ilnursvarka
-
Постов
306 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ilnursvarka
-
 @Кустарь,тут у кого-то было написано: дурака учить - сам дурак. Все свои знания им в голову не впихнешь, они же все умнее сварщика.
@Кустарь,тут у кого-то было написано: дурака учить - сам дурак. Все свои знания им в голову не впихнешь, они же все умнее сварщика. -
@Глобул, комментарии излишни...
-
@selco, похоже на то, что сплавление по всему периметру и без усиления. Насколько понимаю, в идеале так и должно быть.
-
@laguna, инфу принял. Буду пробовать.
-
@Vanguard,никогда бы не подумал, что к трубам что в молочной продукции такие высокие требования.
-
И только электродами с основным видом покрытия. Имеется в виду ответственные трубопроводы.
-
Пробовал вчера аппарат, с пульсом пока не разобрался. До этого варил только на ММА инверторах с вентильной горелкой. Аргонодуговой аппарат - это вещь! Также понял, что без поддува можно и не пытаться варить. Внутри такая хрень выходит... Надо докупать редуктор аргоновый с двумя ротаметрами и дальше подбирать параметры сварки. В данном случае рабочая среда этиленгликоль, рабочее давление 3 кг. Суть в том, представитель от заказчика прошел обучение по "приемке сварочных швов"на каких-то курсах. Видать там ему показали, какие должны быть сварочные швы, сваренные аргоном. Теперь они проводят кастинг, ищут сварных, кто может так сварить. Я то еще так не умею, аргонник только вчера в розетку включил. Думаю они долго будут искать сварных. Хорошие сварные всегда при работе, без дела редко сидят.
-
@AMBIVERT42, в котельной разводка сделана культурно, все параллельно и перпендикулярно, как и должно быть.
-
@Вад11,@Vanguard, Спасибо за ответы. Буду пробовать. Аппарат Гроверс 200 АС/DC пульс, получил неделю назад, но еще из коробки не доставал. Сегодня буду разбираться в настройках. Также заказал ПА этой фирмы. Пока есть работа, решил расширить парк оборудования.
-
Добрый день коллеги! Нужна информационная помощь!!!!! Точнее, технология сварки нержавеющей трубы толщиной стенки от 2 до 3 мм, диаметры до 100 мм, где предъявляются высокие требования к корню шва и облицовке! Параметры сборки стыка: подготовка торцов труб (с фаской или без, угол фаски), сборка стыка с зазором или нет, сварка с пастой (в один проход своим телом) или поддув (многопроходная сварка с фаской с зазором и с присадкой), диаметр присадки, электрода, сопла. Также интересует параметры тока на корень и облицовку, если кто варит с пульсом, частота пульса. И параметры предгаза, постгаза, начального тока и т.д. Для сварки имеется аргонник Гроверс и небольшой опыт сварки труб из нержавеющей стали ( давно очень варил трубу 25*3, с фаской в два прохода). Давили 180 кг, выдержало. Но не было высоких требований к корню шва и облицовке. Препочтительна не голая теория, а советы профи, кто сам варит нержавеющие трубопроводы аргоном. Заранее благодарен всем откликнувшимся. P.S. Не знаю в какую тему написать, если необходимо перенести в какую-то другую тему, перенесите пожалуйста.
-
@BAN,отклонение в в диаметре 10 мм. @AKeeper,точно 6 мм. )) Потому что электрод четверка с обмазкой пролетает в зазор.
-
Всем доброго вечера. Есть труба 1420мм, толщина стенки 16 мм. Размечаем. Дальше без комментария. При "заталкивании" )) первой трубы она ушла немного вниз, выровняли за счет моего стыка - немного опустили трубу вниз и сместили влево от оси. Подумаешь, зазор появился, не ми же варить... Форсажом не смог варить, на генераторе 16 А автомат, он его выбивает. Пришлось достать старичка Ресанту, хоть им варить не так комфортно, но выбора не было. На следующий день, пока они толкали трубу был другой заказ.Перепутали в отоплении подачу и обратку, система не работала. Переделал. А находится это ИТП в этом здании, на территории больницы в г. Сестрорецке. Построено год назад.

- 1 894 ответа
-
- 26
-

-
Сдал на Накс, КО и НГДО. Теперь можно 2 года не думать об этих бумажках.
