

Mykola
-
Постов
361 -
Зарегистрирован
-
Посещение
-
Победитель дней
24
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Mykola
-
-
В большинстве случаев обычной механической очистки достаточно
К этому следует заметить, что применение абразивных инструментов недопустимо.
-
 1
1
-
-
Что касается упомянутого Сатурна, то в каталоге о нем сказано:
ОБЛАСТЬ ПРИМЕНЕНИЯСварка МИГ/МАГ стандартная применяется с короткой, смешанной и
капельной дугой при использовании аргона, газовых смесей и Co
? Материалы: Низко- и высоколегированные стали, а также
алюминиевые сплавы, электроды из сплошной или порошковой
проволоки
? Металлоперерабатывающие предприятия, промышленность,
например, заводские ремонтные мастерские, ремонтные мастерские
для транспортных средств и сельскохозяйственной техники,
изготовление распределительных шкафов и систем вентиляции,
металлоконструкций, машиностроение, монтажные работы,
вспомогательные работы на производстве
Если будете выбирать оборудование от EWM, то с упором на будущее, лучше будут аппараты с технологией PHOENIX.
-
2
-
-
Александр Николаевич
Перекинуть провода в аппарате, для электрика не составит труда. Если уж "подсели" на поставщика оборудования от EWM, то лучше не заводить в фирме букет от разных производителей. Тот же Saturn 301, но укомплектованный блоком управления M2.40, даст 24 стандартные программы.
А по поводу подготовки алюминия, то (ИМХО): форум не то место, где повышают квалификацию и изучают тонкости технологии. Нужно читать специальную литературу и выбирать приемлемые для своего предприятия способы.
-
 1
1
-
-
Александр Николаевич
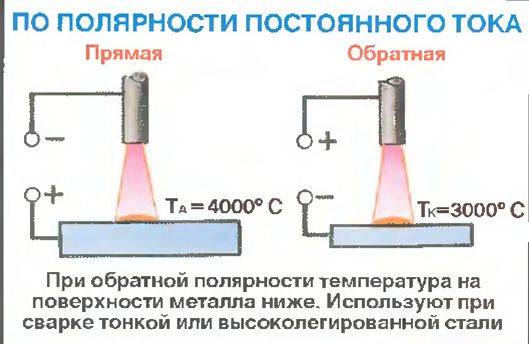
Полуавтоматическая сварка алюминиевых сплавов рекомендуется на толщинах более 3мм с использованием формирующей подкладки с канавкой. Сварка ведется на ОБРАТНОЙ полярности!

Детали и присадочную проволоку следует ограждать от всяческого контакта с черным металлом, поэтому все вспомогательные механизмы придется выполнить из алюминия или цветных сплавов. Конечно, предпочтительнее механизмы тянущего типа, но современные 4-х роликовые механизмы вполне справляются с задачей при шлангах небольшой длины. Полуавтомат лучше выбрать синергетического типа, где уже в программе прописаны режимы сварки алюминиевых сплавов в импульсном режиме.
-
2
-
-
На сталь 09Г2С нужно сделать наплавку материалом Св-10Х16Н25АМ6 или (РДС)ЭА-395/9
толщиной около 6мм с подогревом 250 град. с последующим медленным охлаждением (желателен высокий отпуск). И только потом аналогичным материалом вести сварку с аустенитной сталью.
-
Это для пущей скорости ответа - один и тот же вопрос в разных темах?...

-
Ujyn
При сварке импульсами, естественно, необходимо уменьшение скорости сварки. Если не прибегать к ее уменьшению, следует увеличить напряжение дуги. Так гласит теория дугового сварочного процесса...
-
Лепило
Существует основной принцип сварки: металл шва не должен быть тверже и прочнее основного металла. Там все равно появляется заведомо слабое звено - околошовная зона...
-
prushkovitz
О судьбе Вашего букваря судить не берусь, а вот учебник по сварке - точно был пущен на самокрутки...
