konstantinXX
-
Постов
2 100 -
Зарегистрирован
-
Посещение
-
Победитель дней
9
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент konstantinXX
-
Господа, прошу прощения, что вмешиваюсь в вашу философскую беседу. У меня тут сохранились ОК 46.00 старых годов выпуска. Так получилось, что я крайне мало пользуюсь РДС, лет 5 назад электроды были куплены, положены в пластиковый тубус и лежали в сухом месте. Варят, кстати, замечательно. Если хотите, то для сравнения могу отправить десяток электродов тому, кто сможет взять и сравнить их наглядно с тюменскими ОК 46.00. Будет очень хорошо, если увидим шов выполненный электродами старых годов выпуска и новыми. С уважением.
- 944 ответа
-
- 11
-

-
Я сегодня то же с кривизной воевал. В 51-ю трубу 304-й нержи пули пихал, дабы исправить овальность полученную при глупой прокатке, хотя бы на стыках. Как ни странно, но получилось. Сначала "малая" пуля правит до внутреннего диаметра 47мм, потом "большой" пулей правил до штатных 48мм. Кувалдометр наше всё, даже для сварщика, даже при изготовлении перил. Но лучше такого не допускать.
-
режет, но очень плохо, требуется повышенный расход продувочного газа для удаления шлака (шлак имеет температуру плавления ниже чем чёрная сталь и низкую теплопроводность), процесс идёт, но на грани. Смысл в том, что тепло окисления стали не успевает распространиться через зазор. Если металл чистый, без пластовой ржи и зазор сделать плотным, то резка пойдёт, хоть и расход кислорода на продувку (не на окисление) резко вырастет.Плазменной струе действительно без разницы что резать. Но если зазор в пару миллиметров, то как себя поведёт электрическая дуга? Полезет она в этот зазор или нет? По крайней мере, когда пробовали на 120А плазме поджиг, то пилотная дуга зазор свыше 3-4мм не преодолевала, 2мм - работала нормально. Она же на изменение сопротивления реагирует. Куда ей легче, туда и идёт. В нашем случае между листами алюминия уж очень большое расстояние. Да и по топливу что резать, что варить удовольствие ниже среднего.
-
а пирог из четырёх слоёв будет резать? Газ сталь многослойную режет очень плохо, может и плазма аналогично.
-
на цветмете озолотишься!
-
Хотел сегодня поработать, но похоже, что погода меняется, а я метеочувствительный. Мигрень такая, что зубы сводит. В итоге пошёл в машину спать, ибо в мастерской диванов не держу, дабы соблазнов их использовать не было ("первый раз вижу гараж без дивана" - как то сказал один клиент). Но петельку на "дежурно-выездном" чемодане починил: Присадка диаметром 0,8мм, петля из оцинковки, толщиной порядка 0,6-0,8мм, подкладка - алюминий. Вот и вся работа на сегодня, т.к. работник я был ни какой.

-
так и есть. Не менее 5 к одному для титана. Про ниобий до вчерашнего вечера не знал, Но Селко просвЯтил. там норма, кажется шесть-восемь сотых. Три сотых это уже с приставкой L - низкое содержание углерода. Но могу и ошибаться, ибо не доХтур нержавеючных наук.Валер, а в чём интерес к ER70S-2? Чем она так хороша? П.С.: в аглицком ни в зуб ногой.
-
@SergDemin, вы и правы и не правы одновременно. Дело в том, что в нашем коррозионно-стойком сплаве, за стойкость к окислению при повышенных температурах, отвечает хром. Беда только в том, что в сплаве содержится углерод, который с повышением температуры начинает реагировать с хромом. Собственно для уменьшения влияния углерода в 321-й есть титан, а в 347 - ниобий. Сопротивление окислению при повышенной температуре, это и есть жаростойкость. А стойкость к МКК обеспечивается уж заодно.
-
значит авансом, так сказать, за его будущие творческие уЗбеки на нашем не лёгком поприще. Я тут за два дня дневных и ночных работ так нормально поднял на вражеском желании сэкономить. Ох, уж мне эти экономисты! Удачи всем, я спать.
-
@krech, чего не нравится то? Я бы на вашем месте узнал, кто варил, и цветы ему почтой отправил. Ибо сей благодетель, без хлеба насущного, не оставит ни вас, ни ваш род. Человек, можно сказать, старается, всё делает, лишь бы к вам блок приехал. Идите за цветами, он заслужил
-
По марочнику да, но в ней напрочь отсутствует титан, что настораживает. 347 рекомендована для сварки 304, 308, 347, 321. По хим составу это почти 308-я, отличаются содержанием углерода и наличием редкоземельного легирования. Кстати, оная то же допустима эсабом для сварки 321-й. Валер, спасибо. Теперь всё встало на свои места. Значит ниобий просто придаёт шву жаростойкость. По остальным свойствам идентична 308-й.
