andrewv
-
Постов
155 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент andrewv
-
Пока без педали, на перспективу второй разъем. Буду делать наверное
-
у меня полка первого этажа и второго под сварочный 30x60 по наружи, фанерная вставка 25,5x55,5 место под баллон 30x30 по наружи, внутри 26x26 Передние колеса вынес за габарит полки для устойчивости. В итоге очень хорошо стоит, я залазил на место баллона и пытался опрокинуть назад или в сторону, не получается, хотя это мои 100 кг. Если за вентиль баллона шатать, тоже все хорошо, сам он точно не опрокинется, надо хорошо постараться. Мне понравился результат. Да, за баллоном стойки сделал как два рога, в результате баллон запирается кусочком профиля 15x15, надо будет его сделать в форме П, что бы не выпадал.
-
мой сегодня обзавелся тележкой, им же сваренной. Позже на 1м этаже будет БВО. заднюю ось сделал пошире (58 см колея) для устойчивости с учетом баллона 40л (надоело возится с 10л). вертикальные стойки между аппаратом и баллоном 94 см, служат футляром для присадки. установил быстросъемное соединение для газа на морду и разъем развел на два - двух пиновый для горелки и 6ти пиновый для педали

-
Спасибо, тогда норм, не заморачиваюсь. Форсаж 200 ac/dc действительно включает вентилятор когда внутри уже все кипит, варил летом лодку из АМц 3мм, так АГНИ уже пахнет и светится, ток 150А, на улице +30, а ему хоть бы что, раз в 20см шва включится на минуту и дальше стоит тихонько После работы да, дует дольше гораздо, а после включения питания сразу у меня как гаснет информация о прошивке сразу вентилятор продувает аппарат секунд 20, может дольше но не много.
-
Есть один вопрос по работе в режиме мма. Аппарат включается в режиме который был при выключении. Если это tig, вентилятор работает 10-20 секунд после включения и дальше выключается, в работе включается по температуре. А если мма, у меня вентилятор не выключается и продолжает молотить. Если перейти в это время в tig, все равно продолжает молотить. Ошибка в прошивке? Или у всех так?
-
Пришла моя cebora tig 180 ac/dc. Пока идут разъемы для горелки, разобрал, стиль внутри как на фото выше от автора темы. Где то не аккуратно герметик на разъёмах, чуть криво дисплей стоял (левый край на 2 мм ниже правого, но два болта отпустил и выровнял ). В целом мне кажется для итальянцев это норма (внутри helvi бардака меньше, но стиль похож), а может при транспортировке где то резко опустили упаковку. Почему подумал, внутри нашёл часть стойки для печатной платы, срезало часть которая вставляется в плату, ну и ещё пару признаков что упаковку роняли. Внешне все в остальном идеально. Включил, прошивка 15, майская. Для проверки попробовал mma dc и ac. Взял сырые электроды в сарае, мр-3 2 и 3 мм и честно говоря охренел от качества работы аппарата на настройке по умолчанию. Электрод невозможно утопить в ванне и дугу не оторвать, работа ровная, брызг 0. Электроды которыми я вообще ничего не мог раньше сварить сейчас варил как полуавтоматом helvi tp220. Попробуйте если кто не пробовал. Не думал что мне понравиться мма, но факт. фото
