

Mykola
-
Постов
361 -
Зарегистрирован
-
Посещение
-
Победитель дней
24
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Mykola
-
-
mikcan
Баки, как я понимаю, из чистого алюминия не делают, что и подтвердил alek956, поэтому и обратил внимание на возможный к сварке сплав. То что обычно, в случае с алюминиевыми сплавами - необычно...
 Вот это "=+" на пачке и обозначает "постоянный, + на электрод".
Вот это "=+" на пачке и обозначает "постоянный, + на электрод".Посмотрел ссылку. Как Вы собираетесь полуавтомат использовать для ручной сварки?
P.S. Рассмотрел, таки, держатель - вопрос снят...

-
Вавилов
Сплавы, в которых присутствует магний, особенно склонны к образованию водородной пористости источником которой является окисел на поверхности. Между зачисткой свариваемой детали (присадки) и сваркой не должно быть перерыва более 3 часов. Водород - основной враг сварных соединений алюминиевых сплавов, поэтому следует всячески оградить место сварки от источников его концентрации (влага, углеводороды, окислы).
-
Вы так и будете каждым постом сообщать новые подробности?... Если деталь не термообработана, то это облегчает задачу. Важно в качестве присадки найти аналогичный материал. Судя по тому, что сплав хорошо сваривается точечной сваркой, кратковременный импульсный нагрев не грозит его составу, поэтому, следует выбрать импульсный же режим сварки, позволяющий уменьшить выгорание легирующих элементов.
-
 1
1
-
-
Вавилов
Если Вам и ответят такие "человеки", то бесстрашные от незнания последствий. Если читали справочник, то не могли не заметить особенное свойство сплава - высокая прочность, возможна при специальной термообработке. Там еще сказано, что при длительной эксплуатации изделие не должно работать при температуре выше 100 градусов. Вы знаете способ восстановления свойства сплава после сварки?...
-
Вавилов
Вот выдержка из справочника:
Сплав относится к четырехкомпонентной системе Al - Zn - Mg - Cu и весьма интенсивно упрочняется термической обработкой. Полуфабрикаты из сплава В95 поставляются только в закаленном и искусственно состаренном состоянии. Это объясняется тем, что в естественно состаренном состоянии сплав В95 имеет пониженную коррозионную стойкость. Сплав В95 хорошо сваривается точечной сваркой, но не сваривается аргоно-дуговой и газовойКомментарии нужны?
-
1
-
-
mikcan
Там написано, что электрод содержит 5% кремния и подходит для сварки алюминиевых сплавов с содержанием кремния до 7%. Стало быть - силумины, литейные сплавы. Свариваемое изделие нужно предварительно подореть до температуры 150-250 градусов. Сварку вести на постоянном токе обратной полярности (+ на электроде).
Так что прежде чем варить, нужно знать материал из которого сделан бак (всяко - не литой) и придумать способ его подогрева, учитывая массу со значительным теплоотводом.
-
Лепило
Скорость сварки полуавтоматом - понятие относительное. Даже, можно сказать, индивидуальное у каждого сварщика. Все зависит от плотности тока, который Вы выберете. Т.е. сколько тока дадите на конкретный диаметр проволоки. Плотность даст глубину проплавления и колличество расплавленного металла, а уж они зададут и скорость перемещения горелки вдоль стыка. Чем выше плотность, тем больше скорость подачи проволоки, влекущая за собой колличество наплавленного металла. Вот исходя из множества этих переменных величин каждый сварщик выбирает для себя подходящий набор. Так что придется ориентироваться только на свое мастерство, которое будет расти с колличеством наплавленного металла...

-
2
-
-
Лепило
Сварку разделаных кромок нужно вести с контролируемым прожогом притупления разделки. Величина этого прожога даст ровно такое же проплавление на обратной стороне шва, а поверхностное натяжение расплавленного металла обеспечит обратный валик. Чтобы контролировать прожог отработайте технику "мазков" электродом, уводя дугу на толстую часть разделки поочередно с каждой стороны стыка и сбрасывая каплю в сварочную ванну. Все это производите на короткой дуге, удерживая образовавшуюся каплю на кончике электрода. Лучше всего для сварки в пространственных положениях, отличных от нижнего, подходят электроды с тугоплавкой обмазкой. Это можно определить, увидев на огарке электрода оплавленный стержень, окруженный несгоревшей обмазкой в виде колпачка. Такой электрод дает более концентрированную дугу с мелкокапельным переносом металла.
-
2
-
-
АВН
Специально для Вас картинка по организации труда в судоремонте, где нет причин для "отдувания" дуги...
http://www.osha.gov/SLTC/etools/shipyard/shipbuilding/index.html

