АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
244
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент АВН
-
Каплей это метод /способ ведения.Не полумесяц,а капля,как её рисуют на кончике сосульки.Скорость подачи (ток) и напряжение нужно держать в соответствии с вашим навыком,не зная диаметра и состава проволоки,газа и металла я таких советов не даю.
-
@yankee, что-то мне подсказывает,что вы просто ленитесь писать правильно.Слишком ошибки надуманные,но это пол-беды.А вот если Вы будете делать много пропусков в постах,мне придётся Вас мало-мало однако хлестат.Муки выбора надо открывать в разделе "Советы в выборе".Считайте это предупреждением.
-
Я говорил и сейчас это утверждаю,что нет разницы между качественной защитой как с помощью газовых линз,так и при обычном сопле с дюзой.Но при ГЛ расход меньше,а при дюзе и сопле такого же диаметра больше.Что касается выгорания лигатуры (легирующих элементов),то при любой защите, если Вы перегреваете шов до ярко-красного,оранжевого,белого и ещё какого нибудь инфра-немыслимого состояния,то никакая защита не сделает потом перегоревший металл снова нержавейкой или др.кондиционным материалом.Где-то в курилке я рассказывал как принял однажды заваренное РАДС за плохую РДС. @Менгон, на ОригоТИГ 4300i при сварке встык 4.0 на весу АМг5М,-6Н остановились на 90 Hz, дальше просто не получалось контролировать проплав,всё вылезало вниз.
-
Где я умудрился сказануть,что турбулентный поток стабильнее ламинарного?Или может я противился термину "подсос воздуха" при завышенном расходе газа?Или у меня этот... как его...когда всё забывают?Но вроде про разность давлений не говорил,в вот про завихрения - было дело...Кстати,если кто не в курсе,когда сетка пришла в негодность (брызги,прожоги),то её можно аккуратно снять.Там ещё две,если их снять,то тоже можно варить,но уже "турбулентно".
-
Вообще-то,это приходит не за один день в центре обучения,где не видна обратная сторона пластины.Это дело практики,когда ты варишь каждый день такие вещи.Сначала на контрольных планках,а потом на изделии.И даже в этом случае не всегда получается.И дело тут даже не в "с изнанки непровар",а том,что есть подрез с другой стороны и плохое формирование "обратного валика",которое иногда и читается как непровар, или точнее - несплавление кромок.Чуть выше у Вас и должно быть "окошко" - если его нет,то и валика внутри не будет,а будет "мениск" - вогнутый валик,основа мед. и пищ. промышленности.Если сварка толстых листов способом "сверху вниз" не даёт провара,то как "моя ультрафиолетовость" до сих пор умудряется сдавать конструкции на Р Г К и УЗК I категории?И что интересно,не я один такой.В прочем,никого убеждать не буду,раз сказали "не даёт,значит не даёт".Международный сертификат всем сертификатам международный.Кстати,где-то есть тема про него,там дядя ТИГ отвечал... про "международность". p.s. Варить нужно "каплей",тогда кромки не будут подплывать...
-
На правых фото не линзы,а на левых видна разница по длине втулки.Ниже фото больших линз.Слева для ТХН 400 W (ESAB) , справа для AbiTIG 18SC от д.Саши (Binzel).И третье фото показывает как линза крепится на горелке.

-
Удалю три крайних поста только когда @ARGONIUS покраснеет и зашлёт в администрацию денег.(Хоть раз взятку получить что ли...)
-
Независимый блок питания 24 вольта 5 ампер - это аккумулятор что ли,импульсный?Вы как себя позиционируете в этой теме.Производитель,пользователь или "одно из двух"? Незачёт.
-
@аргонавт, Просто нажмите "ответить" и "отправить".Посмотрим,что получится.
-
Видео не вставляется,нужно выкладывать на общедоступный ресурс (соц.сеть подойдёт) и потом сюда приложить ссылку.Даже не просите,я этого делать не буду.Особенно после удалённого мною поста в начале страницы.
-
То,что я варю сверху вниз под гамма-контроль это одно,но я нигде не говорил про то,что это жутко правильно.Это вынужденная мера и больше говорит об отсутствии квалификации,чем о её наличии...
-
Вы хотите сказать,что газовая линза от горелки Абикор подходит к горелке ТХН? Или я что-то не так понял,может Вы про ТВi ?
