камера в холодильнике. А с помощью взрыва изготавливались алюмо-титановые плиты для постройки ракетных катеров. Там надводная часть из алюминия, а подводная из титана. Сам никогда подобным не занимался, лежит где то книга "Холодная сварка металлов" где довольно подробно описывается технология и режиы.
-
На керамической подложке зафиксировать куски. Варить не в слошную, в разбежку, присадки побольше в разделку давать, ток как можно меньше-лиш бы расплавить кромки. Геморойное дело. Раньше варили угольным электродом.
-
Никель+коруннд? И сколько же проедет двигатель после такого ремонта? Это называется:" Здравствуйте лохи, дела ваши плохи, нам ваши деньги нужнее чем вам"
-
И как она используется? В сухом месте пустая стоит? Сплав в95ам плакируется чистым алюминием для защиты от влаги и кислорода которые разрушают сам сплав. При сварке защитный слой сгорел, вернее разрушен катодным распылением. Так что не нужно ля-ля. Или это не сплав в95ам , или ....
-
Марку дюраля который ты вариш и жалоб не поступало можеш сказать? и чем вариш(марку присадки скажи) Дюраль имеет ограниченную свариваемость, качество шва низкое, прочности практически никакой. Д1, Д16Т, В65, ВАД1 это марки которые я пробовал варить. При изготовлении лодок на производстве применяется клепка, но ни сварка. Если видел сварные лодки то это сплав АМг который к дюралю никакого отношения не имеет.
-
Причем похоже оба... Ньютон — производная единица. Исходя из второго закона Ньютона она определяется как сила, изменяющая за 1 с скорость тела массой 1 кг на 1 м/с в направлении действия силы. Таким образом, 1 Н = 1 кг·м/с2. Так что 82.4 Н .=82.4 кг
-
moryak, русский текст латиницей читать тяжеловато.
-
Интересно посмотреть. Да и поконкретней ответ услышать чем дюраль от дюралюминия отличается Я в силу своей дремучести считаю что это одно и тоже. Фирменное название дюра?ль (Dural®) в русском языке стало по преимуществу разговорным и профессионально-жаргонным. Иногда встречаются также старая (основная до 1940-х) форма дуралюми?ний и англизированные варианты дуралюми?н, дюралюми?н, дюралеалюми?ний, крайне редко также дура?ль. Название происходит от немецкого города Дюрен, нем. D?ren, где в 1909 году было начато его промышленное производство[1]. Взято здесь: http://ru.wikipedia.org/wiki/%D0%94%D1%8E%D1%80%D0%B0%D0%BB%D1%8E%D0%BC%D0%B8%D0%BD%D0%B8%D0%B9
-
Вот это и плохо что не пьеш... У меня такое тоже бывает раз в 3-4 месяца, тогда только грамм 150-200 водки на ночь лучше всего. Утром ни похмелья ни хандры. Просто накапливается психологическая усталость, сон только физическую усталость снимает. Раньше еще и девки беспризорные в психотерапии принимали участие
-
Могу расказать куда делись остальные амперы Лукавят производители (пионерами в этом разводе итальяшки-макаронники с Телвина были)-185А при 220 вольтах это ток КОРОТКОГО ЗАМЫКАНИЯ электрода на массу, но это не СВАРОЧНЫЙ ТОК. Правда гениально? Правдиво и в тоже время обман...
-
Про ТБ только не стоит забывать. Плавиковая кислота(фтористоводородная) является основным компонентом травильных паст для нержавейки-крайне ядовитая гадость имеющая комулятивный эффект, противоядия ей нет, набрав критическую дозу через две недели на кладбище и медицина здесь никак не поможет.
-
Хотелось и мне посмеятся... Не получилось. (Лютой ненавистью ненавижу социальные сети за воровство времени их участников) Ссылки на ЮТуб нету?
-
...с годичным опозданием.
-
720 ОДС и РТО 1 ОГКДВВА(Хабаровск, в\ч 30038, Больщой Аэродром, позывной "Терек")
-
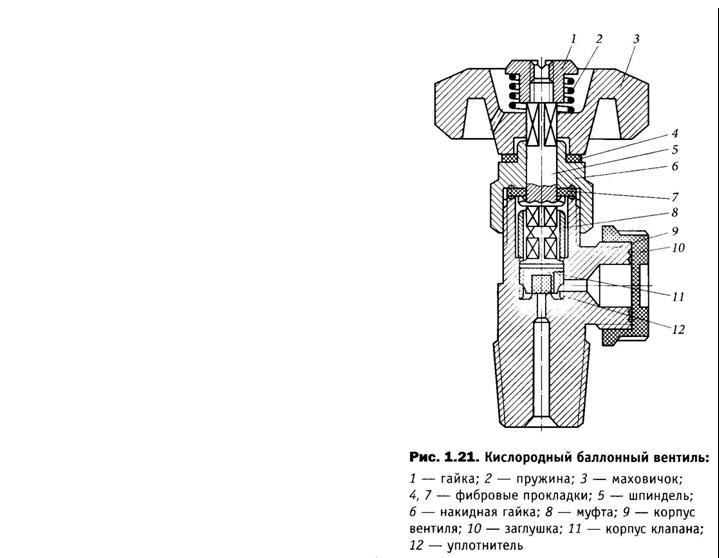
Прокладка №7, при затяжке накидной гайки №6 она обжимает шпиндель №5. Если прокладку сам будеш изготавливать бери паронит толщиной 2-3 мм, отверстие под шпиндель делай чуть меньше, что бы на шпиндель прокладка одевалась как можно плотнее.
