Сварик
-
Постов
335 -
Зарегистрирован
-
Посещение
-
Победитель дней
18
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Сварик
-
У восстанавливаемого в моей мастерской «из руин» токарно-винторезного станка 16К20 большой износ направляющих станины — более 0,4 мм. Направляющие можно отшлифовать в заводских условиях (необходима полная разборка станка, да и дорого) или отшабрить вручную. Но второй вариант вообще проблематичен, так как направляющие на этом станке закалены, т.е. термообработаны до высокой твердости металла. Для выхода из сложившейся ситуации был разработан и изготовлен переносной шлифовальный станок (здесь и далее ПШС) для шлифовки призматических и плоских направляющих станин токарных станков типа 1А616, 1К62, 16К20 и др. Состоит из следующих основных узлов: стойки, выдвижной пиноли и шлифовальной головки. ПШС позволяет, не демонтируя и не полностью разбирая ремонтируемый станок, осуществить шлифовку изношенных направляющих в условиях любого гаража и мастерской. Базируется ПШС по направляющим задней балки, перемещается с помощью ручной тросовой лебедки, снабжен контргрузами. Привод шлифовальной головки имеет мощность 0,42 кВт, 3000 об/мин., 3 ф. Для охлаждения шлифовального камня и удаления отработанного абразива из зоны шлифовки имеется система подачи смазочно-охлаждающей жидкости (СОЖ) с помощью штатного насоса ремонтируемого станка. Все детали изготавливались на моём токарном станке 1А616К, сварка велась полуавтоматом. Стойка куплена в пункте приёма металлолома, пиноль изготовлена из задней бабки станка 1А616, купленного на форуме у чипмейкеров. Есть небольшие видеоматериалы, наглядно иллюстрирующие работу ПШС. http://www.youtube.com/watch?v=3muDDBxWdgY http://www.youtube.com/watch?v=f8evpdGsrwE Всем удачи в конкурсе! Пусть победит лучший и достойнейший! Конкурсная работа № 35, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg

- 26 ответов
-
- 20
-

-
Да, горят и неплохо!
-
Стесняюсь спросить, но прояснить ситуацию необходимо. Зачем выполнять сварку изнутри поддона, если можно постараться выполнить снаружи качественный шов - тогда и коробления поддона не будет?
-
Имеется в наличии 2 шт. Цена та же - 400 грн. (1600 руб.)
-
Фиксировал к плите струбцинами, делал перерывы в процессе сварки, поэтому плоскость прилегания поддона к блоку двигателя не покоробило.
-
Приветствую! Отвечаю по пунктам: 1. Из листового металла толщиной 1...1,5 мм (какой имеется в наличии на данном этапе). Толщина Ме не играет никакой роли, поэтому используйте любую, но только не фольгу. 2. Вытачиваю из толстостенной трубы или из толстолистового металла. Чем толще "жабо" , тем легче поршень скользит по крышке при опускании по мере прогорания дров. Вообще, толщина втулки получается 12...20 мм. Зазор между трубой и "жабо" делаю по 0,5 мм на сторону: меньше нельзя из-за разных температур нагрева этих деталей, а больше - из-за увеличения нежелательного подсоса воздуха через эти зазоры.
-
4043.
-
Отличная штука! Давно хотел такую сделать.
-
 Присоединяюсь к просьбе.
Присоединяюсь к просьбе. -
Чтобы система получилась замкнутой, необходимо связать верхнюю и нижнюю полки лонжерона между собой, поэтому добавлены вот такие вставки из швеллера №16. Металлоёмко, но запас прочности такого конструктивного решения очень большой. Это место усиливается не напрасно. Именно здесь сконцентрированы самые максимальные напряжения от изгиба, кручения, плюс усталость металла "пожилых" полуприцепов, и... нагрузка от груза. Над осями дальнобойщики ставят максимальный вес от общего веса транспортируемого груза. В моей практике встречались только такие разрушения и только в этих местах. После ремонта по вашему методу после непродолжительного времени они, дальнобои, едут снова на ремонт, но уже на "усиление". Методом термической правки владею, но не использую, так как считаю его непроизводительным и зело затратным. Никого не принуждаю следовать своей технологии ремонта, но она проверена временем и окраинскими дорогами. Полуавтомат 250А, некоторые швы выполнялись этим аппаратом, и только там, где имелся хороший доступ для подготовки кромок свариваемого Ме. Не надо так переживать.