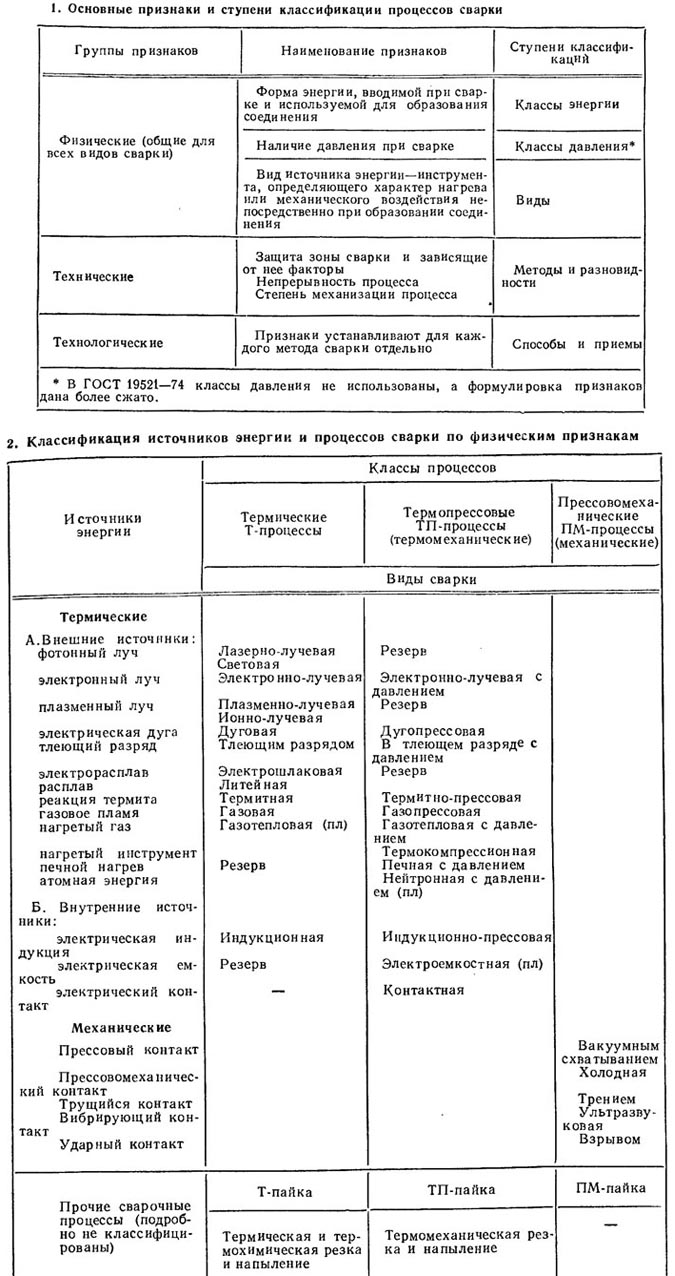
Вот здесь ПРИНЦИПИАЛЬНЫЕ отличия существующих видов сварки: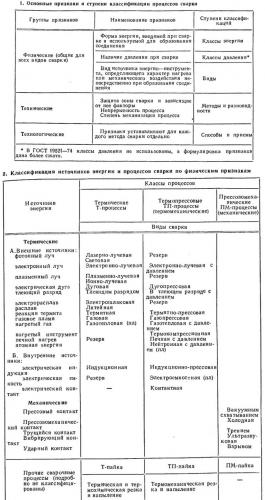
Если Вам и дальше хочется выставлять себя в глупом свете, можете продолжать свои доказательства...

-
Может быть, на будущее, кому пригодится ряд схем инверторов: www.soel.ru/cms/f/?/363319.pdf
И еще дополню: http://radio-hobby.org/modules/news/article.php?storyid=589
-
1
-
-
blazen79
Там на снимке не видно обозначений под тремя клицами, вероятно, есть еще возможность переключения индуктивности. Главное не запутаться в таком обилии регулировок...
-
blazen79
А что бы Вам хотелось еще тоньше настроить?...
Одной таблэтки достаточно... 
-
blazen79
Судя по индексу 358 - это его номинальный ток. Возможность разбить этот диапазон на четыре ступени и еще каждую на десять, указывает на довольно большой запас вольтамперных характеристик, что позволяет довольно тонко, в сочетании со скорость подачи, подобрать режимы сварки.
-
prushkovitz
По-вашему, методу MIG нет места в сварке высоколегированных сталей. И разницы между легированной и ВЫСОКОлегированной сталями нет. Вопросов в предложениях не ставлю. Это вытекает из ваших "опытов"...
-
morgmail
Может укажите на принципиальные "ошибки" технологии сварки предложенной стали...? Не тот сварочный материал? Не тем газом? Молодому человеку захотелось блеснуть своими знаниями и он выискивал дефекты, цепляясь к мелочам, не имеющим отношения к конкретной технологии. Для него металлургические процессы в сварочной ванне - пустой звук. Так я понял, по отсутствию реакции на рекомендации производителя стали и сварочной проволоки.
