andrewv
-
Постов
155 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент andrewv
-
@Victor Kotyara, попробую завтра, хорошая мысль, я понимаю это увеличит шансы поджига и серии не будет?
-
согласен, самое плохое, если аппаратную проблему решали программно и изобрели серийный повторный поджиг или в простонародии - пердеж
-
да, надо шить, хуже не будет. На днях тоже свяжусь на счёт прошивки, просто отпуск маячит на следующей неделе и не хотелось бы в отпуск без аппарата остаться, планы есть. Отправлю им в октябре. В остальном мне стало понятно что он делает, единственное может кто то из аксакалов выскажется, что ещё может влиять на пропуски полупериодов. Понятно, что на переменке зажигание дуги происходит каждый раз при изменении знака +/-, тут состав электрода, его состояние, состав сплава, газ, что еще может быть? Если аппарат даёт стабильное переключение тока, то к нему какие могут быть вопросы?
-
Ну что, все подтвердилось экспериментом. В случае поджига касанием естественно никакого повторного поджига (пердежа) нет. В случае перебоев дуга просто гаснет. Возникновение пропусков прямо связано со сплавом. На лыжной палке спокойно растягиваю дугу до 2см и пропусков нет, а на сербском АМц 3мм пропуски есть уже при дуге 3-4 мм. Вместо пердежа дуга просто гаснет. В случае включено ВЧ поджига начинаются попытки зажечь дугу. Попробовал уменьшить ток поджига первого до 40А, второго до 20А. Визуально поджиг не стал хуже, но вреда стало меньше при пердеже. Электрод не страдает. Если во время серии повторных поджигов приблизить электрод к детали, дуга зажигается и серия прекращается. В целом форсаж тоже на этом сплаве иногда гаснет, не скажу что чаще или реже, тут ещё наверное можно поиграть типом электрода. Однозначно присутствует какая то ионизация в зоне дуги которая провоцирует пропуски и рысканье дуги. Сочетание сплава и электрода? Думаю аппарат рабочий, конечно не без тараканов в мозгах. Что ещё стоит отметить в плюс, поджиг подьемом сделан просто отлично. Электрод не липнет к металлу. Детали остаются на месте. Наверное это благодаря настройкам тока поджига на подъёме. Когда я пробовал поджиг подьемом на helvi tp220 то прилипание просто бесило, ещё и детали расползались
-