-
Сначала вы навешали ярлыки - всё дрянь. Когда же я вам задал конкретные вопросы, то вспомнили ключи от сейфа, послали в гугль и т. д. Вы не правы и ГОСТами не прикрываюсь, а просто стараюсь их соблюдать. Теперь по-существу. Я не претендую на последнюю инстанцию, но считаю, что ремонт ТАКОГО лонжерона данного полуприцепа с ТАКОЙ поломкой нужно делать именно так. Объясню почему. Сечение лонжерона представляет собой сварной несимметричный двутавр. Полки двутавра имеют большую толщину, чем его стенка, так как основные нагрузки испытывают именно они. Только есть одно маленькое, но существенное "но". Как только стенка двутавра из-за коррозии, удара, нагрузок, превышающих предел упругих деформаций изменяет свою толщину, то двутавр теряет устойчивость и мы получаем совсем другую геометрическую фигуру только похожую на двутавр, момент инерции которой резко уменьшается. Полки такого двутавра, имея изначально такую же толщину, уже способны воспринимать меньшую нагрузку, а прицеп продолжают нагружать согласно его грузоподъёмности и более. Так как я ремонтирую старые полуприцепы, то у них у всех стенка двутавра лонжерона корродирована сильно, поэтому основная цель ремонта заключается в восстановлении устойчивости оного посредством вставки дополнительных, в моём случае, швеллеров. Швеллеры, вваренные друг напротив друга стенка к стенке, имеют сечение в форме двутавра, который и возьмёт на себя основную нагрузку повреждённого участка рамы. И главное. У меня нет уверенности в том, что после такого разрыва нижней полки лонжерона и трещин по его стенке, не нарушилась общая геометрия сечения лонжерона-двутавра. И только такой способ ремонта позволяет не задумываться над такими "мелочами", потому что восстановленный таким образом участок, имеет хороший запас прочности. Да, вы правы, что сварочные швы должны (именно так и делаю) выполняться не друг напротив друга. Использую шахматный порядок выполнения швов, обратно-ступенчатый способ выполнения длинных продольных швов, пробочные соединения и т. д. Швеллеры использую общемашиностроительного применения, выполненные из стали 20 - она очень "сварочная". Вот, где-то так. А вам, уважаемый, советую не спешить расставлять оценки и не делать поспешных выводов. Кстати, завтра заедет на ремонт именно этот полуприцеп, но... по другой причине. Удастся -выложу фотографии.
-
Понятно, аргументов нет и не предвидится! Разговор ни о чем. Всего хорошего и удачи в вашем нелегком деле.
-
2 года с постоянным перегрузом. Это во-первых. Во-вторых, раз пошла такая пьянка то, будьте любезны, приведите моменты инерции сечения профиля "камазовской рамы". Да, поясните ваш термин "строительный" швеллер. Я что-то пропустил, это новый термин? Номер ГОСТа укажите. П. С. Камазовская рама не является пределом совершенства по прочности и долговечности. Её также рвёт от усталости и перегруза. и фотки в студию для обучения несмышлёных! Да, профиль заполните, чтобы знать, откуда кладезь ремонтной мудрости течёт!
-
Дмитрий! Золотой вы наш человек! Удачи и здоровья в наступающем году!