-
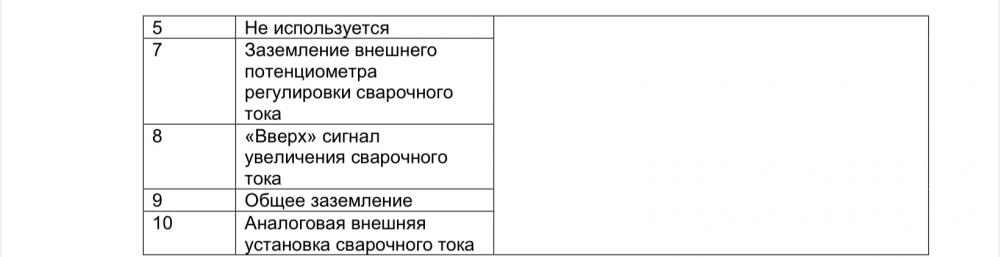
посмотрите на схему, я тоже думал что кнопка на педали и на горелке подключена к разным пинам разъема, но в обоих случаях это 1-9 потом вот этот аксессуар https://cebora.it/welding/ru/products/accessories/aksessuary-tig-mma/connessione-art-1180 +/- на горелке позволяет управлять током настройки аппарата педаль рабочим током, когда она подключена просто горелкой не поваришь. но зажечь можно как с педали (на ней стоит NC кнопка, т.е. она разомкнута когда педаль отпущена (когда кнопка не нажата - цепь замкнута), а на горелке кнопка NO (когда кнопка нажата - цепь замкнута) Смысла в этом конечно нет, так как пока педаль не нажмешь поджигать бесполезно. Только для регулировки тока не подходя к аппарату (кнопками на горелке +/-). Единственный смысл который нахожу, это использование spot (прихватки кнопкой с горелки не отключая педали. И при lift поджиге еще может быть удобней на горелке нажать кнопку. Наверное это сделано, что бы не переставлять разъемы (горелка/педаль) при прихватках и др. Но имеет место быть.
-
Вот тут #316 человек пишет про 5 кОм. Вполне может быть, в инструкции написано, на делитель подается 5В, соответственно ток будет через делитель 1мА. Больше наверное не надо ставить, появиться неравномерность из-за влияния входного сопротивления платы управления. Получается по схеме cebora может одновременно работать с педалью и с кнопочной горелкой с регулятором +/- тока. При этом поджиг делать с любой из кнопок (педаль/горелка).
-
Это все очень индивидуально Вот, тогда я не совсем олень, нижняя часть (зачистка от пленки) не меняется, а верхняя часть проплавление меняется в режиме XA. Педаль шикарная вещь, надо сделать, если бы Вы видели как в Форсаже сделан спад. Там можно установить размер мгновенного спада. допустим вы варите на 150А, алюминий листовой, и видите что все идет к провалу ванны, отпускается кнопку и у вас спад настроен на 0,6 от рабочего тока и потом 5 секунд до тока заварки кратера. Аппарат сразу при отпускании кнопки переходит на 150*0,6 = 90А, ванна сразу остывает, и потом плавно снижается в сторону допустим 40А. Если в это время вы нажимаете кнопку Форсаж без поджига переводит к процессу нарастания тока до рабочего в соответствии с вашими настройками. Вот ему педаль не надо. А на других пока будете ждать снижения тока алюминий провалится.
-
Да, я уже понял свое заблуждение. Все верно, а как Вы видите, на вашей осциллограмме где пряма и где обратная полярность? Вверху обратная (- на вольфраме), а внизу прямая или наоборот? Если педаль приделаете (я так понимают от гроверса) поделитесь успехами если не трудно. Тоже жду свою Себору.
-
При тиг понятно, просто кажется я запутался в другом, все таки электроны разрушают оксидную пленку не путем бомбардировки, а ток прямой полярности, т.е. электроны подрывают пленку из ванны. Надо поизучать, но в целом идея итальянцами заложена хорошая. И по сути ему никаких форм волны тогда и не нужно. Проблема управления мощностью решается режимом XA.