-
Скорее всего просто обменял пустой балон на полный. А там прокладка вентиля "убитая". Вот и травит. Вентиль снять, отвернуть колпачек, заменить прокладку.

-
В системе охлаждения Кемппи, на котором когда то работал, был залит 30% раствор C2H5OH
-
Э нет, боюсь, при толщине 4 мм и первом проходе легко получить перегретую соплю снизу. А как она гореть будет ты и сам знаеш. При повторном проходе, когда кромки по всей длине сварены, согласен-можно и добавить.
-
Странно и не понятно. Диаметры не стандартные какие то. У 15 кг, 5 кг катушки посадочное отверстие 52 мм. У катушек по 1 кг центральное отверстие 16 мм, вырезав перемычки получим отверстие 53.5 мм. Маленькие катушки покупаю регулярно(нержавейка и алюминий).
-
Акуратно выреж на маленькой катушке четыре перемычки которые держат трубку по центру.
-
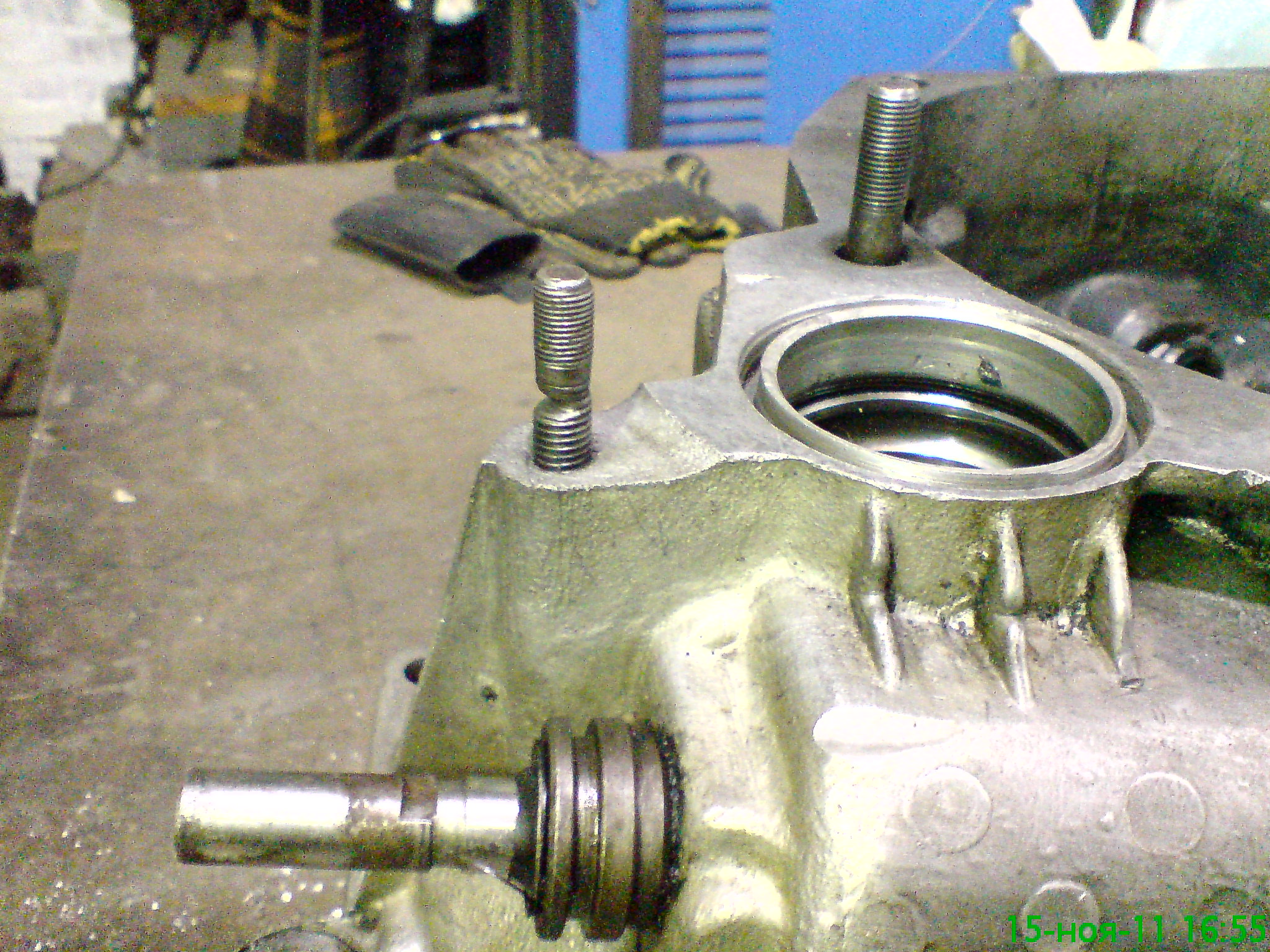
Сегодня варил очередную коробку Таврическую. Самая зарактерная "болячка"-износ привалочной плоскости к "лыже"(продольный кронштейн крепления). Наплавка недостающего "мяса" В отверстие крепежной шпильки вставлен графитовый стержень что бы не заварить резьбу и не искать в будущем центр этого отверстия Окончательная наплавка недостающего металла Вот что получилось после обработки шлифмашинкой