Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
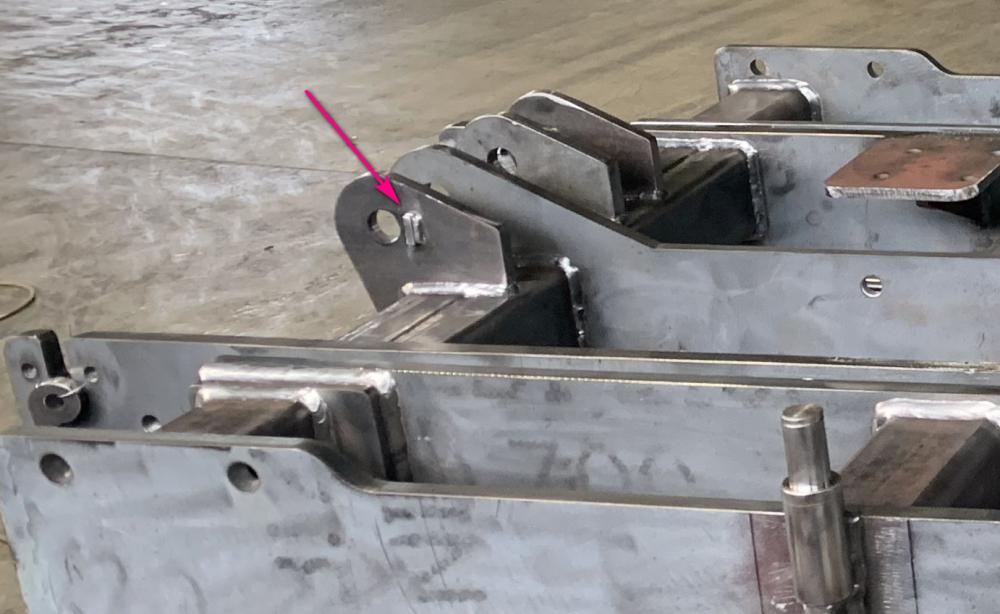
@Rayans, чем тоньше шов, тем лучше. Потренируйся на кошках сперва. Я бы разделил всю длину шва по три сантиметра, разметил, в этих местах поставил бы прихватки, и пошёл накладывать швы по три сантиметра от прихватки до предыдущего шва. Первый шов по центру. И далее от него к краям двигаемся короткими швами в обе стороны. Нет возможности зажать -- прихвати к корыту какие-то жёсткие профиля. Потом отрежешь, зачистишь. Только думай перед каждой прихваткой -- как ты её отрезать будешь. По окончанию сварки можно изделие погреть немного по шву. И дай ему отдохнуть, привыкнуть к новой позе пару часов, потом отрезай профиля которые её держат ровно. Прихватки с обеих сторон. Обязательно. Нольвосемь-один -- не критично. Главное чтобы шов был не более 5 мм в ширину. И чем холоднее режим -- тем лучше.
-
Профильный врач на форуме, это просто великолепно. Я имею ввиду, что для сварщиков вы -- профильный специалист. Наш основной инструмент -- острое зрение. Наша работа -- наблюдение за событиями происходящими на площади 4 на 5 мм. Вот про образования хотелось бы пападробнее -- в каких областях ваше мнение, на самом деле является знанием.
-
 @svar20noi, поверка манометров на котельной -- раз в год. Делайте виводы. Допустим будет, и что?Нет разницы между 14 и 18 л/мин для сварки на п/а. А цена одного деления манометра на высоком давлении 10 атм.
@svar20noi, поверка манометров на котельной -- раз в год. Делайте виводы. Допустим будет, и что?Нет разницы между 14 и 18 л/мин для сварки на п/а. А цена одного деления манометра на высоком давлении 10 атм. -
Ну та же ситуация в принципе -- в сварочной проволоке достаточно раскислителей чтобы победить атмосферный кислород, но у нас в воздухе есть ещё вода, которая в условиях сварочного процесса распадается на кислород-водород, а последний прекрасно растворяется в кристаллической решётке стали, и начинает её напрягать. И чем ниже температура, тем больше он её напрягает, что ведёт к повышенной хрупкости наплавленной стали на морозе. И есть ещё такая неприятная весчь как азот -- он не помещается в кристаллической решётке, а в расплаве -- очень даже охотно помещается. И вот в момент остывания, вернее застывания металла, азот оттуда пытается выйти, и металл вспенивается. Насыщение азотом наплавленного металла идёт уже в момент его переноса с проволоки на основной металл. Таким образом это сплошная пена. Так что не -- не лучше.