-
Как правило универсальный блок подачи имеет свой блок питания (220 или 380 в) и берёт от источника только сварочный ток.Я просил объяснить другого пользователя (@SSVAUSER) как он подключал свою,купленную в ССВА, плату Блока Управления Сварочным Процессом.Он пообещал сфотографировать и этого до сих пор не сделал.Что куда и для чего легко переделывается,мы с Вами выясним чуть позже.Матку здесь резать не нужно,помещение не приспособлено и эмоциями брызгать тоже не советую.На двух фото у Вас общий вид и шов,а швы и дизайн мы не рассматриваем пока.На одном общий вид без облицовки,а на другом плата индикатора и часть мотор-редуктора.Что и куда подключать? Давайте воздержимся пока от фото свежепокрашенных (в 2010 году) блоков подачи и подождём фото платы.О'К?
-
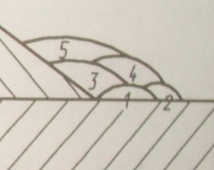
Контролирует Ваши швы кто и чем?Обычно крайний валик располагается посередине между э-э-э 4 и 6,т.е. на месте 5-ого.Помимо фото двух пластин неплохо бы знать маркировку стали и проволоки,состав смеси."Проволока вроде 0.8" - это не ответ.Шлак нужно между проходами пробивать-зачищать,а то и расчищать валики.Странно мне все это слышать,но посмотрим завтра на фото...Обратное формирование не забудьте сфотографировать.
-
Впервые слышу. Что же обозначают цифры и их количество?Иногда попадаются вот такие вещи,но это в технологии или РД,а не в ГОСТах-сертификатах.
-
Лично я не знаю такого документа как "Международный Сертификат" и варить s=14 мм за 6 проходов тоже не по моему профилю,не говоря уж про "сверическую задачу" и 333,22,К.Не совсем понятно как Вы собираетесь варить, не зная обычной практики ведения швов.Слево-направо и снизу-вверх,постоянными поперечными колебаниями небольшой амплитуды.У Вас ведь какая-то аттестация на п/а есть?
-
Выкупая газ-линзы знайте,что они между Бензель и ЕСАБ не совместимы.
-
Делая узкий валик,попробуйте не просто вести с одинаковой скоростью,а немного отталкиваться электродом - делать продольные возвратно-поступательные движения.
-
По ГОСТ 14771-79 это С-21.Фаска измеряется в градусах (альфа и бета),обычно на пластинах составляет 50-550,с - притупление кромок.По этому ГОСТу (про Ваш международный сертификат не знаю) зазор может составлять от 0 до 5 мм.Усиление шва (g) будет до 3 мм,а ширина (e) от 13 до 16 мм.Могу конечно немного ошибаться в большую сторону.Делать 6 проходов заполнения наверное слишком много. 190-220 А и 20-24 В на дуге это примерно и зависит от аппарата,стали,проволоки и газа.
-
Лучше зажигать чуть выше (или спереди) того места,где закончился предыдущий,а потом возвращаться к старому кратеру.Или идти обратно-ступенчатым способом,но тогда есть трудность с расчетом длины прохода.Не сказал бы что всё совсем плохо,во всяком случае нахлёст на 2 крайних снимках вполне приличный и без натёков (наплывов).С валиками конечно нужно поработать.Слишком большой ток увеличивает брызги,а если слишком мало - страдает геометрия и электрод захлёбывается шлаком.Общий (очень-очень общий) расчёт для нижнего положения и осн.эл-дов 30-40 А на 1 мм электрода.Держать углом назад (800) и на короткой дуге (с опиранием) это вполне приемлемо.Не забывайте делать неширокие,постоянные и размеренные движения влево-вправо.Проще учиться на d=4.0 и когда ток около 100-120 А,тогда процессы заметнее и результат виднее на фото.
-
Андрей,что значит с фаской 2 мм и зазором 3-4 мм?
-
Шутники,не забывайте после загрузки изображения навести мышку на надпись "добавить изображение" и щёлкнуть правой (или у кого как) клавишей.Тогда в посте не будет надписи "прикреплённые изображения" - Вам не трудно,а мне приятно;-)
-
5 страница http://websvarka.ru/talk/index.php?showtopic=961&st=80 .У продавцов есть интерес не получить судебный иск от пользователя,который засунул в микроволновку кошку для просушки.Давайте снова пощелкаем фотоаппаратами свои маски,а темы я потом объединю.
-
И глубже проплавление при одной ширине валика.@Менгон, на какой частоте из возможных остановились на этом образце?
-
@простой мойша,давайте оставим это на совести администрации упоминаемого Вами сайта.Я Вас прошу человеческим гав-гав языком давайте только конструктивную критику и логичные вопросы по оборудованию,без личностных оценок и прошлых "недоразумений".