-
Вопрос для "настоящего сварщика"... Уже требует отдельной темы. Хорошо бы модератору выделить, а Вам аргументировать ПРИНЦИПИАЛЬНЫЕ РАЗЛИЧИЯ. Рукоплескающие, надеюсь, тоже представят свое мнение...
-
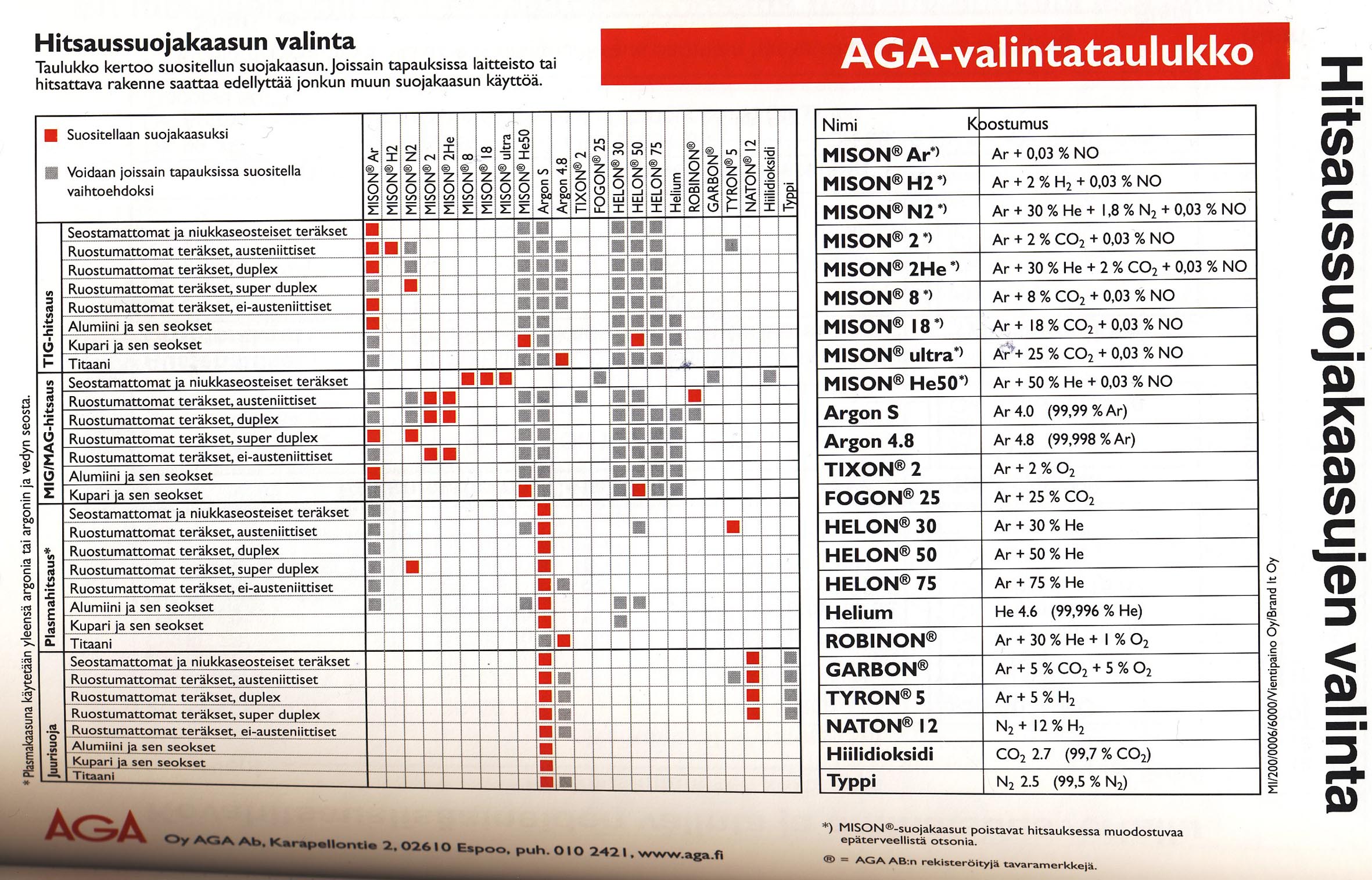
Это, замечу, уже рекомендации AGA. Мы, определенно, руководствуемся рекомендациями от производителя стали. Красный квадратик - рекомендуемый, серый - альтернативный. Обратите внимание на супердуплексную сталь (рассматриваемую нами) там нигде нет, даже среди альтернативных, окислительного компонента, так любимого Вами СО2, а в очень малых долях азот или его окись, повышающие стойкость к межкристаллитной коррозии. Торжествуйте - AGA рекомендует примесь к аргону...
