
useruser
-
Постов
318 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные useruser
-
-
и возможно там и решим проблему.
А какова вероятность успеха данного предприятия?
А что с ТИГом? Я пробовал-вроде все нормально. Нормально поджиг начинается и далее тоже.Я про wsme 200 ac\dc.
-
Так а им нечем прошивать. Все косяки со стартом могут быть исправлены только в новой прошивке, которую обещают летом. И то неизвестно, получится ли. Т.к. глааная проблема это получить сам файл прошивки. Китайцы оную не дают. А объяснять им и просить, чтобы сами сделали - те еще вилы.Гарантии по существенному улучшению качества они не дают. Говорят-присылайте , попробуем перепрошить.
Такая у меня информация.
На тиг аппарат у Алексея файл есть и он там сам там его копал. Как-то удалось наверное потянуть прошивку и китайцев. А с мигом че-то не прокатило пока.
@Vosmerkin, к Алексею не обращались?
-
 2
2
-
-
сейчас мысля в голове промелькнула и может горелка виною , то есть нагревается , подача проволоки медленнее и от сюда по напряжению-амперам катавасия получается.
У меня кстати на родной горелке сопло и наконечник не родные, бинзель. Может действительно чудо случится и у Восьмеркина горелка кривая? Хотя сомневаюсь...
-
2
-
-
@SergDemin, я в порядке версии. Защита да, но ведь многие аппараты ломаются, значит может и в конструктиве что-то может деградировать даже под рабочими нагрузками.
Есть канал на ютубе, сервис по сварочникам. Там у них что только не ломается. Причем много дорогих топов.
Ссылка - https://www.youtube.com/channel/UCTv5vjo2oU1MOHAJ0Z3j_Ow/videos Интересно, гляньте. Не реклама.
Нет, так с момента покупки, судя по всему, действительно брак.Раз с сетью ок, тогда похоже на брак, верно. Что ж, сочувствую. ( Теперь тоже буду смотреть на этот момент. Не хотелось бы повтора вашей ситуации.
-
1
-
-
Где-то через 30 секунд с момента поджига, начинает творится белиберда,
Щас с теми же параметрами поварил. Три подхода примерно по 3,5 минуты непрерывной сварки. Подряд, один за другим с минутным перерывом на организацию сварки. Плюс сеть немного скакала - сосед тоже варил.
Проблем таких как у вас нет. Записал видео. Для краткости в ролике первый и последний проход:
Один раз чистил сопло, налипло хорошо. Вот на уголке 50х5 проходы, уголок почти метр, за подход получалось примерно с метр шва (на сами швы не смотрите, я одной рукой в позе фламинго варил):

Аж колба ротаметра запотела:

Похоже, что у вас что-то не так. Возможно неисправность.
Может быть вы слишком много варили на большом токе и что-то вышло из строя? Но радостного конечно мало.
С сетью все нормально?
-
2
-
-
Тут чувак один с ютуба пару недель назад начал юзать гроверс 200с. Вроде сварщик, степень квалификации не берусь судить.
Как раз в тему сегодняшнюю. Варит как раз большим током. Любопытно посмотреть.
Алюминий еще:
Он там еще мма варит, обзор на функционал... Видимо рекламу у него заказали Гроверсы. )
Что скажете? Шарит чел, нет? Аппарат варит, не варит у него?

