

ARGONIUS
-
Постов
2 788 -
Зарегистрирован
-
Посещение
-
Победитель дней
35
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные ARGONIUS
-
-
@Isperyanc, четырёхметровые, 10 штук. Это опорные столбы под крышу тёплого цеха в ангаре.
-
Ничего интереснее у себя не нашёл
-
- Популярный пост
- Популярный пост
Сегодня ставил опорные столбы на анкера и курочил свой полуавтомат Неон, продувал и хомутик на газовом клапане подтянул.





-
 10
10
-
@Рус Чiбiс, с Праздником!
-
1
-
-
@zmey71, если диски варите присадкой АК, так эта присадка для литых дисков и идёт.. Но вот чтобы переборки цистерн или баков варить АК (он же 4043) в этом я с Вами не соглашусь.
-
@zmey71, насчёт тренировок и чистого алюминия согласен. Чем удивили? Тем что варите всё присадкой 4043. Она же ак. Присадка хорошая, кто ж спорит, но для силуминов она. Нагруженые места, скажем переборки из АМг в танках тоже ей варить будете?
, я с таким же общался осенью, диск переваривал за ним. Молодой, поклонник электропроводки. "возвратов нет" говорит

-
@Васильковский Андрей, для постоянной работы на таких толщинах, лучше брать аппарат на 380 В, там токи 250-270 ампер желательны. Однофазником такую работу делать можно, но не в производственных обьёмах.
Да, ещё пользуйтесь пожалуйста поисковиком на форуме, ваш вопрос лучше было задать в "советах в выборе".
-
3
-
-
@zmey71, чем Вы варите, глубоко ваше личное дело, но вообще-то такими заявлениями, нехороший пример начинающим подаёте. Я знаю что Вы далеко не новичок в аргонной сварке, тем более меня удивляете. Вы бы ещё алюминиевый провод посоветовали.
-
@Nail02, минимум две. ER 3356 для магниевых сплавов, ER 4043 для силуминов.
Потом можно докупить ER 4047 для силуминов с повышеным содержанием кремния, и присадку для пищевого алюминия (условно можно сказать что это чистый алюминий) маркировку присадки не помню. Электропровод годится только для тренировок.
-
3
-
-
@Desmond, Спидглас. Проверено и надёжно.
Не думаю что Кемппи плохая, у меня у самого кемппи бета-90 с простым стеклом, просто у брэнда Кемппи есть привычка драть втридорога за каждую мелочь, инструмент у них качественный, но цены мне кажется неадекватные. Спидгласом 9100 ХХ пользуюсь- всё отлично.
-
2
-
-
@Riddik, если Вы не против, вопрос оставим в технических темах, в курилке у нас по работе не общаются, она для отдыха и разговоров за жизнь. Просто создам отдельную тему : http://websvarka.ru/talk/index.php?showtopic=3648
Если кто сможет что посоветовать- отпишутся.
Кстати, если хотите ответить на чей то пост, необязательно его цитировать, так делается, когда из кучи текста хотят ответить на одну мысль. Проще нажать кнопочку "вставить ник" под постом, и затем набирать свой текст. Делается это для того чтобы облегчить чтение пользователям со смартфонами. Экран то маленький, а излишне длинные посты из за цитат тяжело читаются.
-
Просьба про обувь писАть сюда:
-
@Гржемелик, Проникновенная Человеческая Просьба: нельзя ли без упоминаний родителей, песнопений и гинекологических комментариев? Это ведь не "курилка" а техническая тема.
-
А покрытыми электродами не проще? Просто открыл есабовский марочник:
http://elektrod.ru/esab/?page=electrodes&category=lowalloyed&name=OK%2074.78
@Reankor 2002, Игорь, почему не будет? Неплохо получалось у меня с рессорной сталью, и панчем и нихромом х20н80, правда варил аргонно-дуговой. Разве рессорная и рельсовая стали обе не марганцовистые?