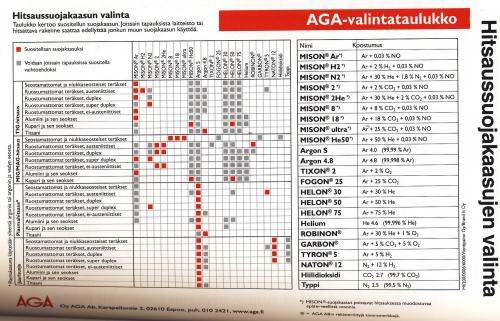
Вы, так настойчиво противопоставляющий процессы МИГ и ТИГ, обратите внимание на идентичность применяемых газов в этих процессах для рассматриваемой стали.
-
1
-
-
А на 262 странице таблица выбора газов
-
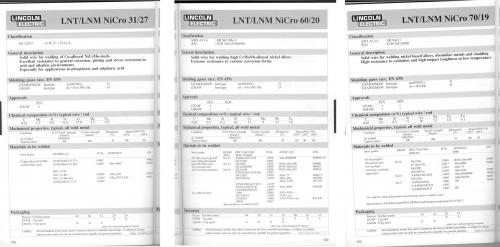
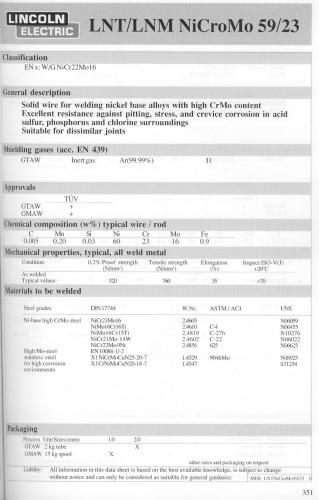
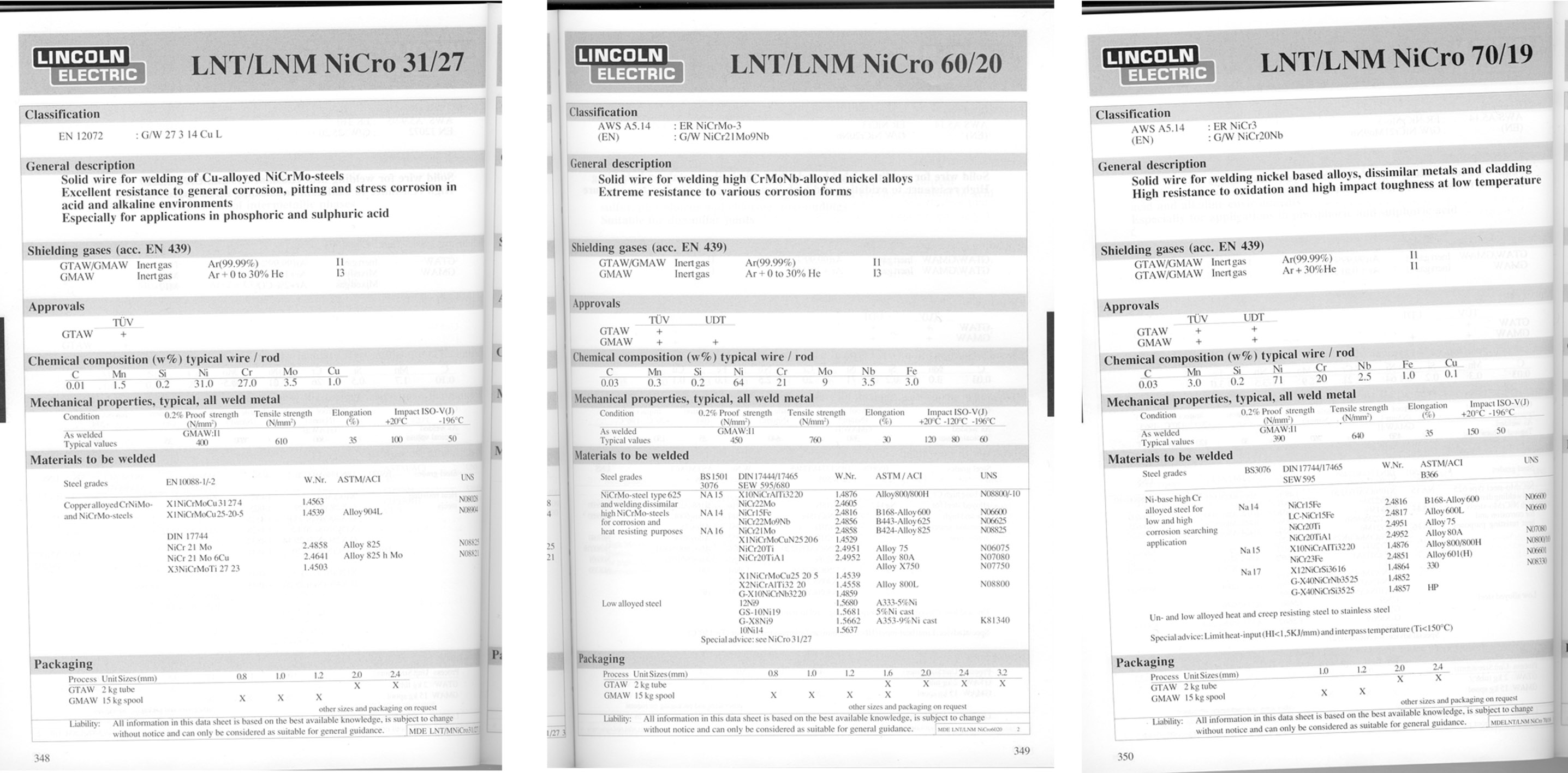
Ну, и чтобы Вам была работа по тяжбе с Линкольном вот еще ряд хромоникелевых проволок. Попробуйте их убедить в опечатках...
-
prushkovitz
А для МИГа должны получить рекомендацию от Вас?...
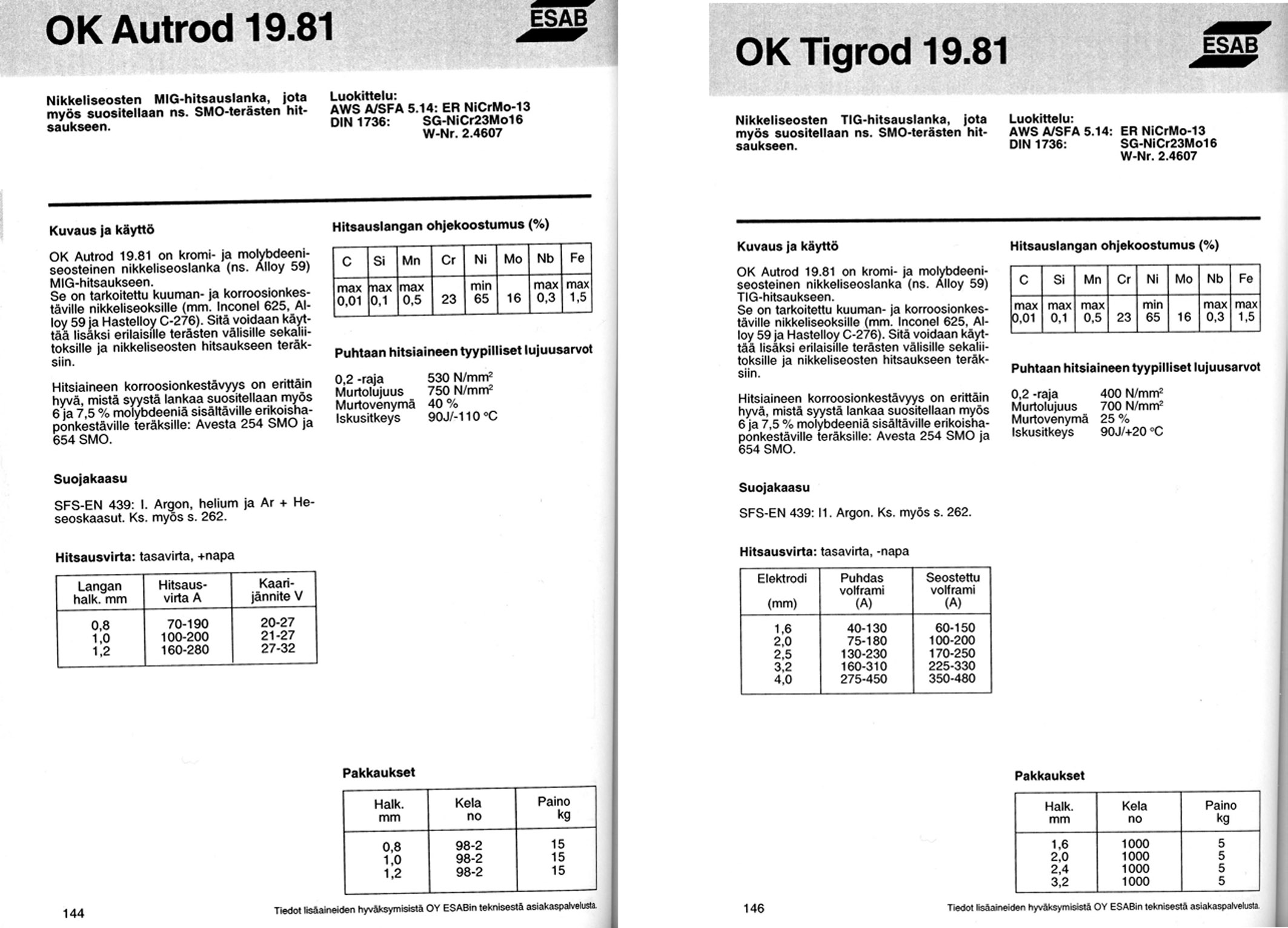
Вот еще в защиту ESAB от подозрений в опечатке. Только слепой или очень упрямый в своем заблуждении не увидит разницы между рекомендациями для Тигрод и Аутрод...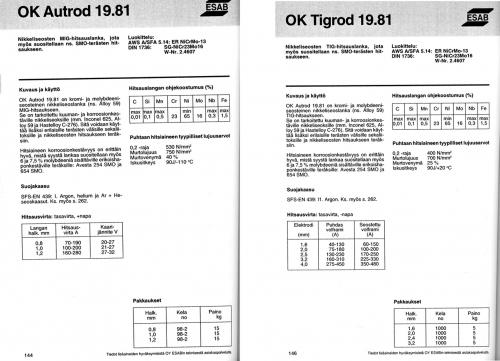
