

mehanik1102
-
Постов
1 968 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные mehanik1102
-
-
но мне кажеться
Вам таки кажется!
ЭдуардМеханик!
в своих эмоциях и обвинениях выходите за рамки.Всего лишь предложил ответить на два простых вопроса -
1. Почему Вы свои убеждения в собственной правоте не хотите проверить на модели? Что не повлечёт НИКАКИХ материальных затрат.
2 Как Вы собираетесь оплачивать фактически произведенный труд нанятых Вами специалистов, если работа, производимая под Вашим руководством и по Вами избранной технологии будет прервана в связи с непреодолимыми технологическими препятствиями?
По моему, эти 2 вопроса никак не могут быть охарактеризованы как "Эмоции и выход за рамки"!
-
 5
5
-
-
Вы тут, мягко говоря, обманываете! И свидетельством тому еще одна Ваша тема, где Вы начали набор сотрудников и даже размер гонорара объявили. Ссылку приводить не буду.Моя задача проста постараться получить больше советов и информации до того момента как мы кого то наймем.А посему, не будете ли Вы любезны прямо ответить на поставленные Вам вопросы - на 3 и 4, на первые 2 не надо - они риторические.
А потом и далее можно давать и получать советы и делиться информацией.
-
@odyssey,В данном конкретном случае ссылка на видео шведов некорректна. ССылаться на это видео можно было бы после того, как будут сопоставлены чертежи , Ваши и шведские. Но! - шведских чертежей нет, и скорее всего не будет. А посему , видео - всего лишь красивая картинка. Это во первых.
Во вторых - как мне кажется, практического опыта работы с металлом у Вас нет. В руках Вы металл не держали при изготовлении чего бы то ни было. Иначе Вы не утверждали бы тут так уверенно о английском колесе, как о панацее.
В третьих - практика - критерий истины! Кто Вам мешает, как тут уже дважды Вам предлагали, смоделировать процесс укладки обшивки, и на модели определить возможность изготовления изделия по выбранной Вами технологии .
И в четвёртых(тут основное!)- Вы собираетесь нанимать специалистов для производства работы. Если процесс изготовления по Вашей технологии и под Вашим руководством упрётся в непреодолимое технологическое препятствие и дальнейшее производство работ окажется невозможным, а корпус не собранным, как Вы будете оплачивать уже произведенную работу нанятых Вами специалистов?
В тех видео еще можно увидеть, как осуществляется правка листа с помощью газовой горелки и мойки высокого давления. Шведы греют. Или греть нельзя? Или шведам можно? А нельзя только в России? Или шведы - редиски?можно увидеть как шведские господа успешно наживляют обшивку-
2
-
-
Вот зарекался влазить в эту тему...@odyssey, Дабы с уверенностью утверждать сие, возьмите в руки картон и ножницы, произведите раскройку в удобном для Вас масштабе, соберите модель и попробуйте "подогнать". А потом покажите тут, в виде фото, что у Вас получилось!а потом подгоняют детали
Ага. шириной 400 и укладывать на шпангоуты, одновременно приваривая листы друг к другу и к шпангоуту. Но - сварки будет много и внешний вид пострадает.Если листы с большим поперечным изгибом шить поперек корпуса,-
3
-
-
@selco,Шарик такой и без компьтера производится, при желании.
По поводу раскроя - зачем создавать себе трудности, а затем героически их преодолевать? Если есть масса примеров обшивки, образованной деталями с кривизной в одной плоскости, при которой не требуется вообще никакого гибочного оборудования. Впрочем - это головная боль топикстартера.
-
3
-
-
Представляю. НКМЗ недалеко, да и на последнем месте оф. работы держал в руках штампы для производства доньев сосудов высокого давления ф2500. Они тоже немалые.Вы представляете "штамп" 13000мм
Достаточны, чтобы обеспечить головную боль.изгибы не особо велики
Ага! И где такие специалисты водятся? И за какие деньги?придется на мешках с песком и киянками и править колесом . Конечно все это долго и уже писал что от правильного "кроя" многое зависит и даже сказал бы так или полный "провал" или супер "победа"либо собирать обшивку придётся с помощью большой киянки и какой то матери, вручную осуществляя формообразование.-
3
-
-
если исполнение реально,
На этом этапе это основной тезис!
и есть наличии всего необходимого10 штампов для формовки обшивки и пресс тонн на 500? + ЧПУ портальный фрезер с полем обработки 15000х1500?