-
ПАНЧ-11 если полуавтоматом, но по цене швы будут "золотыми". Ну и на потрясающую мех.прочность шва я бы не стал рассчитывать
Хотя... варили же чем то в войну противотанковые ежи... и уж наверно не высоконикелевыми материалами..
-
1
-
-
Оно? http://www.svarko.ru/cat/e_8275.html
Думал вручную варите, в настройке сварочных автоматов я вряд ли помогу.
-
@silavik170, я не знаю это оборудование. Какой минимальный ток выдаёт этот источник? Регулировки участия пикового и базового тока в нём есть? Варите с присадкой? Если да, какая толщина прутка?
Если есть настройки в импульсе, я бы выбрал режим в 1 или 2 герца, время базового тока поставил бы 90%, время пикового тока 10%. Значение базового тока 5-10 ампер, в общем самый минимум что может дать ваш источник. Значение пикового тока ампер с 55 наверное начал и увеличивал бы пока не добился равномерного хорошего проплава, без провалов и прожогов. Ампер 70-80 наверно будет в итоге нормально. Пробуйте на кусочках. Ну и вместо присадочного прутка можно полуавтоматную проволоку ф1,2 мм попробовать.
Как то так примерно..
-
2
-
-
@Куренга, так Вы поделитесь ссылкой или файлом, для начинающих это неоценимая помощь.
-
В технических разделах можно просто пресекать замечанием. Мне вообще то проще, если увижу, молча самом заменить синонимом. В курилке не получится совсем искоренить жаргон, полуцензурную речь, двусмысленные картинки...пресно как то будет для большинства. Мне думается, этикет и некоторая суховатость в обьяснении например особенностей корневого прохода на трубе, не помешают интересующемуся воспринять сказанное. Впрочем обьяснять можно и образно и даже весело, без использования двусмысленностей и полунорматива. Это уж кто как горазд.
ИМХО, хлебнувших строгости закона форумчан самих коробит жаргон на форуме, особенно "непрофессионально" используемый.
Так что моё мнение, в курилке веселимся иногда даже лавируя на грани, а в тех. темах стараемся быть джентльменами.
-
6
-
-
@Симфер, что то типа того как Вы сказали, идти по присадке, вплавляя её в основной металл....или как то примерно так. Я иногда затрудняюсь точно сказать что и как именно делаю руками когда варю.
-
@Рус Чiбiс, ИМХО жёсткость формулировок обычно провоцирует увеличенную жёсткость в ответе. Иногда результативней сказать: я бы сделал не так, по такой то причине.
С уважением...
-
6
-
-
@Симфер, то что Вам посоветовали, называется "сварка через присадку", так иногда делают, чтобы уменьшить(регулировать) тепловложение в шов.
-
@Доцент КТН, технотрон помощней будет, и ПВ у них очень большой. Династи конечно функциональней, но я думаю он будет лучше только на толщинах меньше 1 мм. А 200 ампер для алюминия это иногда очень мало. Смещение токов, Вы что имеете в виду, баланс полярности? Не знаю, мне в этом плане регулировки и на китайских сундуках хватало.
Про полуавтоматы если итальянца, тогда наверное селко в моём случае, мне мощный импульсный трёхфазник для сварки алюминия нужен. Хороших много, и евм и селко и линкольны, да вот в случае чего ремонт будет проблемой, а производитель технотрона от меня в 200 километрах.
-
@mig_welder_man, неплохо в целом, только последний очень уж с редкими чешуйками каким то показался... непривычно выглядящим что ли. Импульсный режим?
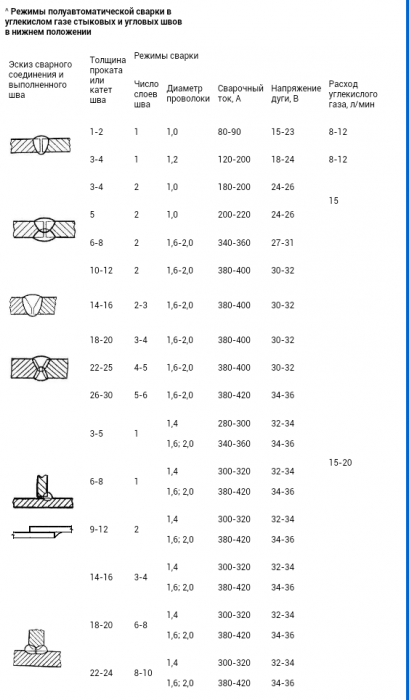






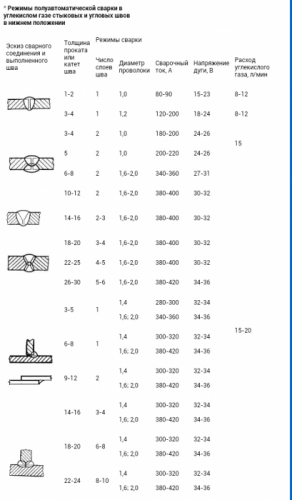
Режимы сварки
в Полуавтоматическая сварка — MIG/MAG
Опубликовано