- 1 894 ответа
-
- 26
-
-
Работа на паркинге окончена уже как 2 недели. На фото не я, мой коллега. Но я работаю в таких же условиях. Место работы Балканская площадь, метро Купчино. Сварка опор под выносной блок кондиционеров. Начал в 12 часов дня, закончил в 9 вечера. Трубу резал помощник из Узбекистана, размечал я.
- 1 894 ответа
-
- 20
-
-
,Намек понял))
-
@BelaZZ,супер! Фото бы покачественнее, чтобы красоту увидеть! К вам уже можно на мастер класс приезжать.
-
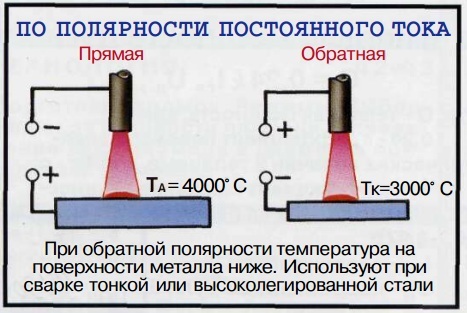
.Думаю. что не правильно. Варить надо на обратной полярности, когда на держаке плюс.
-
Чуть больше 2 кг
-
Толщина стенки какая???
-
Трубопроводы не варят электродами с рутиловым видом покрытия, только с основным видом покрытия. Это Уонии 13/55, ЛБ 52У, ОК 53,70 и т.д. Тем более на газовой трубе, где 100% просвет.
-
Некорректный вопрос. Сейчас нет ЕТКС (единый тарифный квалификационный справочник) На одной и той же работе сварщики получают разную оплату за одну и ту же работу. Кто как договорился. Если продешевил, я считаю, это твои проблемы. Когда узнают, что кому-то платят больше, начинают требовать доплаты. Считаю это не по "пацански" . Уговор дороже денег. Просто на будущее делаешь выводы. Все зависит от того, сколько претендентов на эту работу. Чем меньше, тем выше ваши шансы на высокую оплату. При большом количестве претендентов шансы получить высокую оплату за свой труд близки к нулю. Экономика, ничего личного. На месте заказчика вы поступили бы точно так же, а не иначе. Например, при ремонте квартиры никто не ищет строителей подороже...
-
Сжигаю за день 6-7 кг четверки Уонии 13/55. Работа тупая, сжигаешь электрод за электродом. Но хорошо оплачиваемая.
- 1 894 ответа
-
- 28
-
-
@Tuborg,спасибо за схему.
-
Всем привет! Есть пульт дистанционного управления от Кемппи. Можно его переделать на Форсаж 200 М?
-
@Vanguard, спасибо на добром слове. Сегодня была разведка боем. Варил пластины на монтаже паркинга, толщина 10 мм. Сварка 1 пластины занимает примерно минут 20, возможно больше, время не засекал.С утра дали сырые электроды Уонии13/55, четверку. Швы на первых 2 пластинах были так себе. Потом привезли электроды с магазина и дело пошло. Дуга с новым электродом зажигается хорошо. Варит аппарат мягко, так же как и Кемппи. При повторном зажигании иногда зажигается от второго или третьего касания, меня это устраивает. За 20 минут сварки аппарат еле нагревается, потому что после сварки пластины подношу руку к передней решетке, откуда выходит воздух, он еле теплый. Через минуту где-то вентилятор выключается, это говорит от том, что аппарат несильно нагрелся или охлаждение очень эффективное. При сварке четверкой на 140 амперах через 30 метровый удлинитель вентилятор включается когда сгорает треть электрода. Самый большой плюс этого аппарата - его размер. Он реально маленький! Что и внушало опасение о его возможностях при длительной нагрузке. И в конце дня мне вместо четверки принесли пятерку электроды. Пока ходили за четверкой сжег 2 электрода пятёрки, один на 175 амперах, второй на 185 амперах. И сеть пропала на аппарате. "Ну все, доэксперементировался" - подумал я. Пошел к автомату, оказалось выбило 25-амперный автомат. На этом автомате еще сидел китайский Рилон. Дальше уже варил четверкой, искушать судьбу желания не было. И последнее. Когда собирал удлинитель, оказалось вилка расплавилась в колодке. Пришлось выдирать с корнем. Вот так прошел первый рабочий день у Форсажа 200 М. Автомат выбил, розетку расплавил, а Форсажу все пофиг. Покупкой доволен на все 100 процентов. Тем более купил его с 5% скидкой от цены, что указана на всех сайтах.