ALEX47
-
Постов
275 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ALEX47
-
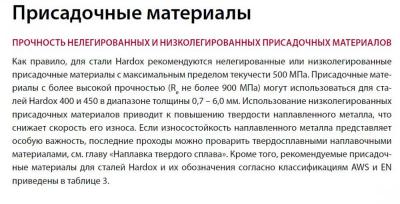
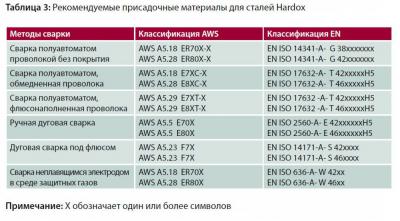
не совсем для данной детали только.в конструкциях работающих при знакопеременных нагрузках ручником делать нечего ,это уже не дело вкуса ,а дело технологии. Старовером можно быть , но только не там где может пострадать качество и технологичность. Не в обиду вам ,но после староверов приходят и говорят - нам только электродом потому что нам так сказали .нужно прогреть прожарить и все в том духе. и объяснять то что жарить ни кого ни чего не нужно сил уже нету ни каких
-
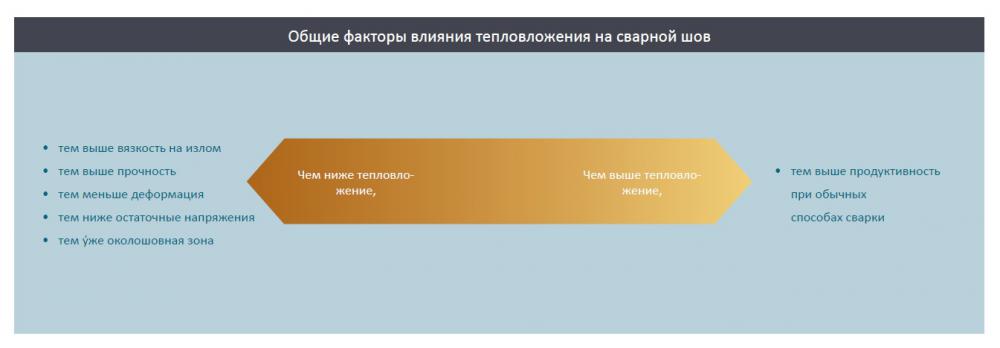
не буду с вами рассуждать и спорить о теплофизики металлов,воздействия на них .Мое личное мнение РДС это прошлый век при наличии возможности использовать п.а. . под тепловложение я подразумевал количество энергии , на время на мм сварочного шва. .В данном,конкретном случае преимуществ ПА перед РДС для себя,в тех условиях в которых я находился,и теми материалами которыми я располагал на тот момент,не вижу. и я не вижу , так для чего тратить больше времени.
-
я хотел этим сказать ,что по мимо того п.а быстрее так еще и механические свойства околошовной зоны менее изменены так как при сварке п.а тепловой погонной энергии вкладывается меньше .У полуавтоматической сварки больше преимуществ как по качеству так и по скорости.
-
вот это точно.


-
речь шла о листовом прокате.не в одной конструкции работающей при знакопеременных нагрузках его не пользуют. да и тубы скорее всего тоже.
-
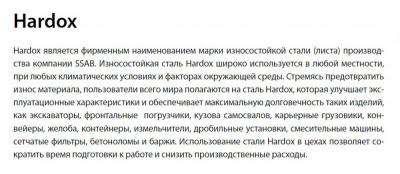
кроме как ковши с нее ни чего не делают!!
-
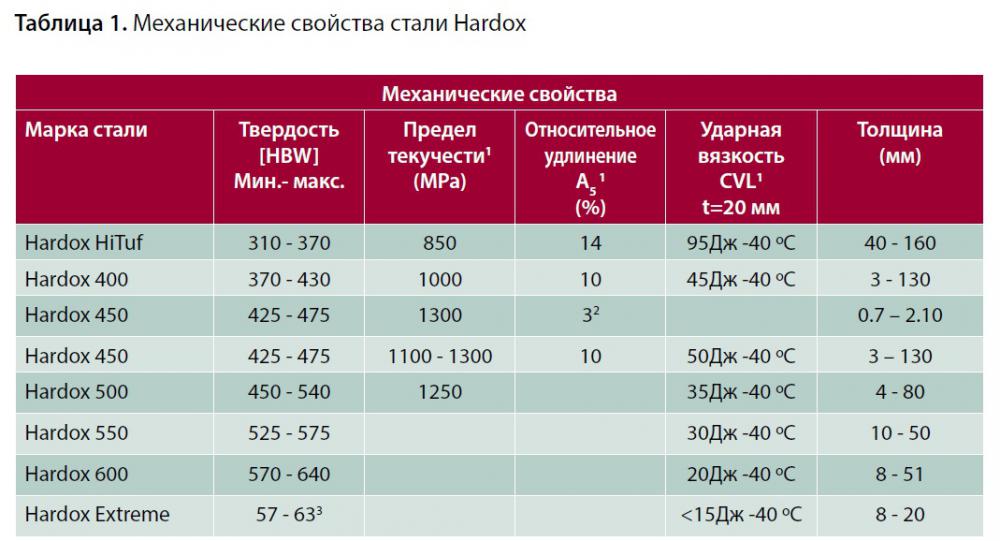
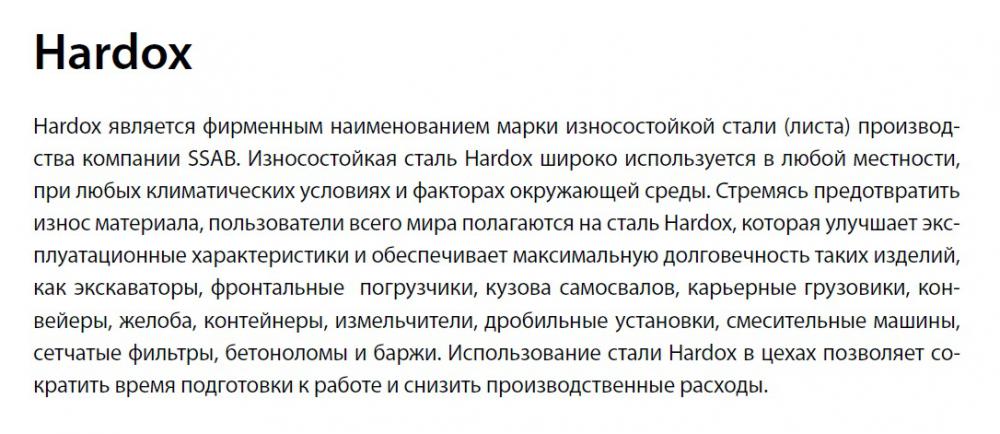
может быть все .а конкретно здесь и на экскаваторах до 30Т используется предел 560Мп .это факт проверенный. Weldox это Strenx и не когда не относился к износостойкой. хардекс это износостойкая сталь и больше она не для чего не пригодна. Не кто не хамит .Хардекс не когда не был конструкционной сталью.К хордексу не применимо понятие предел прочности.


