Plehar
-
Постов
30 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Plehar
-
Спасибо. Прям серьёзно разветвлённая газовая инфраструктура.
-
А есть смысл шланги использовать 8-10 мм а не 6 мм. При больших расходах на 6 мм не будет дефицита?
-
Про БКО-50-2 я читал/смотрел, и с БУ проблема частая, текут. GCE, уже не добыть или дорого будет. А что то на маркетплейсах, есть приличное?
-
Аргон. Пшик конечно есть (по ротаметру на сопло видно), но оценить величину затрудняюсь. Я как понял, нужно забивать про удобства и балон ставить рядом с машиной. А как экономайзеры там всякие, их с ПШИК ставят бороться?
-
1. Вопрос, есть ротаметр китайский тот что для измерения расхода на сопле горелки показывает раза в два меньше реального (на редукторе ротаметр 7, на сопле 3,5). Если кто покупал реально правильно показывающий скиньте в личку ссылку. 2. Какой редуктор под аргон стоит покупать из представленных на рынке? 3. Можно иметь трассу шланг диаметром 6мм до велдинг машины? Горелка 4 метра. Последствия? Если сложно, то что для этого нужно, экономайзер, шланг заменить на твердую трубу. Вопросы начинающего. Заранее спасибо.
-
Спасибо ответившим. Так понятнее.
-
Подскажите. Не очень понимаю процесс. Слово "Модуляция" относится к изменению частоты и причем тут частота. Понимаю: 1. START CURR стартуем с повышенным током(увеличена на %ты скорость подачи проволоки) 2. S.C. TIME продолжительность START CURR 3. SLOPE TIME не понимаю, что это за модуляция С заваркой кратера аналогично, только в обратной последовательности Аппарат: Cebora-Elettro COMBO HI-MIG 2010 Pulse, Double Pulse Из инструкции: • HSA (Автоматический горячий пуск). - START CURR (Пусковой ток) Диапазон регулировки (10-200%) скорости подачи проволоки, соответствующей сварочному току, устанавливается с помощью ручки C. - S.C. TIME (Продолжительность пускового тока) Это продолжительность установленного пускового тока, выраженная в секундах. Она устанавливается с помощью ручки C. Диапазон регулировки 0,1-10 с. - SLOPE TIME (ПРОДОЛЖИТЕЛЬНОСТЬ ПЕРИОДА МОДУЛЯЦИИ) Диапазон регулировки 0,1-10 с. • CRA (Кратерный ток) - SLOPE TIME (ПРОДОЛЖИТЕЛЬНОСТЬ ПЕРИОДА МОДУЛЯЦИИ) Диапазон регулировки 0,1-10 с. Она устанавливается с помощью ручки C. Она определяет время взаимодействия между сварочным током и кратерным током, заданным с помощью ручки B в сварочных программах. - CRATER CURR (КРАТЕРНЫЙ ТОК) Диапазон регулировки (10-200%) скорости подачи проволоки, соответствующей сварочному току, установленному с помощью ручки B в сварочных программах. Он устанавливается с помощью ручки C. - C.C. TIME (Продолжительность кратерного тока) Это продолжительность ранее установленного кратерного тока, выраженная в секундах. Она устанавливается с помощью ручки C. Диапазон регулировки 0,1-10 с.
-
Направления поиска решения проблемы заданы. Спасибо. У меня горелка с 5 метровым рукавом, плюс я считал расход по какой то книжке, где расход газа от диаметра сопла считается по формуле и насчитал 9 л\мин. Накручивал 10-13 л/мин. Пост газ ручка есть и она на максимуме(даже когда то проверял, что она продолжает дуть после выключения). На плате управления есть пара перемычек с сменой номера контакта и резистор переменны для юстировки. Но так как схемы нет юстировать не стал. Конденсаторы (электролиты) проверял пару лет назад-были в норме. Сменю трубку от клапана до разъёма. Горелку трехметровую. Расходу прибавлю и посмотрю как это отразится.

-
Это я стараюсь контролировать. Но причина вряд ли в этом. Можно контролируя вылет получить вздутие сталактита практически в каждой точке при интервальной сварке.
-
Спасибо услышал. Есть даже мысли проверить старую магистраль от клапана до разъёма. Там тонкий дубовый и без хомутов каких либо. Может оно и сифонит, не доходя полностью до ванны. Что такое отстрелы? Можно поподробнее. Не подскажите методу проверки диодов, если владеете? Я в интернете не нашел ничего подобного. С полным демонтажем и прозвонить, только на ум приходит, но останавливает разбирать пол аппарата.