-
У Шукшина есть рассказ "Срезал" о деревенском демагоге Глебе http://www.world-art.ru/lyric/lyric.php?id=6269
Наш герой АВН пошел дальше Глеба, он "срезал" целый форум машиностроительного сайта...
:
http://forum.i-mash.ru/topic_39416.10.2010 г. Кто нибудь организовывал производственный процесс по изготовлению сварных конструкций из биметаллов? Отзовитесь!Ау-у?09.01.2011 г. Жаль,что сайт машиностроения в части сварочного форума нужно понимать буквально;"Машино строение".
Приятных просмотров.
С этой "проблемой шаманизма в отдельных районах Севера" он пришел и сюда...
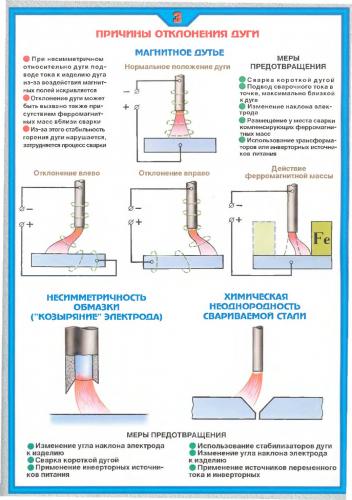
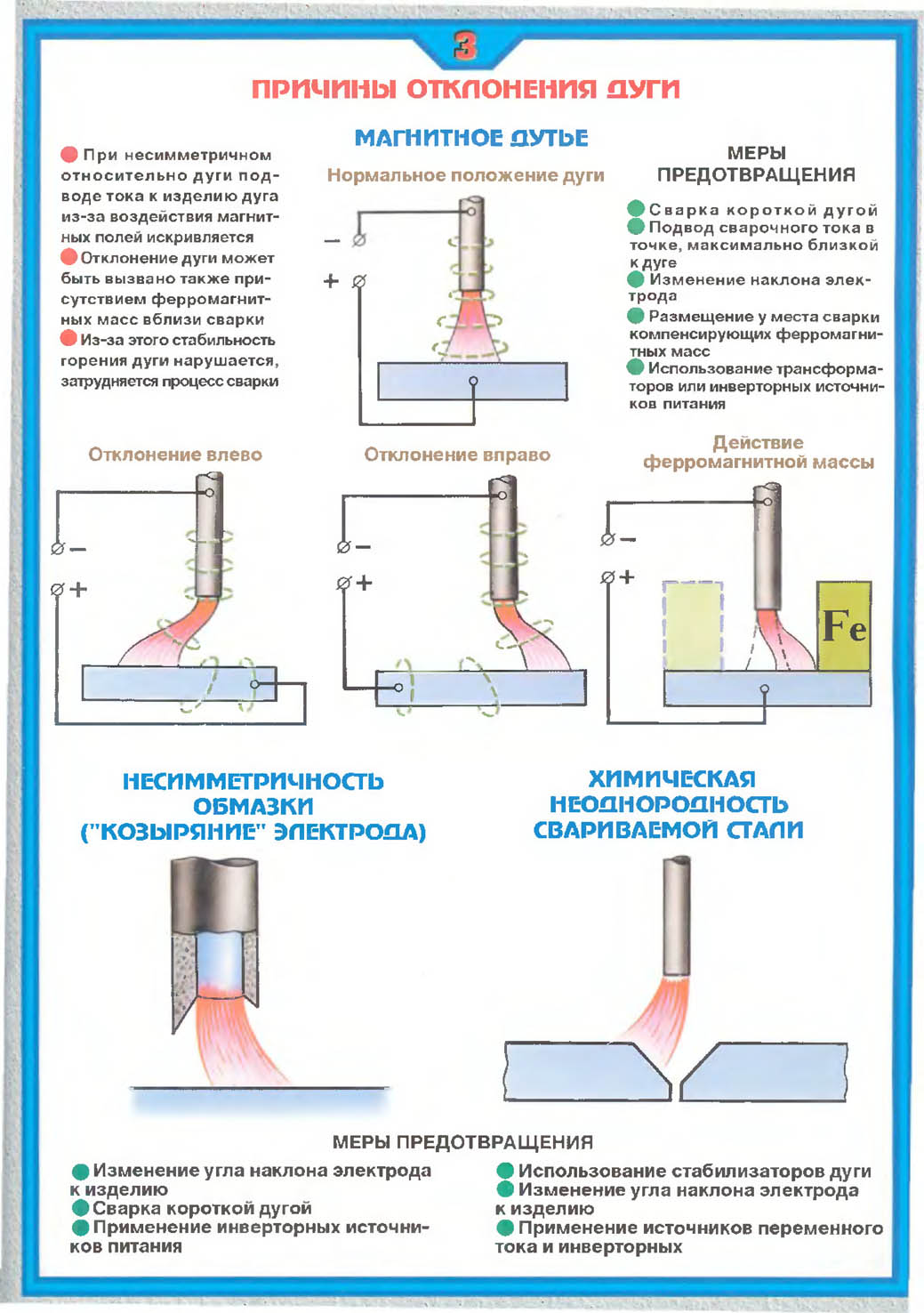
Читайте дедушку Патона, там подробно описано, а это специально для Вас с выделением основного момента:
-
grigaraz
Явление "гуляния" дуги по электроду вызывается вовсе не магнитным дутьем, а низкой плотностью тока. Чем толще электрод и ниже ток - тем больше места для "прогулок"...
Заточка электрода делается для того, чтобы сосредоточить на острие катодное (анодное, в зависимости от полюса) пятно. Если бы была техническая возможность установить вольфрамовый электрод толщиной 0,5 - 1,0 мм, то необходимость в заточке бы отпала, т.к. тока в 80 - 100А вполне хватило бы для устойчивого горения дуги. Ток, в таком случае, заполнил бы весь торец электрода и ему негде было бы гулять... -
1
-
-
Хлястики, оказывается, могут служить "всембочкамзатычкой"... Успокойтесь АВН и читайте умные книжки по "менеджменту"...