-
За хардекс вам два бала больше так не советуйте.На будущие если под рукой нету доступа к стали с требуемыми характеристиками пользуйте 09Г2С.Здесь сталь 500-560Мп. наша будет 10хснд. В 90% случаях накладки на щеках делаются ласточкин хвост в обе стороны под края шов после накладки продолжаем на 5 см уходя к центру .потом 2 см стачиваем заподлицо .а оставшиеся под подъем в накладку.
-
На полуавтоматах живет только вот такая масса , остальные долго не живет да и контакт на них плохой для полуавтомата очень критично.

-
еще и канал менять нужно довольно таки часто.если чествуете как проволока по каналу двигается значит канал под замену.
-
Это не Фискарс ,а полное ггг .Был бы Фискарс-всё бы гараздо легче было. При любом износе эти пальцы с молотка должны выходить, так как в во втулках стоят шплинты, а работает только в буксах цилиндра. Попробуйте просто нагревать и не остужать резко .
-
это трубочка скорее всего была вот из чего Strenx Tube.работать с этой сталью приятно ,но если что то погнуло то чтобы выправить нужно не иноверные (гидравлические)усилия приложить.да еще и проволочка специальная нужна K-91T. к каждому крану есть документация по ремонту там основное указано.кран вроде новый еще не все должно быть потеряно.
-
овоидное сечение имеет большую несущею способность .зачем делать стенку 10 и поднимать 2т. когда можно сделать стенку 3.5 взяв при этом сталь Strenx и поднимать 25т. так как вес стрелы в три раза меньше.
-
зазор добавить , проплавление метала 1 мм на 101 А ,смесь вам не нужна она требовательна к подготовке метала.индуктивность в минус. горелку углом в перед и немного в верх.попробуйте добавьте напряжение.
-
готовились к подъему балки. но тут приехало вот это. это вертикал 550 мм основа 10 мм уголок 12 мм 200-220 А.пространственное положение где то там, горелка в полный вес в руках. первый проход без колебаний Просьба к модераторам если возможно разверните фотографии(пол оборота в право).Почему форум разворачивает как хочет??















- 1 894 ответа
-
- 16
-

-
в чистом аргоне еще и дуга бегает.п.а .не предназначены работать в аргоне. если шов горбатый слишком маленькая подача.а серы он от пережога слишком высокая температура в аргоне.
-
попробуйте заполнение не доконца делать оставляйте кромки не большие .последние заполнение сразу с облицовкой делайте.а лучше корень РАДС а заполнение и облицовку сразу за один проход порошковой проволокой .скорость в разы возрастает. это у вас с сетью большие проблемы. скорее всего отсутствие полноценного контура заземления, все портит реактивная энергия .
-
при таком напряжение высота отжига проволоки была примерно сантиметр(если расстояние поваляло) 23в это 200А. 200а для проволоки 0.8 это пережог. из-за высокого напряжения на дуге ,дуга начинает свисте (не путать с шелестом правильного режима.
-
естественно.забыл дабавить что высота каплепадения в сварочную ванну была тоже очень не слабая.
-
это палец не так дорого стоит чтобы заморачиваться с его восстановлением. если ставить болт (вообще самое правильное решение собирать раму на болты) то без шайбы правда нужно иметь машиностроительные гайки DIN 6331 / ГОСТ 8918-69.
-
при сварки дугой вперед меньше шансов получить дефект ,шов более плотный,не возможно перегреть металл тем самым изменить структуру зерна.а если уж хочется навалить крути длину дуги,но лучше режим не менять просто добавить кол-во проходов.если требование к металлу шва предъявляются работа при знакопеременных нагрузках и эластичность то катет шва должен выглядеть см.фото (красным цветом вид с торца.) колебательные движения лучше вообще не делать нитивидный шов плотнее РДС это тоже касается.

-
у вас там капля была с тенесный мяч и свит как от миг 29.
-
подождем ответа производителя и разберем.
-
могу свой разобрать,один хре.. висит место занимает.