-
Последний гвоздь в эту тему рекомендация производителя стали: http://www.divisionetrading.it/index.php/en/super-austenitic-s31254-14547-f44?witfrom=adwords&gclid=CNXmhNGc-6YCFUgTfAod3heAGQ
Справа в документе ПДФ
Для ясности там написано "дуговая сварка покрытым электродом или сварка в ИНЕРТНОМ газе. А если бы были знакомы со справочником Линкольна, то так торжественно не радовались бы, а заметили, что проволока идет с маркировкой LNT/LNM (для TIG/для MIG) взгляните. Специально для Вас сосканировал...
-
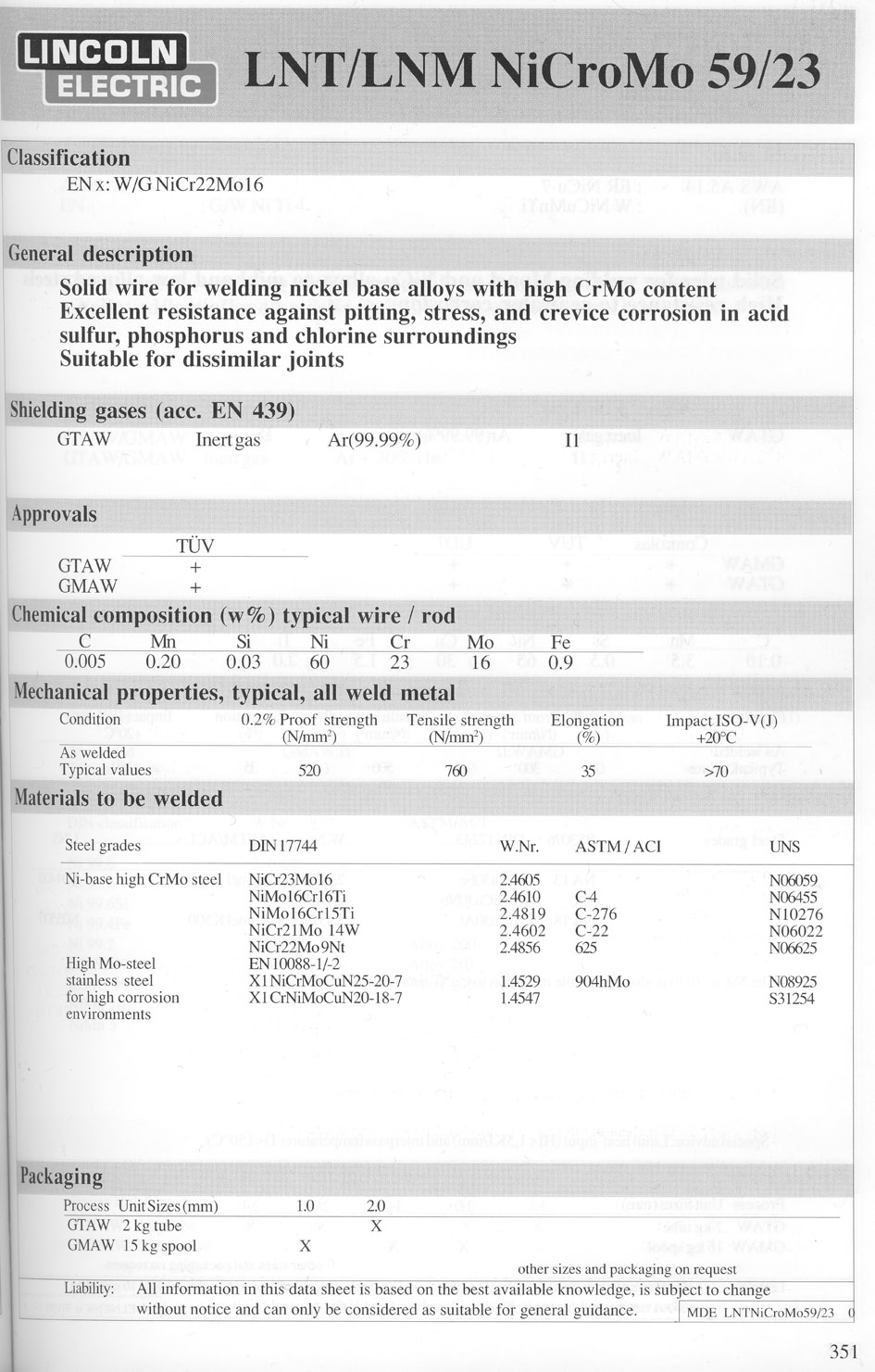
Я Вам открою страшную тайну...
