

Mykola
-
Постов
361 -
Зарегистрирован
-
Посещение
-
Победитель дней
24
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Mykola
-
-
Телематика
Потому, что тактильные ощущения от реального электрода (опирание на обмазку, поддержку капли металла в размере определенной поверхностным натяжением и т.п.) дает только сварка реального металла с определенной толщиной. Безалкогольное пиво, электронная сигарета, резиновая женщина, виртуальный секс - теперь этот девайс...
 Куда мир катится?! Такое мог придумать только электронщик никогда не державший в руках электрододержатель! Денег жаль, в конце концов...
Куда мир катится?! Такое мог придумать только электронщик никогда не державший в руках электрододержатель! Денег жаль, в конце концов...-
 9
9
-
-
prushkovitz
Ко всему, Вам еще нужно научиться доходчиво формулировать свои мысли...
 Это только Чехову было доступно: словам тесно - мыслям просторно...
Это только Чехову было доступно: словам тесно - мыслям просторно... 
-
Очень повеселил меня сюжет об этом чуде техники, показанный по телевизору. Хотелось бы услышать сколько "намыто" с внедрения его. Не удивлюсь цифре, на которую можно было бы купить расходных материалов на год вперед. Извиняюся за скепсис, поскольку собственноручно, близкой к сотне учеников, "ставил руку" на ручную дуговую сварку...
-
1
-
-
Spec
Сравнением цен добили окончательно...
Не меня - уровень российской промышленности... -
hau
Я смог добиться эффекта ротационного переноса на синергетическом "Фрониусе". На "Кемппи" и "ESAB", со скоростью до 18м/мин - гиблое дело. Есть у меня образец отработки технологии сварки подкрановых балок со стенкой 8мм и полками 10 - 12мм. Без разделки - полный провар при сварке с обеих сторон и минимальная грибовидность без необходимости ее править.
-