На cebora есть поджиг касанием на подъеме (LIFT) - без ВЧ, просто дуга, а также есть EVO - ВЧ который инициируется на подъеме, ну и просто ВЧ кнопкой Нужно попробовать именно LIFT. p.s. Если получится поговорить с официалами, с нетерпением жду change llist .17 Почти уверен, что проблема в софте, не корректный контроль дуги и при малейшем сомнении (пропуске полупериода) программа инициирует ВЧ поджиг. У меня вчера форсаж пару раз погас на моих образцах, а себора в этой ситуации начинает лупить 50 ГЦ импульсами поджига
-
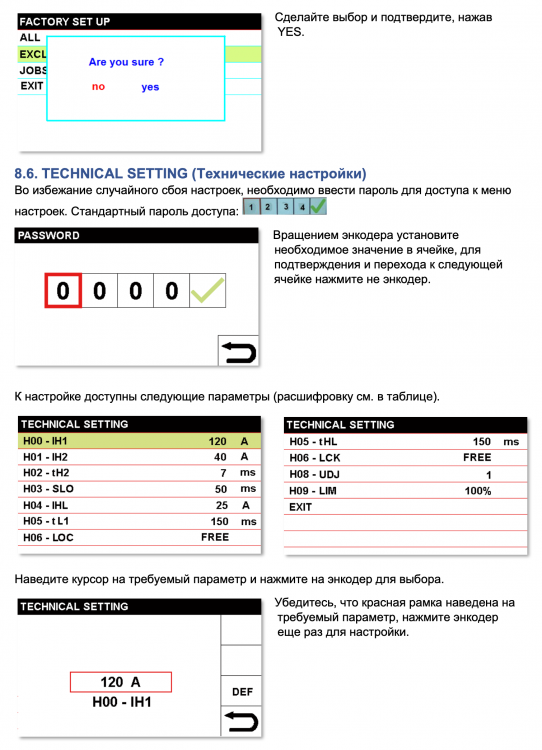
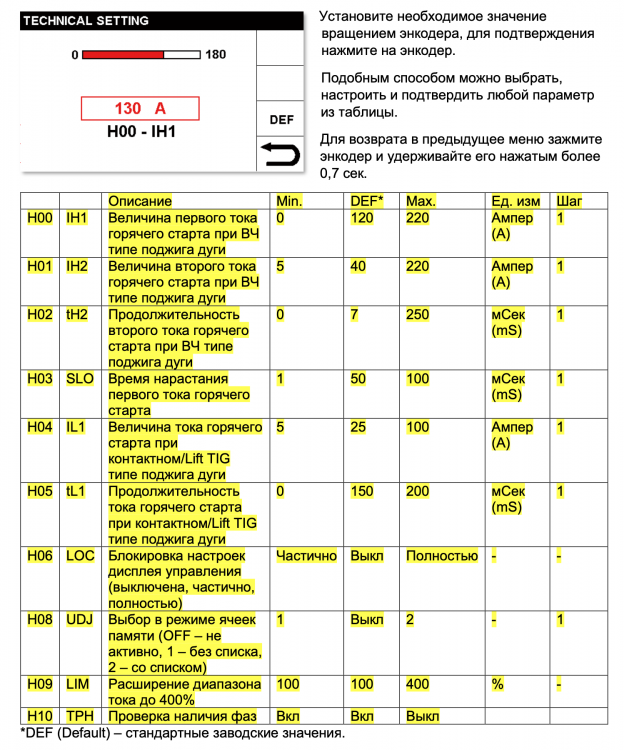
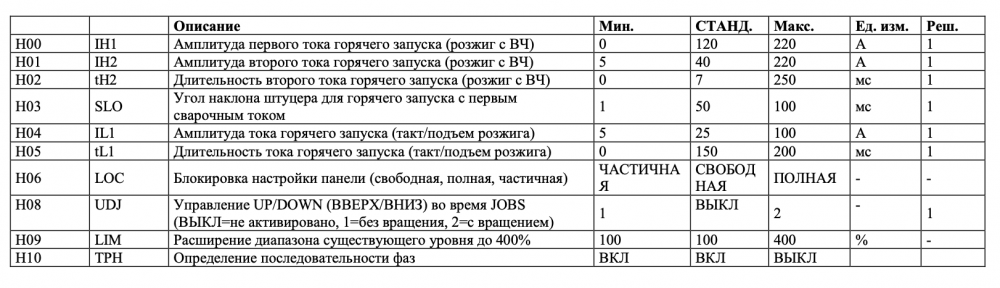
Если это поджиг (ВЧ осцилятор), у меня есть две мысли как это проверить: 1. Установить поджиг касанием, в данном случае никакого ВЧ поджига повторного быть не должно, в худшем случае дуга прервется. 2. Поработать с разделом TECHNICAL SETTINGS (первые две картинки с русской инструкции, третья с украинской, переводы разные) Суть в том, что по умолчанию в процессе ВЧ поджига токи достаточно высокие установлены по умолчанию. Я попробую только вечером, если кто сможет проверить днем будет очень интересно.

-
Насколько я знаю надо отправлять. На плате есть несколько контактов под программатор. Поэтому если дело дойдёт, буду кого то просить присмотреть по месту за аппаратом. Сброс есть в меню, что то типа factory settings, и там три варианта включая сохранённые режимы, или нет . Форсаж кстати тоже давал пропуски дуги секунд через 40-50 стояния на одном месте, но в разнос не входил. Как по мне, пердеж это по сути работа поджига без дуги практически. Этим поджогом вы трубку и прожгли Алгоритм выглядит так, по моим наблюдениям, сначала все ок, потом возникают пропуски, аппарат распознаёт это как потухшую дугу и начинает без памяти поджигать На этом фоне дуга горит откуда угодно, в том числе с боку электрода
-
На девятой горелке этот пердеж через 3-5 секунд, согласен, ток не помогает, бывает сразу пердит. У меня горелка в видео Агни, там металла на порядок больше чем в китайце, поэтому она даёт возможность поработать, когда холодная даже 10см шва можно положить. Надо пробовать шить. Потому как иначе это не работа. Сброс не помогает, я сбрасывал, все тоже самое.