-
-
Если надо варить менее 3мм, то аппарат можно значительно дешевле покупать.
А, теперь понял.
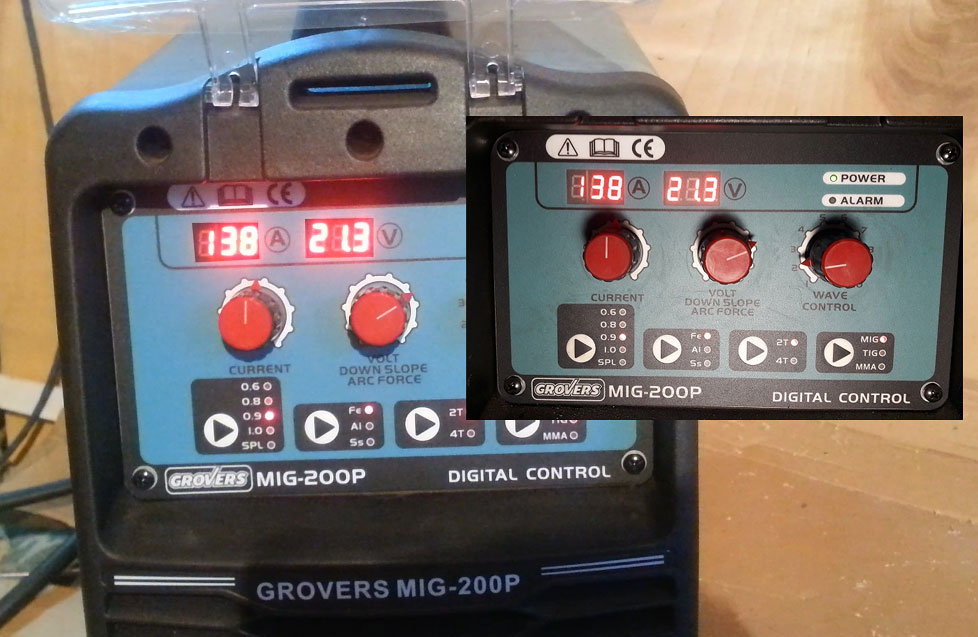
У меня аппарат немного отличается от 200Р. У меня 200С. Не могу сказать такой же он или нет. Возможно китайцы еще что то добавили. По поводу волшебной формулы - 0.8/8л -SPL:5/18/7,5 8Л -подача газа, 5 скорость пров., 18 напряжение , 7,5 -?Интерфейс разный, начинка вроде похожа. Не утверждаю. По крайней мере момент с "плавным стартом" технически одинаков, у Алексея спрашивал.
Формула для металла 1,5 (правда я ею пользуюсь и на больших толщинах, навар небольшой, успевает прогреть без насера):
- проволока 0.8 мм;
- газ кислота 8 л/мин;
- режим SPL (ручной);
- подача 5.0 м/мин;
- напряжение 18.0 В;
- индуктивность 7,5 по крутилке (можно больше, меньше хуже);
по моему на первом фото где уголок всего мало и тока и напряжения?Мне тоже так показалось. Угол 50, полка 5. Фактический ток был грубо говоря 120 при 21 вольте.
Где две пластины смесь, 0.8мм., железки 4мм.А параметры не подскажете для 0.8 проволоки для такого шва?
А что индуктивность никто не крутит, это она от брызг избавляе.Кстати да, забыл сказать, что в предложенном выше режиме, который я повторял, индуктивность была на 2. У меня же на 7,5 стояло все время.
ЗЫ: Вот и доверяй потом такому повторяльшику, как я. )
-
1
-
-
В результате эксперимента выяснил, что главное достоинство в проплавлении на толстых металлах. Если металл менее 2мм, то Гроверс не нужен.
Не знаю, правильно ли я понял, но металл менее 2 (1,5мм) варится прекрасно. Волшебная формула - 0.8/8л -SPL:5/18/7,5. Прямо шепчет. Брызг считай нет. И все в кислоте. Если бы и старт нормальный был, было б вообще прекрасно.
Проволока 0.8, ампер 130-135, вольт около 20-ти, единственный момент, в настройках поставил 0.9, на 0.8 у меня фигня всякая получается.
Попробовал сначала тот режим, что вы в вк давали (на швы не обращайте внимания, я на дугу и брызги смотрел):

Трещит громче, жестче, брызг визуально тоже больше возле дуги, но крупных капель нет вроде. Железка без прилипших (и не прилипших) капель (варил справа налево, углом вперед):

Вот поверхности в конце экспериментов (и с синергией и без), тоже ничего криминального вроде:


Хз, у вас железка новая, у меня нет. Может дело в этом? Я правда ее зачистил болгарью диском-щеткой, но тем не менее.
Следы копоти видны от брызг, но не так чтобы много. Спреем не брызгал.
После относительно высоких напряжений (до 23-24 крутил), когда ставил свой рабочий режим ("формулу" выше писал), то прямо да, разница есть, практически не трещит, брызг минимум, звук почти шипения. Не знаю правда, как должно быть на большом токе, вроде все же тоже пожестче.
Заметил еще такой момент, при выставленных 138А/21.3V в процессе сварки значения на дисплее зависят от длины вылета проволоки. На короткой "дуге", вылет 5-7мм, т.е. минимальном, показывает 120-130 (125-127 в среднем).
Если вылет больше держать, 10-15 мм, то на экране 106-112 (чаще 107-110). Может это как-то тоже влияет.
Правда 138 не показало ни разу.
В сети было 230В.