prushkovitz
Дискуссия приобретает форму "сказки про Белого Бычка"...
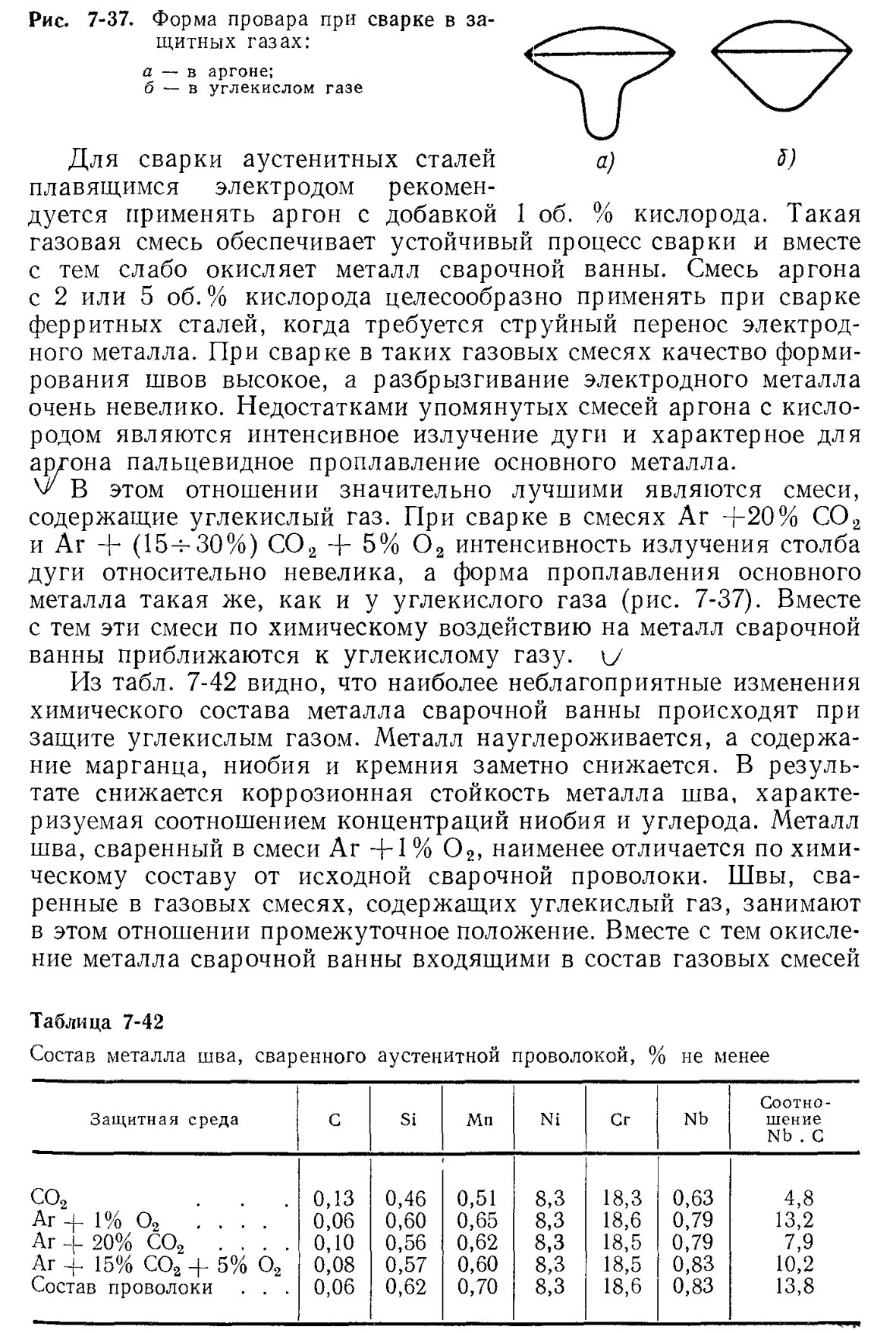
Я даю рекомендации производителя, а Вы пытаетесь МЕНЯ переубедить в том, что ОН не прав. Сравнительная таблица состава сварного шва, выполненного разными смесями, с составом проволоки, говорит в пользу наименьших примесей в аргоне.К слову о Ваших картинках: не указаны режимы, при которых добились такого провара. Если Вы глубже вникнете в технологию, то заметите, что плотность тока там не менее 350А/мм2 и не факт, что на таких режимах в чистом аргоне можно получить нечто противоположное.
P.S. Возможно это для Вас оно "свежее" исследование, переписанное с учебника 70-х годов...
Надеюсь, что инфомация о настройке полуавтомата оказалась тоже свежей. -
prushkovitz
Про чистый аргон, в конкретно рассматриваемом случае, мы уже давно проехали, ударившись в общие принципы. Вы обещали вправить мозги производителю сварочной проволоки...
А мое утверждение о второстепенном влиянии газа на сварочную ванну ничем не противоречит статье. Поскольку, при неправильно подобранном электрическом режиме, никаким газом не исправишь "веревочный" шов. Что Вы, на протяжении всей дискусии, пытаетесь доказать. -
АЗАРА
Это, так называемый, биметаллический железо-никелевый электрод с небольшими добавками ниобия и алюминия, связывающих углерод в стойкие карбиды. Близкий по составу (но без ниобия), названный электрод ОЗЖН-1. У него обозначение по DIN ENiFe-1BGII.
-
prushkovitz
Для полной ясности, чтобы не создалось впечатление о моем произвольном толковании, выдержка из учебника Патона 1974 года (к вопросу об "устаревших" законах)
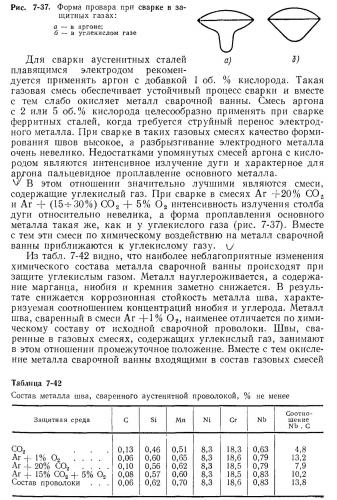
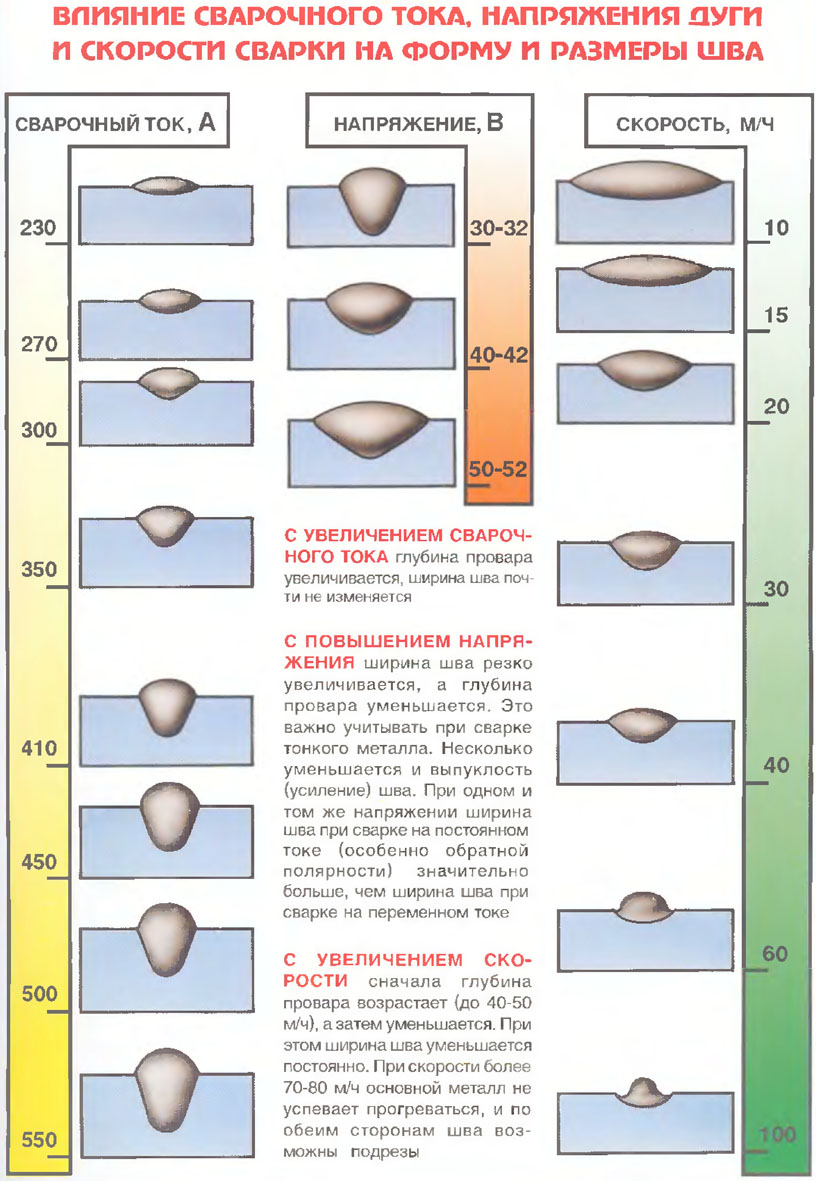
Для того, чтобы выйти из заблуждения по поводу роли чистого аргона, обратите внимание на форму провара.