-
Тогда я ничего не понимаю. Вот посмотрите объяснение на примере Себора, правда автор на форуме имя нарицательное Тут наверное проблема в том, что мы видим на осциллограммах, очевидно это ток. Теперь осталось понять как подключены клещи и что для них ток прямой и что обратной полярности. Но Вы как я понимаю приручили Cebora? Насколько этот режим AC XP контролируем на тонком Al? 0,8-1 мм Все правильно, на электроде Минус - очистка Плюсом (он на массе), Электроны (они -) летят с электрода в ванну и разбивают пленку. Теперь какое направление тока? А ток идет от + к -, т.е. из ванны в электрод. Против хода электронов. За направление тока принято направление движения положительно заряженных частиц. Если мы на осциллограммах видим направление тока, то разбивание пленки это Нижняя полуволна. Тогда физика мне понятна, цель режима XA обеспечить хорошую очистку при минимальных вложениях в плавление металла. То что мне не хватает на тонком алюминии, чуть что провалился и привет. Честно сказать, я тут уже оплатил Cebora Win Tig 180 AC/DC, за кредитную карту правда, но это ж не пропил, поэтому наверное это правильно.
-
Как Вам в целом аппарат? Тоже загорелся взять в хозяйство, в дополнение к форсажу. Форсаж всем хорош, но моих навыков не хватает на его дрессировку на алюминии с большим содержанием кремния и тонких неизвестных сплавах. Нержавейка и чёрные металлы, АМг, все отлично, как тонкие уголки или AlSi убить готов. Осциллограммы меня не пугают, наверное 0 у каждого производителя свой. Получается при изменении амплитуды, при неизменном балансе эффективность очистки сохраняется, а тепловложение в деталь снижается, правильно я физику понимаю? Тогда это и есть ассиметричное регулирование тока полуволн. При отрицательной полуволне электроны летят в ванну и разбивают пленку, а тепло идет в электрод. При положительной полуволне электроны в электрод, тепло в ванну. Или я заблудился? А баланс меняет продолжительность полуволн, т.е. соотношение очистка - тепловложение Мне он все больше нравиться.
-
В уведомлениях увидел живого человека в теме helvi. Хорошая машинка, с душой, тоже использую для себя. Ни секунды не пожалел, сейчас стоит алюминий, сжёг пару катушек, все отлично. Сг08 опыт использовал около 20кг, без нареканий. Поэтому все относительно, но я думаю он меня переживет. Просто работает и все
-
Не торопитесь кирпич хоронить. Из всех грехов в чем его обвиняют, я не сталкиваюсь ни с одним на хороших электродах. Но мой опыт мизер, там всего 50 метров шва по алюминию. Давайте вместо срача подождём неделю, Виктор (Hlorofos) и Валерий (Selco) скажут свой вердикт после теста Е-3. Конечно чудес не бывает, но я сегодня делал кнехты для лодки и спешил, супруга в магазин тянула, решил прихватить окурком замученным, не стал доставвть точить. Все как по маслу, поджиг без пропуска. Не удобно жуть и спешил, поэтому швы не гуд.
-
Адрес в личку сбросьте и диаметр, в наличии есть 2, 2.4 и 3ммЯ пользуюсь 3мм. Завтра рядом буду возьму и на неделе вышлю.
-
Селко и стоит ровно во столько раз больше, во сколько лучше, тут никто не спорит. Мы тут пытаемся на аппарате за 40 тысяч блоху подковать. Даже интересно. Сбросьте в личку адрес, я Вам пришлю свой электрод на испытание.Ну не пердит у меня форсаж, совсем
-
Я писал в соседней теме (Советы начинающему), что столкнулся с аналогичной проблемой на справе АМц ( кажется 5% кремния). Обрывалась, бегала и пердела дуга. Электрод был чистый вольфрам, зелёный. После перехода на фирменный электрод абикор фиолетовый, кажется они называются E3 все заработало без проблем. Розжиг и дуга идеальные. Аппарат такой же как у вас.