-
Аппарат трансформаторный 380В. Аппарат в возрасте (годов 198Х). Расход газа 10-13 литров по ротаметру. Смесь. Проволока 1 мм шлифованная. Свариваемый металл СТ3, зачищен. Сварка на улице прикрывая ладошкой зону сварки. Какие возможные причины и способ выявления причины? В шве поры в некоторых участках, по завершению не редко надувается конусный сталактит, при зашлифовке под которым пора. Шумновата потрескиваниями зона сварки. Шов по всей длине нормальный не профессиональным взглядом. П.С. Могут быть причиной выпрямительные Диоды? Как ведут себя аппараты с вышедшими(деградированными) частично диодами? При подергивании проволоки поры возникают или только катет меньше. Заметил, что на малых токах проволока после остановки из горелки торчит на 8-10 мм, а под 200А после остановки не редко прилипает к наконечнику, что приводит к мучению. Приходится в конце шва отводить горелку, чтобы проволока не отгорела под наконечник. Регулировок на морде для времени подачи проволоки или выпрямителя нет. Скорее всего такое есть только на плате управления подачи проволоки, но нет схем.
-
Горелка 2006 года рождения. На коробке продажа 31-05-2006 год.
-
Поторопился, не верно определил, что она с водяным охлаждением. Шланг сбоку это "газ". Разобрал и если резьба в евроразьеме 10 мм, то сменить пока не вижу проблем на "euroconnector".
-
Попала ко мне вот такая горелка. Опыта мало и впервые увидел разъем такого вида. Подскажите что это? Возможно переделать на евроразъем?
-
Я пользуюсь только горелкой Сварог
-
Подскажите какой бренд выбрать, конструкцию, длину рукава горелки? До 200А, черный металл, поволока 0.8, 1. Без водяного охлаждения. Пользуюсь Сварог 5 м. Дёргается проволока. Приходится расправлять тщательно рукав. Все чистил, протяжку настраивал. У основания выхода из за изгибов выстрелили саморезы скрепляющие ручку. В общем не очень. Как минимум есть мысль покороче купить.
-
Поварил. Выставил 25.5В Однородное звучание, как рекомендуют в видосах достигается при подаче проволоки 13 по потенциометру скорости. Еще рекомендуют, чтобы шарика не оставалось. Вот тут на этом аппарате почти всегда остается шарик. При режиме 25,5 сильно разогреваеться металл, и шов становиться более плоским но широким. Переключатель ВАХ для меня не очень понятен. Варить на 1 и на 3, а тем более на 4 небо и земля. При переводе на двойку и далее начинается стрельба и видно как меняется горение дуги. Она как бы поднимается от ванны выше и виден всегда шарик металла на конце проволоки. Я начинаю снижать подачу проволоки и звук жужания с стрельбой сменяется на шипение с кратковременной стрельбой. На металле вокруг шва появляется коричневая копоть. Видео прилагаю https://youtu.be/SmgmqLcZtoM ********************************************************** https://youtu.be/BL_oorQ2KG8 На последнем видео шипит сварка, но стреляет так как видимо шарик накапливается и взрывается.
-
На панели моего ПА есть по центру кнопка, нажимая на которую пакетник щелкает и можно увидеть по Вольтметру напряжение. При этом ни газ ни проволока не включаются. Это напряжение я контролировал на контактах "-" "+" мультиметром и оно полностью соответствовало стрелочному на ПА. Его я и назвал напряжением "холостого хода". Вероятно я и не прав и, его название иное. Большое спасибо. Попробую. Плохо отснять с близкого расстояние не позволяет телефон. Спалю его. А смесь для больших режимов нужно добавлять? Добавить если копоть появиться и пузыриться будет.