-
Как бы это выразиться...Массив... Сварной шов на заборном профиле настолько массивен, по сравнению со стенкой этого профиля, что он превышает её прочность, при любой структуре металла. Вот в этом опасность. На приведённом тобой примере можно сделать вывод, что всё ок, и заварить что-нибудь другое, где толщина металла будет соразмерна с поперечными размерами шва, а нагрузка будет для этого элемента уже серьёзной, и тогда вот может случиться разрыв соединения по наплавленному металлу. При минус пятнадцати, плюс нагрузка из снега, например. Есть у этой самозащитки, именно у этой, которую продают в магазине: "Всё для сада и огорода", один интересный косяк -- хрен знает что это за проволока. Смотришь тип проволоки, ищешь что это за стандарт такой, и понимаешь что это тот самый магнитофон фирмы Soni. На неё нет никаких характеристик, которые есть у проволоки попадающей под стандарты. Наши ГОСТы, или ихние, или просто четко прописанный химсостав и механические свойства наплавленного металла -- ничего нет, из чего можно делать выводы по применению. Может и правда оно делается по технологии линкольна, ну так чо бы не писать тогда конкретный тип проволоки по классификации линкольн? По закону низя? Ну возможно. Может обычный п/а не сильно подходит для этой технологии -- тоже возможно. Мы не знаем.
-
Да. Между рядками, и в самом рядке.Таким образом убивает сорняки. Да нет, не должен. Просто вот я нарвался на такое мнение от одного из посетителей выставки.От Одного из посетителей. Вообще по выставке аккуратно поваренного не так уж и много. Выставка вот: ЮГАГРО Краснодар 22 –25 ноября 2016 ВКК "Экспоград Юг" - Выставки - Форум сварщиков Вебсварка (websvarka.ru) @rumb, я смотрю наша беседа уже не только нам интересна -- давайте переедем в тему режимов п/а. Мы вроде о них говорили. И здесь уже с чистой совестью продолжим.
-
скорее не цену, а приманивают покупателя. Мы тут, на форуме, недавно удивлялись, что на селко нет всех этих супермодных режимов, зато он самый дорогой из европейских брендов. Вот и пойми их. Уже всё есть. правда у селко нету, но у кемпи емнип и ещё у кого-то... есаб штоле. Косим под европу. У них в основном такие швы. Как мне сказали на выставке сельхозтехники: "Да ладна -- у нас (в России) так не варят". Вот это как раз сельхозтехника премиум класса. Эта машина стоит миллион.
-
Это удобно и быстро. У меня на одном изделии 140 ампер-пульс, 180 ампер-пульс, 140 ампер-КЗ и 120 ампер-КЗ. Я понимаю -- все три режима можно раз настроить и загнать в память, но вот у меня тут зазорчик образовался которого на предыдущем изделии не было. И как бы хочется тут не 140, а 120 ампер примерно сделать. Чтоб шов не отличался от соседних. Это важно, это товарное изделие. Мне достаточно крутнуть энкодер, и ничего не перенастраивать. Это сейчас не всем будет понятно, но на наших изделиях все швы гладкие, ровные, и плоские. Никаких вертикалов, никакой чешуи -- всё гладкое и плоское. Вот тогда и нужно чтобы синергетика всё делала хорошо во всём диапазоне. Чтобы не запоминать, что "вот для 100 ампер-КЗ мне надо было индуктивность чуть убавить... или прибавить... гдетож записывал..." -- не надо ничего записывать, настраивать -- один энкодер. Тут толстое, 16 мм приваривается к 18 мм -- 220 ампер-пульс, а тут к нему же приварен ограничитель -- кусочек квадрата 6х6 мм, значит 120 ампер-КЗ, и погнали дальше.

- 381 ответ
-
- 11
-

-
А кто разрешал курить в этой комнате?
-
Приходится. А шо делать -- вопрос то простой -- кто тут вабще для кого. Модераторы для форумчан, или форумчане для модераторов. Вот и смиряемся. По факту ты наехал на личность форумчанина. Это особо тяжкое, я уже говорил об этом, не превращайте это в систему, иначе форум сам очистится от нас всех. @selco, ДядьВалера, насчёт ватсапа он прав -- заведи. И кроме ватсапа есть ещё идеи, где бы нам поговорить в прямом смысле слова.
-
@Lexich, а 14 литров это мало для чего? У меня примерно такой расход на промышленном п/а, у которого внутренний диаметр сопла 18 мм. Вам надо больше?
-
А это уже публичное обсуждение действий модератора. И этого делать нельзя.Есть две вещи, которые уничтожают любой форум -- переход на личность, и обсуждение действий модератора. Эти вещи строжайше запрещены везде и всюду, и не потому что личность обидеться может, а потому что форум разрушается от этого. Примеры тебе известны -- ты сам в этом участвовал.