Найду железок посвежее, еще покопаюсь. Дома лишних толстых нет для тестов.
И еще бы посмотреть, попробовать на аналогичных режимах (на большом токе) как оно должно быть.
На таком же режиме вы не могли бы записать как варит тот аппарат, что у вашего знакомого? Хотя бы звук послушать дуги.
-
2
-
-
ампер 130-135
А, так это на синергии? На синергии у меня и на малых токах не особо. Показалось, что склонно к наваливанию, то бишь к непровару. И треск появляется, жестче как-то что ли. Возможно и брызги, не обратил внимания.
Но я синергетику включал всего несколько раз, сразу стал в ручном варить. Там, с моей точки зрения, проблем, кроме известного всем "плавного старта", вообще нет. До 20 вольт, по-крайней мере.
Завтра попробую покрутить.
-
рызг много на больших токах.
А можно режим (вольты/подача/синергия)? У себя посмотрю. Проволока 0.8?
-
2
-
-
Еще много брызг,
На больших токах? Пользую в основном до 20 вольт, в кислоте, брызг практически нет.
И все это на синергии или ручном?
Прикрепленные изображенияА это чьи швы?
-
Может поможет.
-
2
-
-
@Kyatto, отсюда и далее (можно и с самого начала страницы) - http://websvarka.ru/talk/topic/11189-voprosy-novichka-po-pa-svarke/page-27?do=findComment&comment=369580
Проблема ровно одна - кривая реализация плавного разгона подачи при старте. Не все замечают, но тем не менее. Ждем прошивку с коррекцией.
В остальном все хорошо. Правда не скажу насчет соответствия цена/качество. Тоже новичок в п/а.
-
1
-
-
-
Главное что аппарат реально по своему функционалу легко даёт фору тем которые стоят в шесть или в восемь раз дороже.
Вот эта фраза все испортила.
-
3
-
-
Швы как выше на фото можно делать вообще без валика либо даже впуклые,хотя это и не по правилам.
А как? Режим не подскажете для стенки 1,5 и проволоки 0.8?
-
@СергейКл, да, этот не нужно. У этой модели все ок.
Позвольте узнать - как в таких случаях у всех устранять будут-то?Пока расклад такой: устранить прошивкой, прошивку уже делают (хотелось бы верить), теоретически будет готова летом, как будет готова, нужно будет выслать плату (надеюсь, не весь аппарат) транспортной Алексею, он прошивает и отправляет назад.
Т.е. устранят тем, кто обратится (кого этот момент с кривым поджигом не устраивает).
-
2
-
-
@СергейКл, один из первых это с индексом (С или Р), или который mig 200 без букв? Просто у обычного mig 200 этой проблемы нет, т.к. там нет плавного разгона.
Параметры - 5 м/мин, 18 В, индукция 6,5, газ СО2 8.5 л/мин, проволока 0.8. Металл - профиль 1,5.
Описание процесса - http://websvarka.ru/talk/topic/11189-voprosy-novichka-po-pa-svarke/page-27?do=findComment&comment=369580
На максимуме индукции толчки сильнее. Лучше всего видно это на точках с паузами секунд по 5. И если вылет проволоки из наконечника сантим или более.
-
Подскажите, пожалуйста.
Есть баллон кислоты 20 литров. На нем стоит вот такой редуктор (плюс еще экономизатор есть):

Давление на манометре показывает такое:

Покупал как полностью заправленный. Баллон адски тяжелый. Вес 51 кг без учета редуктора и пр. Утечек нет, проверял.
Это нормальное значение давления на таком манометре? По весу вроде полный для 20 л (я им уже поварил немного).
-
О том что привязка интерфейса с одной крутилкой к современным аппаратам с микропроцессорным управлениям искусственна.
Вот десять крутилок, к примеру. Как понять, какое точное значение на отдельной крутилке (все точно же, микропроцессор и пр.)? Если дисплей один маленький, то либо крутнуть крутилку (но тогда собьется установка), либо поставить кнопку выбора крутилки (но тогда чем это будет отличаться от обычной схемы циклограмма-кнопка выбора-энкодер). Можно конечно сделать спецалгоритм - первое касание крутилки значение не меняет, а переключает дисплей на ее показания. Но дважды мацать полтора десятка крутилок че-то тоже как-то не очень оперативно.
Если дисплей большой поставить и на нем будут значения всех крутилок одновременно, то с крутилками корпус будет еще больше. Плюс искать крутилку глазами среди множества, а потом уже на экран, тоже сомнительное удобство.
Можно возле каждой крутилки поставить маленький дисплейчик. Будет панель как в зале управления на АЭС с кучей огней и крутилок. Тут и глаза в кучу и помнить где какая крутилка. Если крутилки расположить в виде классической циклограммы, то тут либо ручки маленькие и неудобные, либо к сундуку колеса приделать надо будет из-за размеров.
Можно конечно дисплейчик в саму крутилку поставить, будут те же размеры, стильно, красиво. Но дорого. Даже очень, наверное. В цеху каком или гараже такие дизайнерские энкодеры будут стремиться склеить ласты.
А если функций больше (пульсы, волны всякие и частоты)?
Не, не надо нам такого счастья.
-
2
-
-
@YoCat, супертиг вроде только про аргонки рассказывал. Про миги не видел у него видео.
-
@SergDemin, так может дело в дросселе или еще каком железе? Тогда и прошивка не исправит.
-
1
-
-
@SergDemin, оно тоже есть и на повторном. Просто этот повторный не совсем повторный.но почему тогда при повторном поджиге этого нет?
Представьте точечную сварку с паузой в долю секунды (заварка дырки или наплавление), там паузы считай нет совсем. На кончике проволоки капля именно расплавленного металла.
Этим полужидким концом тыкаем в полужидкую ванну или просто на горячий металл.Слабой дуге уже не надо разогревать столько железа, потому и косяк якобы пропадает.
Но стоит дать всего три секунды на паузу и все, аля-улю. Хотя тоже вроде повторный поджиг.
-
1
-








Grovers MIG 200C -- проблема с поджигом дуги
в Советы в выборе
Опубликовано
Что ж, удачи! Будем надеяться, что проблема решится.
Кстати, а почему такие трудности? Гроверс же вроде "заказчкик", т.е. под свою марку у них покупает, и коррекцию должны без проблем делать. Или прошивку дать, если сами не хотят возиться. А то получается, что бренд не может распоряжаться своим же.