Вы показали красивые картинки, забывая, что эти швы получены в результате сочетания жестких режимов с газами на основе аргона и доказываете их преимущество перед углекислым газом.
-
prushkovitz
Это не я считаю, а тот, кто ниспослал нам физические законы...
Форы мне не надо, я не бегун, а тренер...-
1
-
-
"Спецэлектрод" выпускает электроды МНЧ-2: 66%Ni, ОЗЖН-1: 48%Ni, ОЗЧ-3 и ОЗЧ-4: Ni-основа
-
prushkovitz
Свойства сварочной дуги и влияние ее на сварной шов не устаревают! А газы выполняют при них только вспомогательную функцию, оказывая влияние на металл сварочной ванны.
Переключая ступени мы переключаем вольтамперные характеристики, а скоростью подачи проволоки, в пределах конкретной ВАХ ищем "рабочую точку" наиболее благоприятную для горения дуги. Уходя от этой точки влево или вправо, меняем длину дуги за счет скорости ее плавления. Остальное я описал выше. Получение Вами "горбатых" швов говорит о неумении подобрать режим для конкретной толщины металла. Не надо так боготворить газы...
-
prushkovitz
Я все понял и могу сделать заключение...
Вам нужно подучить матчасть... А заодно посмотреть на эту картинку, где показано, как РЕЖИМЫ влияют на форму шва, но не защитный газ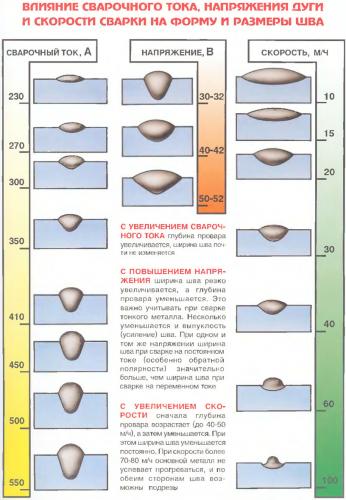
-
prushkovitz
Что за аппарат у которого не меняя ток, есть возможность менять напряжение? Это как-то не согласуется с жесткой вольтамперной характеристикой источника, где каждому значению напряжения соответствует определенный ток. На этом строится саморегуляция дуги. В пределах одной вольтамперной характеристики, изменяя скорость подачи, можем менять длину дуги и, стало быть, в небольших пределах - напряжения. Соотвественно, на короткой дуге - мелкокапельный перенос, на длинной - крупнокапельный.