-
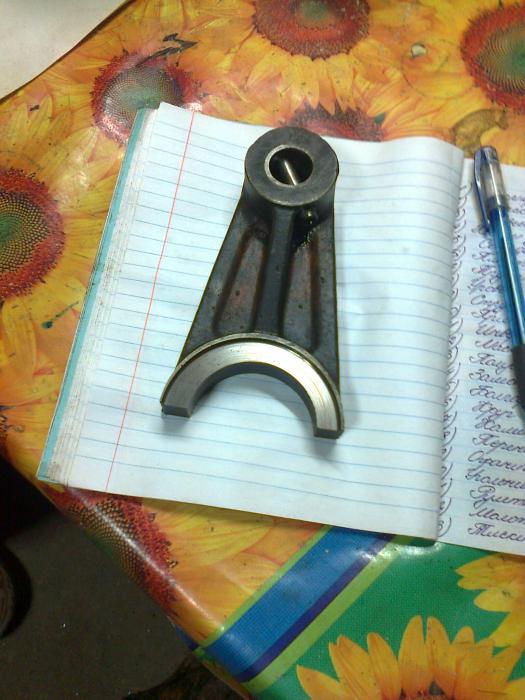
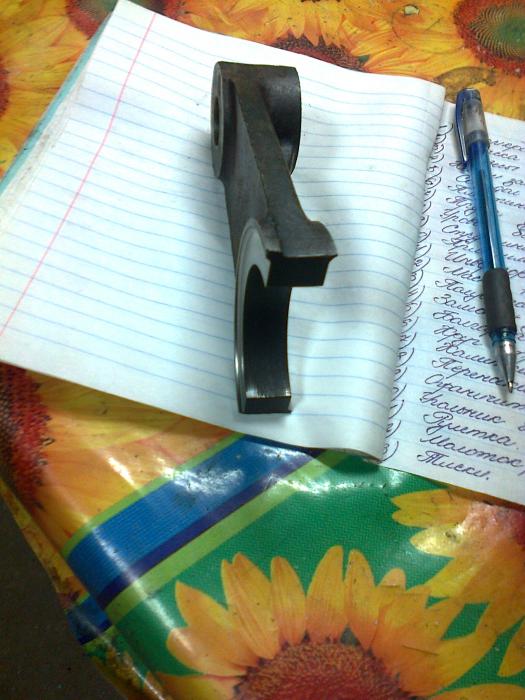
Таким образом ,вообще то ,не протачивают-нужно приложить ВСЮ плоскость к планшайбе.Любой рычаг не подпертый (а Ваш шатун именно таковой)будет в любом случае отгибаться под действием силы приложенной на суппорте- резцедержке-резце Есть такое понятие как база. Она может быть конструкторская, технологическая и т. д. Так вот, в моём, и не только, случае при ремонте вилки с наплавлением щёк базой является ось отверстия, через которое вилка одевается на переключающий валик. Восстановленные щеки вилки должны быть перпендикулярны оси отверстия с допуском 0,08...0,1 мм. Базирование по щёкам вилки не представляется возможным, да и не нужным, так как жесткость детали достаточно большая, а режимы обработки щёк были выбраны максимально щадящими.
-
По жёлтеньким наплывам между чешуйками и кратеру характерной формы в начале шва-очень похоже на полуавтомат с углекислотой и обычной омеднённой проволокой.Имитация пульса цмыканием кнопкой. В точку!
-
Опять чугун. Наплавка щёк вилки муфты включения фрикционов токарно-винторезного станка 16К20. Было. Предварительный нагрев, наплавка и медленное остывание в песке на печке. Проточка наплавленных поверхностей на специальной оправке в станке 1А616К.
-
400 хохлобаксов за штуку.
-
Сварил для поддержания штанов, то есть на продажу.
-
Наш человек!
-
Не пью много, а дрожь рук была от болгарки.
-
Тему назвать "Сварщика взяли на разведку или разведчика сделали сварщиком".
-
В наш первобытно-капиталистический строй, который прочно обосновался на Окраине, приходится заниматься такими вещами - сварка чугунной детали типа "ласточкин хвост" с подогревом и последующим охлаждением на ... буржуйке. Для начала из швеллера №30 сделали песочную ванну, в которую просеяли речной песок. Деталь подогрели на буржуйке до температуры примерно 200-3000 . Разделка кромок была произведена перед подогревом. Сварка велась полуавтоматом нержавеющей проволокой в среде углекислого газа прерывисто и в "разнобой". Сваренная деталь потом была помещена в песок и остывала вместе с буржуйкой в течении 8 часов. Зачистили швы УШМ и шабрение направляющих на краску. Вот что получилось. За "мелкоту" фотографий прошу простить - мобилка и руки "дрожали".
-
Кемпи же есть, а больше на выставке и смотреть не на что. Ну, может быть, ещё на Эсаб, Миллер, ЭВМ, Линкольн и Фроню.
-
Держите меня семеро, а то слюной захлебнусь! Фрониусы будут? Дмитрий - молодчага!!!