mehanik1102
-
Постов
2 094 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент mehanik1102
-
 Я такое решал радикально - резьба резалась цилиндрическая. Вариантов далее несколько - большая резьба под неродной датчик, меньшая резьба под родной датчик с перерезанием резьбы на датчике. Уплотнение - мягкая шайба, лента ФУМ, герметик. На выбор.
Я такое решал радикально - резьба резалась цилиндрическая. Вариантов далее несколько - большая резьба под неродной датчик, меньшая резьба под родной датчик с перерезанием резьбы на датчике. Уплотнение - мягкая шайба, лента ФУМ, герметик. На выбор. -
При таких параметрах отключится вводной автомат . Если не отключится - сожгёте сеть. Как я вижу это дело - берём трансформатор от старого совейского телевизора, разбираем, ложим обмотку на половину магнитопровода проводом сечением порядка 1 мм квадратный витков 200 - 300, берём трансформатор 220/12, к низкой стороне подключаем созданную обмотку, а высокую сторону - к ЛАТРу. Включаем, пробуем, потихоньку поднимая напряжения на ЛАТРе и делаем выводы. По результатам - оптимизируем конструкцию.
-
Фотография не сильно информативна. Но - за советы спасибо!
-
Оно не просто крепится, по всей видимости мотор на ней висит. И вибрирует. А трещина, скорее всего, носит усталостный характер. Посему - сварка не поможет, если систематически рвёт по живому. Конструкцию менять надо.
-
Авиаторы любят Д16 применять.
-
По поводу "Брызнул" мне понятно. В крайнем случае насыпал. А вот по поводу "прислонил" - ясности нет. Прислонять надо к определённому месту? Или к произвольному? Или перемещать надо? Потому как, как мне кажется, магнитное поле подковообразного магнита будет замыкаться между полюсами проверяемой железякой и дальше не распространяется.
-
@Vanguard,Я как то пробовал - грубо и плохо получилось, потому как Ф4 и непонятного качества электроды попались - горели плохо.
-
Фреза почвенная. около 250 мм.
-
А в миллиметрах?
-
Рукописи не горят. Надо в новую тему их.
-
Так его надо потолще, или потоньше? И на что те трещины повлияют?
-
Это как?
-
@Точмаш 23, Спасибо. С техникой наплавки я слегка знаком.
-
@Шурпет,Покупал на украине. В каком то интернет магазине для сварщиков. Стоит 150 гр/кг. (100рублей примерно равны 39 гривнам)
-
Вот не знаю, какой он, первый или второй? То, что я нашёл и уже проплатил вот такое:
-
Не затруднит. Но - процесс этот не скорый. Через какое то время. Я еще и испытание на износостойкость хочу устроить ножа фрезы с завода и наплавленного.
-
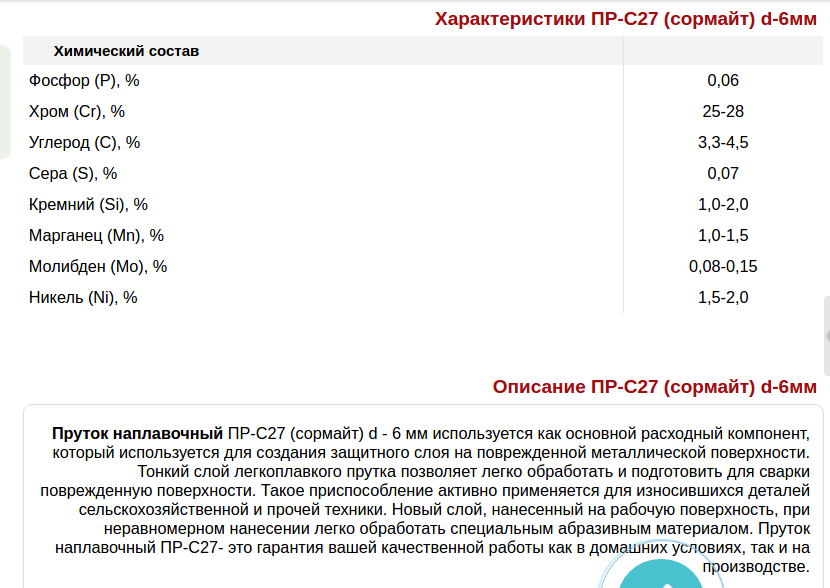
@Рудольф Шнапс,Спасибо. Некуда мне всунуть самофлюсующуюся проволоку Ф1,6. Посему - ТИГ. (За неимением горничной...) Сормайт в прутке Ф6 уже нашёл. Да, по поводу флюса - таки да, легирующие элементы в материал шва поступают и из флюса . То, с чем сталкивался - электроы Т590 и ЦЧ-4. Но - есть и иной подход - всё нужное иметь в присадочном прутке, и защитный газ предохраняет от выгорания легирующих элементов. Вот я и иду вторым путём.
-
Географически - не далеко. Но - граница на пути.
-
Покорнейше прошу разъяснить, почему нельзя? Лаборатория сварки местного завода занималась подобными вещами, но расспросить специалистов не представляется возможным по причине их отсутствия.
-
@Шурпет,Спасибо! Из Таганрога везти сильно проблематично. Если ничего иного не будет - попробую.
-
Здравия желаю, господа специалисты. Возникла тема - восстанавливать СХ железо. Мысль была такой - ТИГом наплавить кромку. Нашёл источник присадки - http://npf-elna.uaprom.net/g1829868-provoloka-dlya-naplavki. Связался с ними. А производители сии предлагают, потому как нет иного на складе, следующее: Вопросы- Подойдёт ли такая проволока как присадка при тиг сварке? (У меня сомнения в связи с флюсом) Если не подойдёт, то что использовать можно из доступного?
-
Посоветую. Поставить ЭКМ и 2 реле. И забыть о проблемах.
-
В планетарных редукторах есть возможность управления торможением большой шестерни - той, у которой зубья вовнутрь. И этим можно достаточно легко организовать импульсную подачу. А как оно в подающих устройствах с планетарными редукторами организовано?
- 31 ответ
-
- 1
-

-
Интересно.
- 31 ответ
-
- 1
-