-
-
Смысл в том, чтобы повышать напряжение, при этом не сильно повышая подачу.
Это как?

-
alek956
Это еще круче, чем спрей...
Там непрерывная струя металла, как буравчик ввинчивается в металл. -
А что касается проплавления, так следует заметить, что только в среде аргона на больших плотностях тока можно добиться турбопереноса металла, дающего очень глубокое проплавление. Другое дело, что не все полуавтоматы могут подать проволоку со скоростью выше 20м/мин.
-
prushkovitz
Чтобы не упасть лицом в грязь, предварительно почитайте статью по сварке аустенитных сталей...
В выбранных проволоках углерода от 0,01(19.81) до 0,03(19.82), а увеличение его в металле шва 0,08-0,12 резко повышает склонность к межкристаллитной коррозии. К тому же, в окислительной среде интенсивно выгорают легирующие элементы, которые нужно компенсировать увеличенным их содержанием в проволоке. Так что "хозяйин знае, шо кобыли робэ"...
-
Balbes
О том, что в российской науке о сварке не так все плохо говорит список диссертаций последних лет: http://www.lib.ua-ru.net/disser/ru/svarka.html
-
prushkovitz
Свое категоричное замечание по поводу использования газа отправьте производителю сварочных материалов ESAB:
OK Autrod 19. 82Коррозионно и жаростойкая проволока на никелевой основе для сварки и наплавки никелевых сплавов, сварки высоколегиро-ванных, коррозионно и жаростойких сталей, а также для соединения разнородных металлов.Обеспечивает высокую пластичность шва при низких температурах.
Применяется для сварки емкостей, трубо-проводов и др. конструкций в химической промышленности и химмашиностроении.
Обычно сварку производят в чистом Ar, возможно использование смесиAr / He или чистого He.
Ток = (+)
Выпускается:
ф 0,8; 1,0 1,2; 1,6 мм на катушках весом 15,0 кг.;
ф 2,0 – 25,0 кг.
Думаю, они оценят его...
-
вытекает неутешительный вывод - комплексно вопросами сварки никто не занимается.
Потому, что невозможно объять необъятное...
В таком случае, инженер должен быть электронщиком, металлургом, механиком и технологом - в одном "стакане" и еще немножечко уметь варить, хотя бы основными, распространенными видами сварки. В общем то, не так все мрачно, как нарисовано, если окунуться в зарубежные разработки. Там, вероятно, умеют составлять технические задания, перекрестно, все перечисленные специалисты... -
Balbes
Раскрыли глаза - ужаснулся своему невежеству...
