PecToPaH
-
Постов
517 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент PecToPaH
-
Работаю в tecmen 820s и tecmen 715s. Честно скажу 715 намного удобней, к примеру в 820/815 не каждый СИЗ поместится в отличии от 715(стандартный респиратор полумаска с фильтрами свободно помещается при максимальном приближении оголовья к светофильтру), вес у 820/815 тоже не выигрывает. По поводу оптического класса. Конечно 1/1/1/1 будет лучше 1/1/1/2, но даже в постоянной работе это не вызывает дискомфорта, для того чтобы началось искажение затемнения надо головой очень сильно крутить(право-лево, верх-вниз), а обычно сварщик смотрит в район сварочной ванны(то есть в центр светофильтра), а там уже все нормально. Ну и разница между светлым(открытом) состоянии есть это 2.5DIN у 715/800 и 4DIN у 820/815, то есть 715/800 в этом плане лучше. Насчет диоптрии, в любую из перечисленных масок можно установить стекла на специальные крепления.
-
Нашел вот такой канал, может кому пригодится. Радует качество съемки.
-
Нормально, а что это за анкап пристройки в подъезде ?
-
Отлично, а что за электроды использовались ?
-
Деды мучались и мы будем.
-
Спасибо, учту.
-
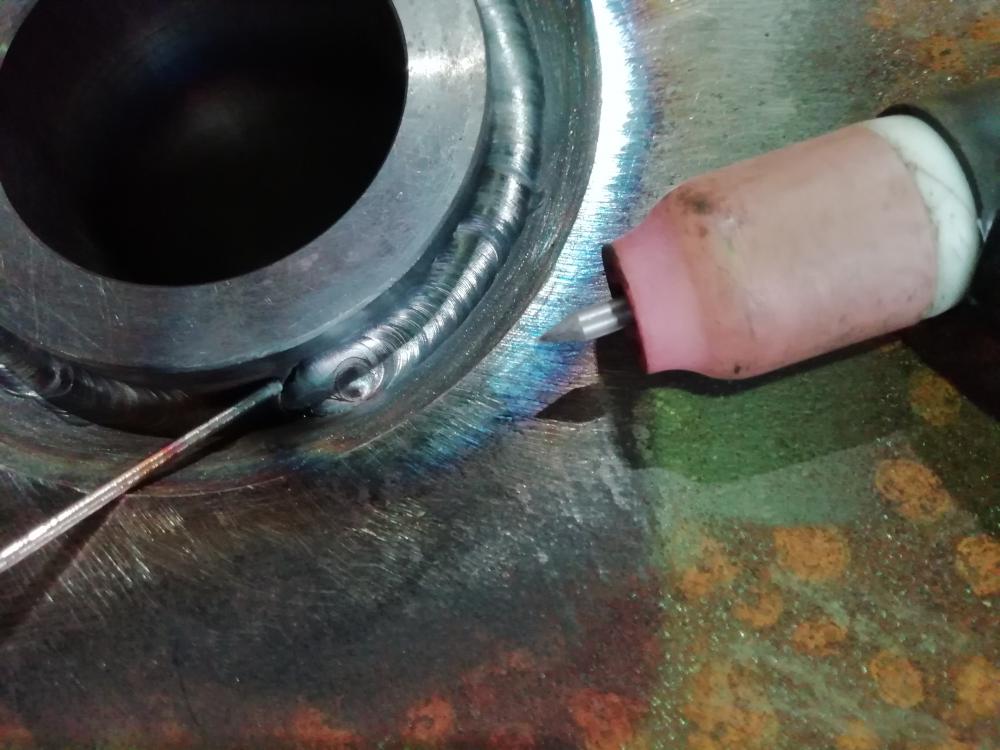
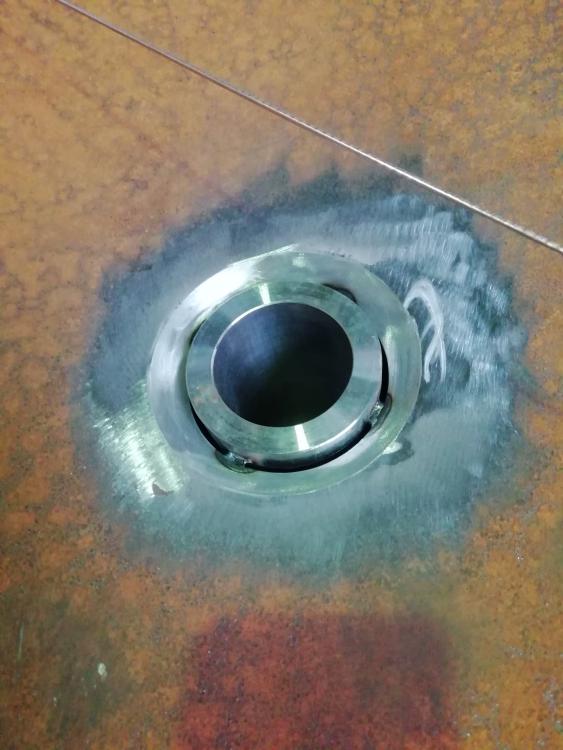
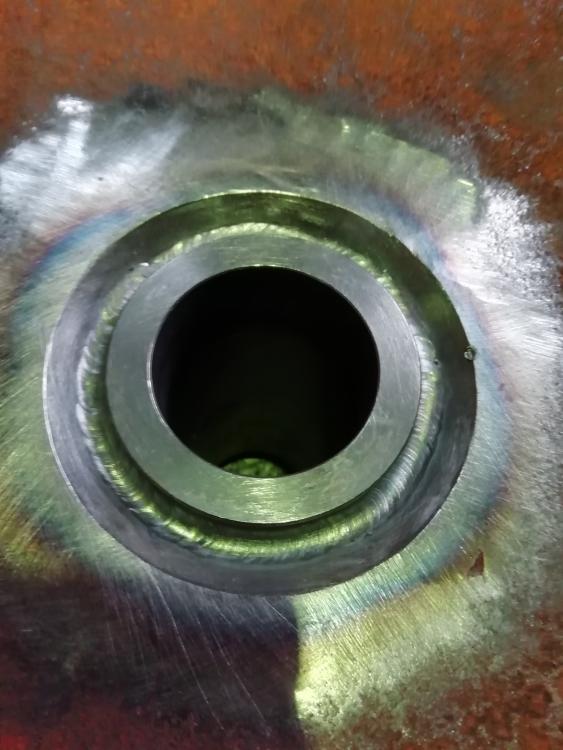
Накладка под опоры. Толщина 25мм Катет 20 Прилегание не идеальное, потому и количество проходов разное. Сами опоры. Шов Т8 Режим РАДС Первая проба пера так сказать. 180-200А

-
Возможно плохо скользит по каналу, утыкается в наконечнике. Можно попробовать расслабить ролики. Иногда помогает установка тефлонового канала.
-
ЦД провести и все дела, то что не видно невооруженным глазом - покажет, а то что не покажет все равно не найдешь. Но краска стоит определенных денег.
-