В справочнике Lincoln Electric хромо-никелевые сплавы тоже рекомендуют варить в чистом аргоне или смеси с гелием http://content.lincolnelectric.com/en/pdfs/products/literature/LNTNiCroMo5923.pdfА есть еще спрвочник немцев Oerlikon, а за ним наивные корейцы Kiswel и все уже стоят в очереди за Вашими ценными указаниями...
-
prushkovitz
Не передергивайте! Я варил конструкционную сталь. Чистый аргон был в рекомендации ESAB для аустенитной стали и я отстаивал правильность этого выбора.
И угомонитесь уже флудить. Вы всем доказали какой Вы умный...
Осталось только научиться управлять полуавтоматом... -
prushkovitz
Что Вы натворили?!...
 Сечас прочитают ПРАВИЛЬНУЮ технологию все, кто работал по НЕПРАВИЛЬНОЙ технологии ESAB и забросают их исками - банкротство крупнейшего производителя сварочных материалов неизбежно!...
Сечас прочитают ПРАВИЛЬНУЮ технологию все, кто работал по НЕПРАВИЛЬНОЙ технологии ESAB и забросают их исками - банкротство крупнейшего производителя сварочных материалов неизбежно!... Выходит то, что я получил на "Фрониусе", дав на 1мм 320А со скоростью подачи 28 м/мин (Ar+2%O2) было фантомом ротационной дуги. Правда, кратер глубиной проплавления 6 мм и 200 метров сваренных подкрановых балок были вполне реальными.
Полуавтоматическая сварка алюминия
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
Александр Николаевич
Если не ответили, значит слишком специфические Ваши запросы. До которых не додумались производители, чтобы выделять сварку алюминия в отдельную отрасль...