И кинулся изобретать вечный двигатель... -
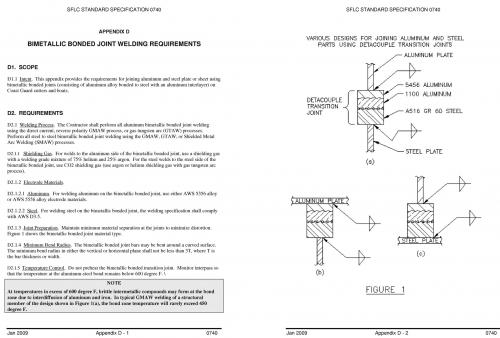
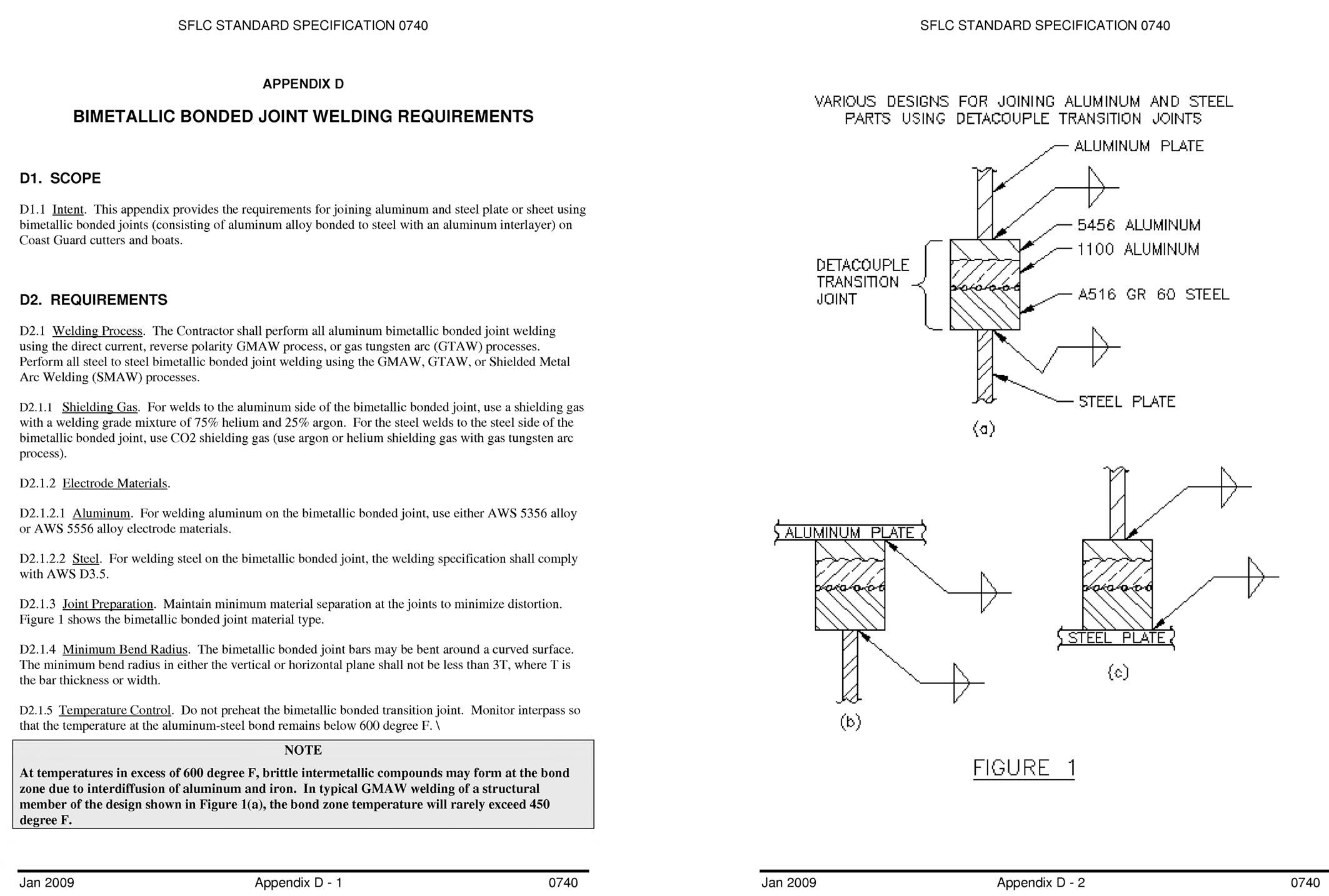
Те, у кого нет аллергии на американские стандарты, могут полюбопытствовать...
Тем, у кого от просмотра может возникнуть анафилактический шок, не рекомендуется...
-
1
-
Сварка нержавеющей стали полуавтоматом
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
Прямо в Швецию позвонили?... Или торгашам из ближайшего дилерского офиса? На машиностроительном форуме один читатель озаботился сваркой алюминия на ESABовском полуавтомате, так приехали такие же "представители" и не справились с задачей. Так что не смешите мои тапочки...
Или торгашам из ближайшего дилерского офиса? На машиностроительном форуме один читатель озаботился сваркой алюминия на ESABовском полуавтомате, так приехали такие же "представители" и не справились с задачей. Так что не смешите мои тапочки...  Щаз шведы кинутся исправлять ошибку во всех виртуальных каталогах и на бумажных носителях начиная с 2000 года (у меня финский справочник за этот год).
Щаз шведы кинутся исправлять ошибку во всех виртуальных каталогах и на бумажных носителях начиная с 2000 года (у меня финский справочник за этот год).
А что касается "по существу", так я все сказал в своем ответе rasputinу. Это Вы, в стремлении блеснуть эрудицией, заболтали его флудом.