Миротворец
-
Постов
7 930 -
Зарегистрирован
-
Посещение
-
Победитель дней
39
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Миротворец
-
Д/У решает эту проблему почти на 100%.
-
Саша! откуда такие познания? У меня п/а 385 А и на таком токе лист 10мм прожигает как бумагу. Я этой проволокой варю в смеси металл от 1 мм и на токе от 40 А. Для сварки обычно использую ток не больше 200 А, а вот про сварке точками на толстом металле уже от 300 А и до максимума.
-
 Педаль это очень ценная вещь, но лучше её использовать со штатной кнопкой на горелке, потому что при работе на минимальном токе невозможно поймать грань минимального тока и выключения дуги. Очень удобно ток регулировать ногой, но включать лучше штатным включателем.
Педаль это очень ценная вещь, но лучше её использовать со штатной кнопкой на горелке, потому что при работе на минимальном токе невозможно поймать грань минимального тока и выключения дуги. Очень удобно ток регулировать ногой, но включать лучше штатным включателем. -
Если сторону косынки полностью не проварить, то она теряет свой смысл. Если налепишь столько соплей, то по любому лопнет с правой стороны, толь гимору будет в пять раз больше по переделке. Но решать вам, я свою точку зрения высказал. Можно и такие накладки сделать, а смысл? http://www.рама_урала...ost__p__1259992
-
При таких потребностях, как минимум нужен ТИГ АС/ДС с ММА от 200ампер, п/а тоже ампер от 200, плазморез от 10см толщины с компрессором от 300 л/мин и куча эл. инструмента этак рублей на 150.
-
Можно ещё и на таком катать http://www.кататель фланцев...post__p__812701
-
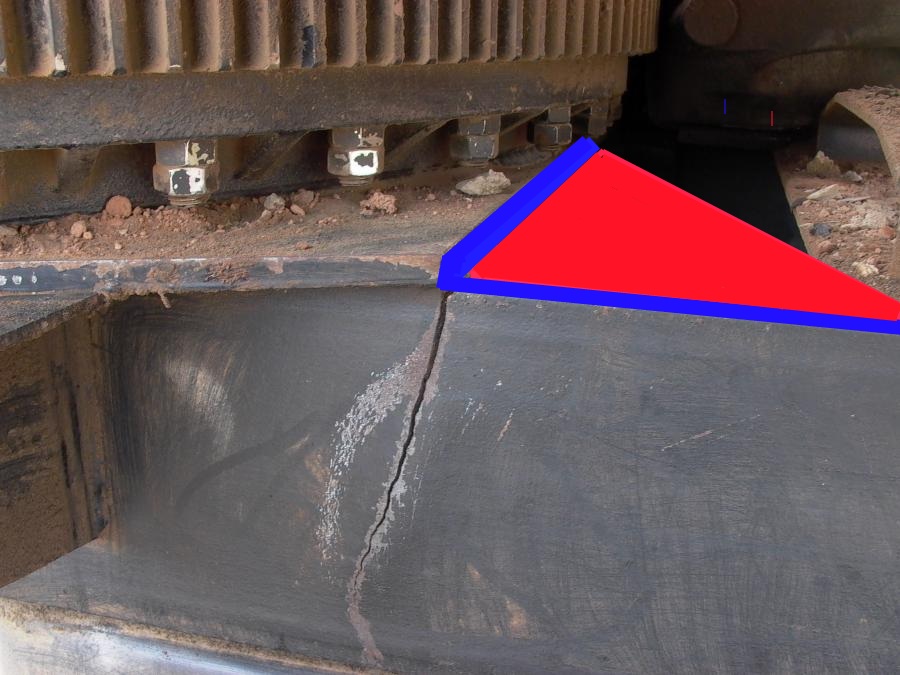
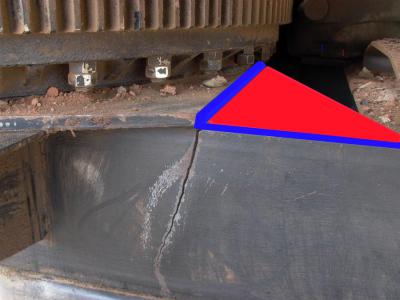
Пара ударов хорошей кувалдой на холодную будет достаточно для выравнивания. После разделки и сварки верху вставляешь угловую косынку по толщине плиты с обязательным переходом на поперечный траверс для мягкого распределения жёсткости, которую создаёт плита. Накладывать усиление на швеллер не нужно, т к всё равно порвёт с правой стороны от усиления. Нужно устранять причины разрывов, а не заниматься усилениями. Причина выделена красным.
-
Только с отрывом. как в пульсе, чтоб металл успевал застыть.
-
Доже и не пытайся, слишком большое тепловложение вызывает большое напряжение и быстро порвёт. Если нет П/А то лучше ММА(РДС). Так же сквозная разделка, проварка корня обязательно, только снизу вверх и сварка снизу вверх. Варить не перегревая металл одиночными валиками накладывая друг на друга с перекрытием. Околошовная зона не должна быть красной. После каждого прохода удалять шлак полностью, чтоб исключить пористость шва при следующих проходах.
-
Это почему?
-
На этом сайте нет Pico.
-
Алюминий так же варится ТИГом на постоянке на обратной полярности, только токи очень ограничены(вольфрам плавится), а п/автомату это и нужно, чтоб быстрее плавилась проволока. На прямой полярности окислы не разрушаются.
-
Пульс скорее всего АС/ДС, потому что включается не зависимо от А/С или Д/С. Первая крутилка просто частота пульса. Фото мелкое плохо видно.
-
Вот это уже по нашему. Удачи!
-
@аргонавт, Которая по жёстче это АМг5 (5356) её у меня даже 0,8 мм не мнёт, а вот с АК5 (4043) проблемы. И четыре ролика и канал тефлоновый и токосъёмник AL 0,8 и всё равно борода.
-
Такой аппарат в основном для этих целей и берут.
-
Как вы вообще этой проволокой варите? У меня её мнёт. я уже давно перешёл на 1,2 мм и варю ей толщину от 2 мм. Если можно сфотай свой подающий там где проволока из ролика в канал попадает. Может там у меня какой косяк.
-
ТИГ-ом кузовщину это как навоз на дачу на хорошей легковушке возить и дорого, и не рентабельно, короче- больше геморрою, чем пользы. ТИГ- отличная сварка, но не для этих целей.
-
Это просто опыта маловато.
-
Варите как чугун на минимуме тепловложения или с пульсом короткими швами по 5 см с промежуточным остыванием, получается дольше, но лопаться не будет и почти не ведёт. Если есть ДУ то лучше с ним(незаменимая вещь при сварке нестандартных конструкций).
-
Есть ещё дешевле http://rustaobao.ru/item/9522558968 а это оригинал http://rustaobao.ru/item/3862647130
-
В стык 1,5 мм, в тавр или нахлёст 1 мм. Это всё приблизительное и зависит от общей теплоёмкости всей свариваемой конструкции. Смотрите таблицу силы тока для вольфрамовых электродов на обратной полярности, там токи сильно ограничены.
-
Всё правильно и главное корень должен быть проварен по всей длине разрыва иначе порвёт снова.
-
Варить можно,но только тонкий и на обратной полярности с максимально толстым вольфрамовым электродам, желательно чёрного или светло-синего цвета.
-
http://www.invertora.ru/Svarochnyj-apparatinvertor-ine-poluavtomat-kmp460-p-2404.html