-
Добрый вечер, форсаж победил себору в первой схватке. В конце видео с себорой виден тот самый пердеж. В сухом остатке есть желание снять нормальное видео и попробовать заставить официалов решить проблему. По сути с этим дефектом он не годится для переменного тока. Единственный вариант, это с БВО наверное будет работать удовлетворительно.
-
Продолжил изучение проблемы, подключил горелку Агни с поворотной головой, кажется модель 17. Отчёт @sherwood о работе горелки с охлаждением навёл меня на мысли, что китайский рукав на моей 9ке откровенное Г, но Агни я делал из честного кабеля медного 16мм2. Результат ничего не дал, но я не отчаялся и сначала увеличил вылет электрода, стало хуже, а потом уменьшил - стало лучше. Сменил сопло на короткое и сделал небольшой вылет. В результате смог стоять на месте секунд 30 и дальше положить шов 20см без проблем, на 200 гц. Далее в процессе теста мне удалось ее загнать в пердеж пару раз, но процесс был управляем. Не знаю что сказать, рядом стоит форсаж, попробую снять тест форсаж и cebora AC/200гц/50А
-
Если про газ, я использую только аргон ВЧ, поэтому проблемы газа даже не рассматриваю. На нержавейке сразу видно по шву качество аргона. Поэтому только ВЧ. По поводу частоты, да, с повышением частоты приходится увеличивать ток, что бы компенсировать время на инициализацию дуги. Но в итоге суммарная энергия на сварку останется такой же. Перегрев электрода имеет какую то другую природу, больше похоже на пропуск полуволны и как результат зачистки не , а энергия идёт в электрод
-
Это плохо, не хочется третий аппарат покупать для изучения ошибок схемотехники, первый мой форсаж в целом устраивал, иногда поджиг козлил, иногда срывалась дуга. Но он же стоил всего 700 долларов, на свои он работает и я его не продам. Посмотрел отзывы, подумал отдать в три раза больше, но это же будет вещь. Да в целом режимов больше, но по сути те же яйца только в профиль оказались. Был вариант купить everlast, но все его хейтили за мощность не корректную на треугольной волне, ну и фиг с ней как сейчас посмотрю. Да уж, реклама двигатель торговли
-
Значит что то не то у него в мозгах или схемотехнике. Попробую горелку с охлаждением, но на 90 гц, поставил ток 80А и две полоски алюминия 3мм толщиной под углом 90градусов сварил, не спеша, все идеально, ниодного срыва. 15см шва все чешуйки ровно. Как это объяснить, физику не обманешь, тепловложение тоже самое что и на 200гц. И прихватки контролируемые, мягкий прогрев, ванна и присадки капельку. Как в кино. Ток специально не большой ставил, что бы горелку задерживать на каждом шаге. Поиск истины продолжается, одним словом
-
У меня обычный WP9, с круглой ручкой. Лежит не доделанная 20ка и БВО по запчастям. Получается до этих режимов что бы добраться нужен БВО? Странно, почему у меня на лыжной палке не получается срыв. Грею на месте секунд 30 и ничего
-
Линза, wp9, сопло 5, электрод E3, binzel
-
Пятно появляется до образования зеркала ванны, бывает как бы зеркало начинает образовываться, потом дуга срывается и как бы поверхность замерзает. Становится белой и все духа бьет в сторону, я бы даже сказал начинает лупить поджиг в такт 50 гц
-
10л, пробовал добавлять до 15л - без изменений. Попробовал сбросить аппарат к заводским настройкам, настроил режим, все как раньше, только частоту оставил 90гц, баланс 0. Процесс хорошо пошёл на АМц. Положил аккуратный шов 15 см, ставлю 200гц, пошёл пердеж. Переходу на лыжную палку - все идеально. Что то я совсем не пойму, неужели так чувствителен к комбинации - сплав/частота/ток Причём палку грею до провала, на одном месте, ниодного срыва
-
Проверил от щитка напрямую. Дело не в сети. Предгаз 1с, электрод 1.6, ток начальный 15А, подъем 1.2с, ток 50А, частота 200Гц, баланс 0. Сорвался в пердеж на АМцН2 как обычно секунд через 5-7. Тут же беру лыжную палку и на ней дуга горит ровно, ничего не рыскает. Уменьшаю ток 30 А, все горит ровно, зачистка идеально. беру профиль магазинный 10*20 - пердеж через 5 секунд. Выкручиваю баланс на +8, все горит нормально, пошла зачистка, пердежа нет. Возвращаюсь на АМцН2 - работает, изредка срывы, увеличиваюсь ток до 70А, все нормально пошла зачистка и идет сварка. Что я думаю, во время пердежа присутствует два видимых фактора: нет зачистки и дуга бьет сбоку электрода мимо пятна белого, которое образовалось после начала сварки, такое впечатление что пятно диэлектрик.