-
Да, а где ещё в нашей деревне TIG расходку продают, не считая Минска и интернет Похоже эта проблема вылазит именно на справах с большим содержанием кремния, но успешно решается хорошим электродом. Мне показалось что форсаж вообще лучше гораздо работает с фиолетовым электродом, дуга ровная как свет фонарика, не скачет, не моргает. Не уверен за другие, но абикор ему очень по душе пришёлся
-
При сварке алюминия АМцН2 3мм, присадок 4043 2.4мм, электрод чистый вольфрам 3мм тоже столкнулся с пердящей другой на старте. За день целый электрод сточил, а швов всего 10м положил. Грешил на отечественный металл, газ поменял на ВЧ, обезжиривал и чистил место сварки, добавлял газ до 20л - все впустую, но постеснялся спросить. Уже думал, что форсаж пердит на розжиге. Потом купил электрод 3мм абикор бензель фиолетовый, доварил снаружи и внутри, это ещё больше 20 метров, и точил через 2-3 метра только и когда макал несколько раз. Ни разу больше пердящей дуги и пропусков розжига не увидел. Что на алюминии, что на стали. Думаю это может помочь, конечно они в два раза дороже но расход в пять раз меньше. Это мой скромный опыт.
-
Вилку понятно, а вот соединители как и зачем? 10-25 вполне хватает на его 200А.электрический от кнопки SP13, я правда заменил weipu на китайский аналог, не хуже, но не совместим, зато в 5 раз дешевле. Газовый быстросъёмный есть на алиэкспресс в достатке.
-
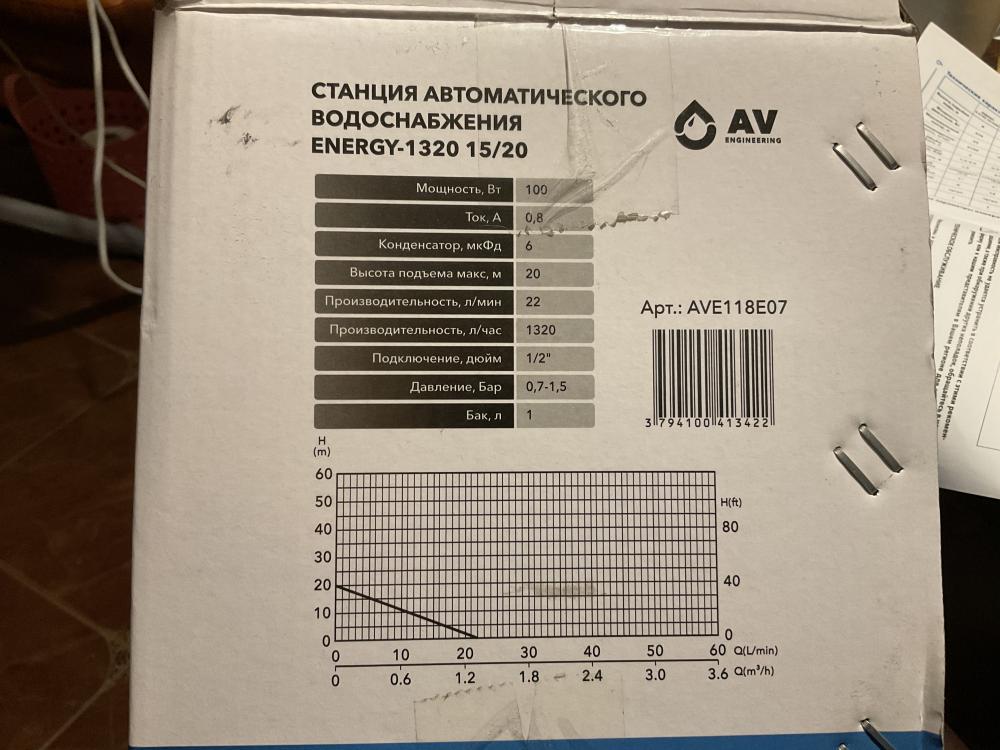