-
grigaraz
Ни слова о магнитном дутье!...
 "Настоящие сварщики" этот явление объявили вне закона...
"Настоящие сварщики" этот явление объявили вне закона... -
grigaraz
Не надо так пугать человека...
Он же не в яме работает где газ, заполняя ее объем, доберется до дыхательных путей. -
Смешно, когда хлястик воображает из себя пальто... И устраивает экзамен закройщику...
-
blazen79
Стоило месяц поработать с вмонтированными в щиток диоптриями +1,5 и газеты читать без таких очков уже не смог...
-
Возьмите у продавца штук пять электродов D=4mm и попытайтесь их сжечь с минимальным перерывом при смене... Если не отключится - смело берите. То, что нет в нем примочек в виде "Hotstart, ARC FORCE, Antistick" пусть Вас не смущает - сейчас это подразумевается. Или опускается...
-
АВН
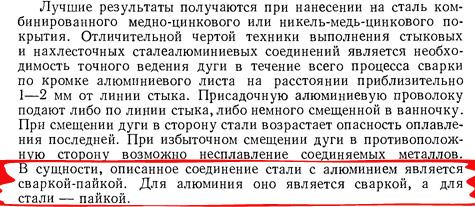
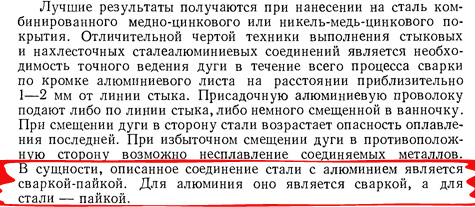
Предполагалось, что Вы все темы читаете, поэтому считал лишним повторяться по поводу сварко-пайки алюминия со сталью. Ссылку на описание технологии давал здесь: http://websvarka.ru/talk/index.php?showtopic=294
Во избежание дальнейших недоразумений, мой девиз еще со школы: "Хвалу и клевету приемли равнодушно..." и далее по тексту...

-
Удачный пример с телефоном... Я пользуюсь бюджетным, без наворотов (только звонки и СМС), поскольку понимаю, что фотоаппарат должен быть фотоаппаратом, доступ в интернет с компа - лучше и дешевле. А качественный компас я еще в техникуме, на каком-то конкурсе получил...
-
Лепило
Каждый, открывающий новую тему в этой рубрике, считает свой случай (подобия чайнику) уникальным. Поэтому, достаточно не лениться и пролистнуть, уже набившие оскомину советы, ушедшие в архив, а модератору свести бы их до кучи и, впредь, пресекать токотню воды в ступе...
 Выдохлись спецы, упрев от зряшной работы...
Выдохлись спецы, упрев от зряшной работы... -
2
-
-
АВН
Обязательно подшейте к самоучителю по сварке эту страничку...
-
 1
1
-
-
Лепило
А Вы где были?...
Профи уже высказались... Осталось добавить мнение фотографа о том, что не фотоаппарат определяет мастерство фотохудожника... -
Ну, что же, будем считать дистанционное управление - рудиментом, для "настоящих сварщиков"... Только, однажды, я встретил на заводских задворках древний транс с уже неработающей функцией его дистанционного управления. Видать, сильно поторпились изобретатели , опережая запросы массового потребителя...
-
Природе нужно иногда, на ком-то отдыхать...
-
1
-

Помогите со сваркой алюминия TIG-ом и ММА
в Остальные вопросы
Опубликовано
mikcan
Хочу еще вдогонку заметить, что сварка сплава АМг5 электродом, содержащим кремний, может создать риск возникновения кристаллизационных трещин, т.к. содержание в сплаве алюминия уже до 0,6% Si снижает стойкость против них. Есть надежда, что магний как-то сгладит это противоречие, если сплав и в самом деле АМг5...-6.