-
Версия с сетью мне нравится, но не уверен , что она правильная. Попробую на выходных, попробуйте измерять напряжение под нагрузкой. У меня в сарае, где собраны мои игрушки, не самая лучшая фаза из трёх возможных. Также кабель туда лежит мягко говоря 1.5мм2, метров 30. Компрессор не всегда запускается на таком. При измерение напряжения когла работает компрессор значение меньше 180-200. Но есть у меня 3 фазы и можно выбрать идеальную. Но у наших же аппаратов PFC? Им пофиг сеть?
-
тоже заметил, я ставлю постгаз 2*диаметр (в секундах). Новый электрод на кусочке алюминия обкатываю хорошим током круговыми движениями. Получаю идеальный шарик и с ним уже работаю. После этой процедуры поустойчивей становится, но все это танцы бубном, причина в перегреве электрода и “кипении” вольфрама. ещё подумал, вы с охлаждением горелку используете? Ещё один момент, во время экспериментов разбил сопло 8 под газовую линзу wp9 и поставил №5. Получилось сужение и охлаждение электрода улучшилось. Эффект стал менее заметен. p.s. Тут половину вопросов sherwood-у адресованы
-
@sherwood, буду ждать результат, интересно офис готов по пересылке ремонтировать? а то мне далековато ехать . Я тоже из за пердежа запорол деталь и списал на свои кривые руки. если не трудно, возьмите у них контакт с кем связаться для перепрошивки.
-
@sherwood, извините, что пропал, во время тестов поступила информация о чп на работе и уже третье сутки на ликвидации. видео сделаю после, пока подтверждаю в указанных условиях срывается в пердежь и электрод оплавляется. такое впечатление, что начинает работать только одна полуволна, если сможете проверьте осцилографом. Пробовал балансом играть не сильно помогает. если тока достаточно для образования ванны, то все нормально, но надо перемещаться. еще как версия, из за стояния на месте просто идёт излучение тепла и электрод пересевается и начинается пердежь. потому что перед его началом электрод уже выглядит белым и с выпуклостями. режим - убийца электрода. если на 50А/200 гц перемещаться по детали - все норм, срывы есть но не критичные для электрода. металл не готовил, просто взял из ящика обрезок. Вернусь, попробую поглубже. Очень напоминает как форсаж козлит иногда на алюминии с большим содержанием кремния. попробуйте амг5 если есть у вас обрезок. Для алюминия ещё очень важно тип присадки и состав сплава. Посмотрите есабовский каталог по присадкам,там целая наука что с чем и чем сваривать. И очень много марок или не свариваемые или трудно свариваемые
-
вечером попробую, видео постараюсь, самому интересно
-
а какая у вас прошивка? у меня такая: FW 015 от 30.04.2021, FWD 010 от 03.05.2021 у меня есть капризный алюминий (АМЦн) он меня достал пока я лодку варил форсажем 200, из за него cebora и купил. Не заметил проблем на нем.
-
@sherwood, может у вас осциллограф под рукой, помогите развеять сомнения, смотрю на снимок экрана @Luza и думаю, подпись справа -10% ... 10%, не есть ли это просто ассиметричная регулировка по амплитуде, от верхней полу волны отнимается 10% к нижней добавляется 10%. суммарная высота (амплитуда) сохраняется. на выходных сваривал концевой упор для отказных ворот из алюминия 2мм, и на стандартном AC как то рука дрогнула и он бодро потек на 70А, а на XA с настройкой -25% ... +25% очень даже комфортно получилось. Может быть вы снимали ток при разных настройках. в теории получается, что если выставить 80% то от верхней полуволны вообще ничего не останется