Добрый день, испытал насос на воде, работает практически бесшумно (тише вентилятора в несколько раз) и без вибраций Для имитации подключил 9м (имитация подачи и обрати для 4 м горелки) ПВХ трубки с внутренним диаметром 4 мм В режиме автоматики (старт-стоп по 10 секунд) дает около 1,3 л в минуту (это будет 78 л/час) Получается, что если предположить, что разница в температуре между подачей и обраткой будет 20 гр.С (допустим 40 подача, 60 обратка), то отводимая тепловая мощность будет около 2 000 Вт*ч Мне кажется вполне достаточно для токов до 200А, а больше мой аппарат и не умеет. Сегодня сниму автоматику и ресивер, попробую выйти на 2 л/минуту, это увеличит отводимую мощность до 3 кВт*ч
-
Сейчас правда думаю, может слабовато? Но с другой стороны для wp20 с токами до 150-200А должно хватить, соберу, посмотрим Так тут насос слабее в три раза, чем штатные в БВО, чего его порвёт? Думаю даже маловато будет, надо пробовать. Мне нравится, что бесшумно работает Телефон для понимания масштаба
-
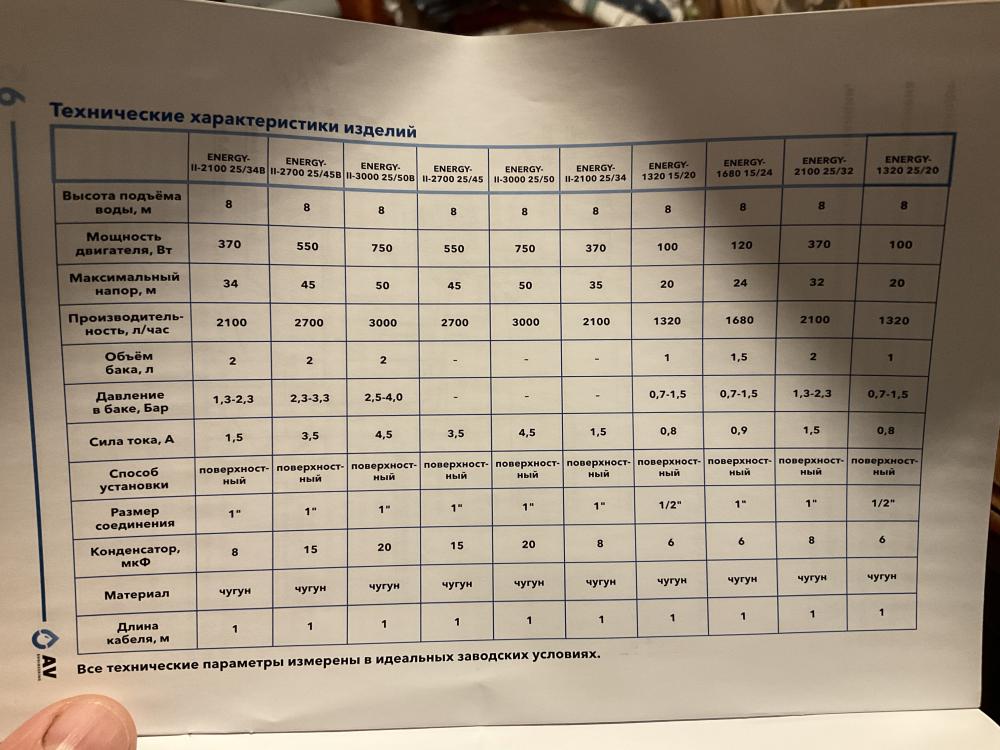
Купил себе насос для БВО, правда с автоматикой и ресивером (насосная станция) по характеристикам похож на штатные, 100Вт, напор около 20м, расход до 16 л/мин, но это крайние точки графика, реально получается при 5-7 л/мин, выдаёт метров 12-15, похоже сгодится может кто нибудь пользовался похожими? позарился на цену, около 40$ за все в реальности она маленькая, как половина форсажа 200 ас/дс
-
Добрый день, может не совсем в тему вопрос, но лучше не нашел места. Чем можно почистить швы (околошовную зону) на алюминии: 1. от копоти черной при сварке полуавтоматом? 2. от полосы белого окисла вокруг шва при сварке аргоном? Может есть какая химия? или только щеткой?