 Спорное решение- сборка подобных танков, особенно для сварщиков. Коробочки из пластин, труб и патрубков ,намного лучше- на мой взгляд. С испытанием на герметичность.
Спорное решение- сборка подобных танков, особенно для сварщиков. Коробочки из пластин, труб и патрубков ,намного лучше- на мой взгляд. С испытанием на герметичность. -
Какого диаметра проволока ? Судя по фото слишком много подачи/силы тока накрутили.
-
Что то какие то маневры пошли от SAV
-
Вот еще. Труба + колпак, стенка 16мм ; отвод + резьба стенка 10-12мм 18-19V , 110-130А(2.5-2.8м/мин) Контроль: Гидроиспытания. Ширина шва 12-16мм
-
Трубы, корень, заполнение и облицовка на одном режиме. 18-19V , 100-115А (2.4м/мин) Контроль: гидроиспытания. Лист, толщина 90мм. Корень 19-20V , 150-160A (3.9м/мин) Заполнение 33-34V 270-290А(7.1м/мин) Облицовка 32-33V 240-260A(6.8м/мин) Контроль: УЗК На облицовке ошибку совершил, надо было поднабрать побольше заполнения, из за чего вышло не очень. Как отмазка можно сказать что шов все равно счищается заподлицо+ мех. обработка.
-
А что то кроме коробок сваривали ? Может еще есть пара фоток
-
Да то что там ничего важного это и так видно. Такое можно и сверху-вниз проходить.
-
Швы надо до конца доводить.
-
Топовые советы по вылету проволоки в 50-100мм Тут вроде как все коротко рассказано.
-
Сплавление обеспечивается правильным режимом и техникой. Вот и все.
-
Как тема про провар-непровал стала темой о бестележечном вагоне ?
-
Нормальные швы. Хотя с учетом нововведений было бы неплохо зону сварки зачищать
-
Если соберетесь надо всеми видами переноса попробовать. Да тут если и делать то было бы неплохо большой разбор снять. Хотя в интернетах хватает подобных видосов конечно.
-
просто DCS
-
Хотелось бы увидеть фото сварки(швов), если это конечно возможно.