-
1
-
-
,Специалисты, делающие что либо на просторах постсоветского пространства, конструируют, либо подбирают проект под доступные технологии. В малом судостроении - сколько не смотрел, нет обводов корпуса, требующего загиба обшивки в 2х плоскостях. Тут же сначала проект, без привязки к конкретным условиям производства, а потом желание победить любой ценой, натянуть сову на глобус. За счет раба, в основном.
Какое английское колесо под лист толщиной 5мм и длинной 13000?
-
Разницы нет. Любой газ при расширении охлаждается. Кроме водорода. При большом расходе охлаждается редуктор сильнее .все таки газ сжатый, а не сжиженый-
2
-
-
Исключительно по причине неумения этого делать. Написал же, что грубо. Но - если полосы разложить с касанием по центру полосы, получим 2 половинных зазора от того, что видим на моём рисунке.А почему вы полосы не от центра накладываете?
В недавно выложенной тут брошюрке говорится, что при плазменной или иной подобной резка должен быть припуск на мех. обработку под сварку 2 - 3 мм.А шпангоуты видимо будем вырезать на Самарском заводе там у них говорят большой плазменный или лазерный резак.
По длинне - может быть, пробовать надо. А что по ширине делать? - Рисунок, хоть и грубый, я выложил.мы сможем обойтись при прихватке пластин обшивки без металогиба, за счет того что лист 5мм пл своей длине 6м будет естественно изгибаться. -
Как то к подающему устройству полуавтомата подключил 2 последовательно автомобильных аккумулятора. режим подобрал за счет скорости подачи проволоки. Варило. И шов симпатичный был. Но - недолго. Хотя - на какую нить вилку выжима сцепления хватило бы с избытком.
-
шпангоуты делаются из бульбового проката
В данном конкретном случае - из гнутого уголка.
Наложил 5 полос. Грубо, но представление даёт:
-
2
-
-
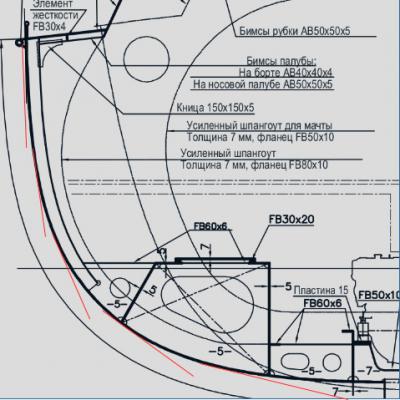
и не могу сказать про сечение шпангоута, но его наружная поверхность прямолинейна
Ага -
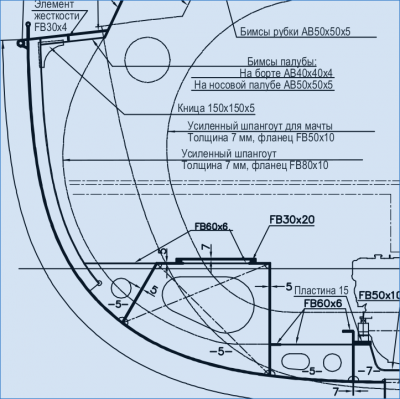
Рёбра получатся. Достаточно заметные. И зазоры. Наложить бы в масштабе 1/1 и посмотреть.что бы избежать необходимости изгиба во второй плоскости. -
Тут - http://websvarka.ru/talk/topic/10540-sobiraem-korpus-iz-amg-chto-posovetuete/page-1?do=findComment&comment=309691В данном случае чертежей не видел
Как бы нам о единой терминологии договориться?Шпангоут в сечении это бульб или полособульб, в идеале. -
Еще раз - поперёк плоскости гиба поверхность прямая. Эта прямая должна сопрягаться со шпангоутом. Шпангоут имеет наружную поверхность криволинейную. В итоге при сопряжении будем иметь контакт в точке. И висящие с зазором края. При притягивании этих краёв к шпангоутам будем иметь выпячивание листа обшивки между шпангоутами. Чтоб это выпячивание убрать, лист надо осаживать. Нежно не получится.Там гиб только в одной плоскости.