-
@Hlorofos, я досмотрел. Аахренеть -- хожу туманом прибитый.
-
Это через недельку, если никто из модераторов ещё не накинет.
-
Ты не правильно понял. Основные корректировки: индуктивность, длина дуги, и почему то время отжига вынесены "под руку" -- то есть далеко лезть не надо. Настройка стартового тока, и заварка кратера присутствует в 2Т и тоже постоянно под рукой. Причём эту настроенную циклограмму можно быстро отключить, так как на прихватках такая программа мешает. И потом снова её подключить одним нажатием кнопки когда прихватки кончились. В 4Т циклограмма будет посложнее, но тоже быстренько настраивается. Единственное что не нравится мне в настройках, это то, что сопротивление контура затолкали очень глубоко. Туда где ваабще все настройки аппарата. Все настройки, это значит что там можно управлять даже режимами работы блока водяного охлаждения, что не нужно практически никогда. А вот подстраивать сопротивление контура приходится частенько, и это ощутимо влияет на режим сварки. И вот после подстройки сопротивления контура, уже никакие корректировки дефолтного режима лучше не делают. Конечно можно немного укоротить дугу, если попалось угловое, где угол не 90 а 45 градусов -- в этом случае да. А в стандартных ситуациях выигрывают дефолтные значения.
-
Понимаешь, у нас меньше 180 ампер большая редкость. То есть я описываю всегда очень узкий случай -- низколегированная конструкционка, в нижнем, в струйных режимах. И пульс везде и всегда. Вертикалы и КЗ у нас исчезающе редкое явление. Может для них 90-10 в пульсе будет прекрасно, но около 200 ампер уже как то стрёмно становится.Нет, работать можно. Но надо внимательно следить за краем сварочной ванны. Если у тебя эти 29вольт на 200ампер редкость, то может и не стоит убегать обратно на к18.
-
Эта цитата относится к линейному струйному. На пульсе 91-7-2 даёт слишком горячую ванну. Иногда даже видно как жидкий металл отделяется от твёрдого, поэтому селки у нас работали на 86-12-2. Но опять же -- на пульсе разницы между 86-12-2 и К18 не видно. Не видно, значит не видно. Я не говорю что её нет -- просто лично я не увидел. Я думаю что в пульсе 90-10 будет так же слишком горячо, как 91-7-2.
-
Не замёрз?
-
Есть такое понятие, как межпроходная температура. То есть до какой температуры должно остыть для следующего прохода.
-
Вот я и предлагал вам подумать. В результате вы должны были определить, что ваши методы превышают требуемую точность изготовления. А поскольку изделие штучное, то и пусть превышают. Из-за того, что в конструкции после сварки остаются силы, которые стремятся ей придать другую форму. И поскольку эти силы не способны растянуть металл, то находятся в области упругой деформации. При нагреве мы делаем металл более мягким, то есть сила потребная для пластической деформации становится меньше, и напряжения оставшиеся в конструкции разрешаются в пластическую деформацию. То есть вытягивают металл, и таким образом пропадают. А экономическую целесообразность вы в этом не улавливаете? По моему очевидно, что этот мерс может оказаться в автосалоне рядом с какой-нибудь хондой. И все эти зазоры сразу больно вдарят по карману. То есть опять мы из волшебного леса философии вывалились в суровую реальность точных наук.
-
После сварки зафиксированную деталь в муфельную печь. Нагреваем до 500 градусов и оставляем остывать вместе с печкой. А размер какую точность имеет?Тыж не микрометром этот размер мерял, значит пол десятки там палюбому пляшут, тебе эта погрешность не важна. Это нормально. А какая важна? Вот этот вопрос главный. С него всё начинается. Человеку кажется что должно быть точно, а что он подразумевает под этим точно? И как он обосновывает такую точность? Зачастую оказывается, что он сам не знает насколько точно, на ходу выдумывает какую-то точность, но обосновать её не может. А я, например, знаю железяки, которые выставляются с точностью до сантиметра, согласно нормативного документа. Как вам такая точность?
-
Никак.Всё равно поведёт, как ты их не фиксируй, вопрос на сколько их поведёт, и устраивает ли вас такой вариант. То есть Вам сразу надо определить допуск на этом размере, а потом уже можно говорить о поводках. Если хотите попасть в три "десятки" -- то только через печку. Если меньше, то последующая мехобработка в размер. Если мечтаете попасть в плюс-минус полтора миллиметра, то так как вы придумали -- получиться. Только болты убирать на следующий день после сварки.