-
Это означает перемотка или замена штатного дросселя? На видео и картинках в темах на этом форуме швы из под ПА мне показались менее горбатые, чего и пытаюсь добиться. Сваривал деталь размером меньше спичечного коробка, так из за швов детали не видать . Начинаю прибирать напряжение с скоростью проволоки провара не достаточно, и как правило начинает липнуть к одной из сторон. Я только раз 10 в руках горелку ПА держу и так как нет опыта много вопросов вероятно глуповатых. Еще отснял пару видео крупным планом. Уменьшение-Увеличение скорости проволоки на 16,86В на выставленном холостом ходе, и аналогично но уже 19В. https://youtu.be/PEvrRjek5QY В этом видео пытался увеличением подачи проволоки повысить тепловложение и продавить шов внутрь. https://youtu.be/8eAs5-bK5rc Добавил горелку
-
Поварил полуавтоматом можно сказать впервые и возникли вопросы. Самый важный это высокий катет. Подробнее написал в теме по самому аппарату http://websvarka.ru/talk/topic/13246-philips-type-pz-232032/?p=440657
-
Поварил аппаратам немного, но есть для меня не понимание процесса или не имение опыта. Как бы я не выставлял напряжение и под него скорость подачи получаются высоковатые гусенички. Высокий катет. При небольших элементах сварных толстенные швы. Болгаркой много убирать приходится и металл швов тверже, чем после МР3. Проволоки марку не знаю, так как досталась с аппаратом. Штангелем померил 0,8 мм обмедненная. Горелка 5 метров рукав 13 мм сопло, газ "смесь", по ротометру расход 13 литров(видео смотрел и там формулу из книги показывали для газа). Напряжение измерял мультиметром с RMS оно оно соответствует стрелочным на сварочном 16,86В. Меньше аппарат может только 16В. Переключател ВАХ переводил и на режиме "2" дуга потрескивает, но не сильно брызжет, а вот "3" "4" уже трещит и брызг много. Подскажите назначение ВАХ(при каких условиях ее используют). Видео прилагаю: https://youtu.be/k82ke-KXlUQ https://youtu.be/Bb-_E28VcHk https://youtu.be/dT2P4iYCHeY https://youtu.be/jp-_EHpT-Fc
-
Направление было верно задано. С мультиметром и так сказать секундомером стало понятно, что малая крутилка задает время через которое будет закрываться клапан, после отпускания кнопки на горелке. Это как я понял "POST GAS" финишная продувка сварочной зоны защитным газом.
-
Фото еще На плате управления есть две перемычки, как на компьютерах. Может они для отладки, а может они на режимы работы влияют. Вероятно платы унифицированы под разные модели были с иными устройствами управления и возможностями. Документацию бы найти с схемами или человека, кто эти аппараты имел или на предприятиях обслуживал.
-
Газ не подключал. На газ там просто клапан с двумя подключенными проводами и он просто стучит вкл/выкл. Но вот за ним не понаблюдал, за его временем срабатывания после замыкания кнопки и отпусканием.
-
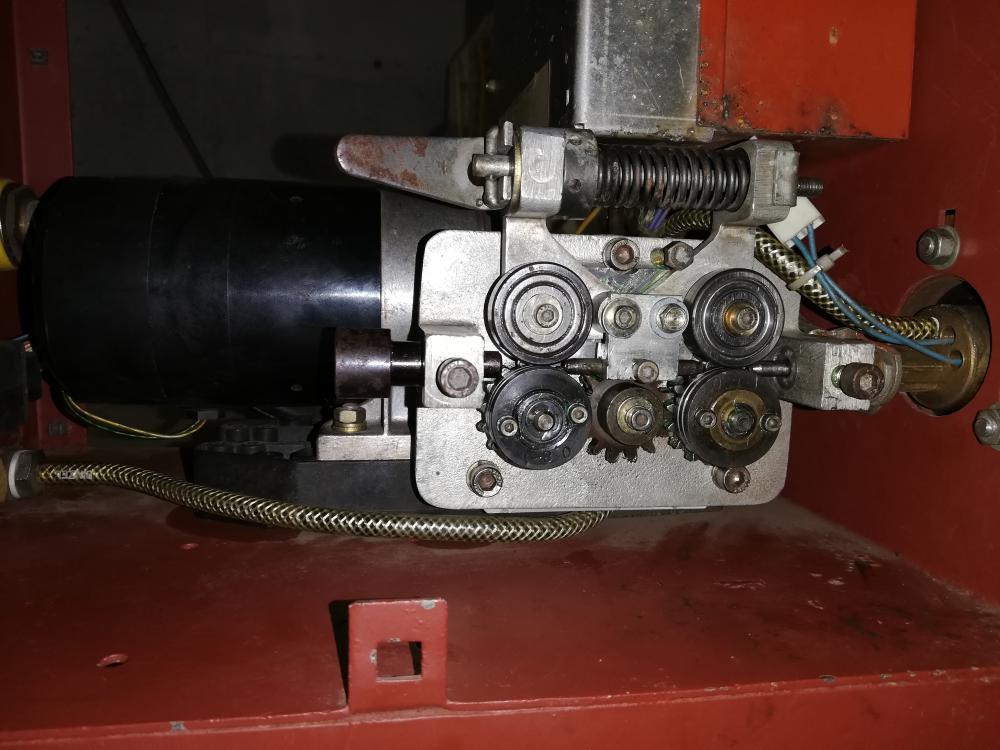
Подключил подачу проволоки к блоку силовому и попробовал его покрутить без сварки. Большой ручкой на проволокодатчике как положено обороты мотора меняются. Как я не пытался засечь влияние маленькой ручки тщетно. На старт или после остановки эта ручка не влияет. Но у меня мысль возникла не проверенная может она влияет на режим 1Х-2Х . 2Х это нажал кнопку-отпустил работа, а второе нажатие отключение. Это на современных 2Т- 4Т по моему.