Это в идеале. Но - реально нет листа такой длинны. Посему - деталь из 2х кусков. Или 3х.все должно быть без поперечных швов на корпусе? -
На плазе - стол с разметкой. Варить в разбежку.как стыковать два по шесть!-
2
-
-
При некой серийности изготовления штамповать вовсе не затратно. Но - тут единичное производство.то то их все и штампуют. -
Это вдоль. А поперёк? И при сочетании гиба в 2х плоскостях?при радиусе гиба в 7м? -
Складки вылезут, особенно там, где радиус изгиба меньше, если нежно.нежными ударами.
А что их пинать? Они явно иные технологии закладывали - штамповку деталей обшивки.я бы не стал разработчиков пинать-
1
-
-
При создании проекта модель эта явно была создана. При существующей форме корпуса гнуть в одной плоскости не получится, как не разбивай. Если из гнутых в одной плоскости деталей - на корпусе будут видны явно выраженные рёбра в месте стыков отдельных деталей - а тут корпус гладкий.3D модель создать и разбить листы обшивки так чтобы и гнуть хорошо было в одной плоскости иначе это уже штамповка нужна ,За брошюрку спасибо, почитаю, лишних знаний не бывает, может чего нового узнаю.
-
1
-
-
Мутные они, проектировщики эти. Потому как , глядя на этот проект, вспоминается старый совейский анекдот про "доработать напильником".строгое наставление от проектировщиков-
3
-
-
@konstantinXX,Может я и не прав, но - мех свойства при высокой температуре в данном случае приводить не корректно. потому как высокая температура только при некой технологической операции присутствует. Далее - температура окружающей среды.
-
До какой температуры греется сия пластина при сварке ТИГом? И почему сварка этого сплава таки допускается?или просто поднагрейте пластинку из АМГ градусов до 100-130 и плоскогубцами без особых усилий оторвете от нее кусок. -
Кстати, @odyssey, При вальцевании вдоль, даже с коническими участками, поперечное сечение детали обшивки образовано прямыми линиями. Но, если посмотреть на шпангоут, на который будет накладываться эта деталь обшивки, то шпангоут нарисован в втде красивой кривой, весьма плавной. И как эти вещи сопрягать? Отсюда вывод - либо чертежи таки под обшивку, форма которой вышла из под штампа, либо форма шпангоута должна быть образована отрезками прямых линий, соответствующих размерам деталей обшивки, либо собирать обшивку придётся с помощью большой киянки и какой то матери, вручную осуществляя формообразование.
ПогуглитеПогуглил. Ничего такого не нашёл. Вот тольо это:
Сплав АМг6-АМг5 - относятся к системе Al - Mg - Mn . Он имеет высокие пластические характеристики, как при комнатной , так и при повышенных температурах, и обладает высокой коррозионной стойкостью в различных средах, в том числе и в морской воде. Это, а также хорошая свариваемость сплава предопределяет широкое применение его в судостроении. Несмотря на довольно значительное увеличение растворимости магния в алюминии при повышении температуры, упрочнение при закалке сплава АМг6 весьма незначительно, поэтому сплав Амг6 как и другие сплавы группы магния (АМг2, АМг3,5) относятся к термически не упрочняемым. Полуфабрикаты из сплава АМг6 поставляются обычно в отожженном состоянии. Отжиг производится при сравнительно невысоких температурах (310-335 ° C) с охлаждением на воздухе. При более высоких температурах отжига повышается склонность к коррозии, поэтому для полуфабрикатов низкотемпературный отжиг имеет особое значение. Марганец несмотря на довольно узкий диапазон содержания в сплаве существенно влияет на его механические свойства. Так при содержании Mn на верхнем пределе (0,8%) при прочих равных условиях прочностные свойства на 2-3 кг/мм 2 выше, чем при содержании М n на нижнем пределе (5%). Значительное упрочнение профилей из сплава АМг6 может быть достигнуто в результате холодной деформации. Так правка растяжением в пределах применяемых на практике степени деформации (2-3%) не оказывая заметного влияния на предел прочности профилей из сплава АМг6, значительно повышает предел их текучести. Относительное удлинение при этом понижается менее интенсивно, чем у других сплавов. Следует отметить, что такой характер изменения механических свойств профилей из сплава АМг6 при правке растяжением наблюдается независимо от условий отжига, предшествовавшего правке.
Отсюда - http://almetcom.ru/page644150


Собираем корпус из АМГ что посоветуете.
в Аргонодуговая сварка — TIG
Опубликовано
Нет! Вы тут потенциальный работодатель, а мы (обитатели форума) - потенциальные исполнители Вашего проекта . За чем Вы собственно сюда и пришли.