-
Спицу ни какой.
-
Господа, уж простите за тупой вопрос: но зачем существует присадка 347-я? Что ей такого делают, чего не правильно делать 308-й?
-
Там нет металла, там был кусок шириной порядка 20мм состоящий из солидола (капает с торсиона подъёма кабины), окислов, грязи. Кусок полностью вырезается и образовавшееся "отверстие" заплавляется повышенным током присадкой 3,2мм, так быстрей. Да, подача присадки с обратной относительно дуги стороны, так шов получается слегка впуклый, такой же как и родной металл. Крайние бонки так же тупо наплавляю, где грязи много. Это проще, чем чистить. Вить, в твоей грузовичной компетентности я не сомневаюсь.
-
ты просто не умеешь их готовить:
- 1 894 ответа
-
- 15
-
-
@Serj55441, на будущее: всё, что есть в ДАФе варится более менее сносно, даже масляные клапана и корпуса фильтров. Это не машина, а золотое дно.
-
Я бы вообще изменил подход к делу. Первое, сварка чугуна происходит в помещении, где нет сквозняков. Что на холодную, что на горячую. Второе, сварка производится либо на холодную, либо на горячую, но с нагревом не менее 400гр. (полугорячий способ). Третье, использовать ЦЧ-4 на холодную, это преступление, т.к. в них нет ни чего, что позволяло бы так поступать. Скорее всего это обычный сварочный стержень из 08г (г, прошу не понимать буквально). В обмазку добавлен феррованадий (должен быть добавлен, но не факт), абсолютно бесполезный при сварке на холодную.
-
длинный ящик видать для длинного "инструмента"
-
там ещё МАГия была, а магНия не было
-
это "кузнечный" угольник. У нас с кузнецом совместное мини-микро-нанопредприятие. Внедряем нанотехнологии в массы. Для кузнечных целей такого угольника за глаза. Всему своё место
-
я бы так не сказал - наварили так наварили, причём легко!
-
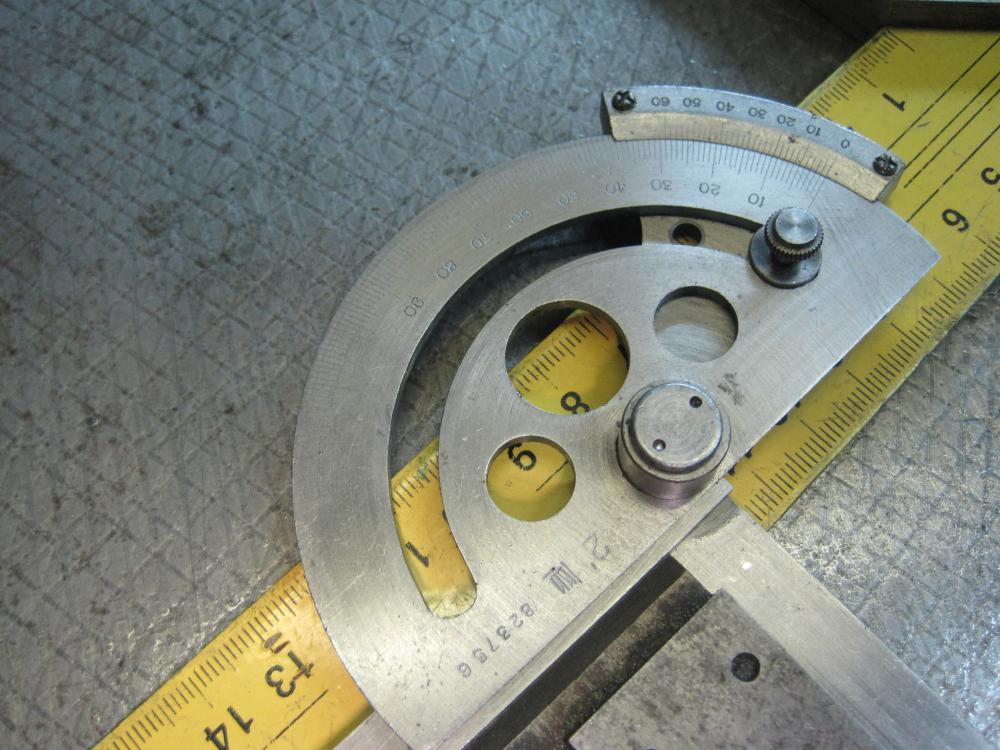
Сегодня уже не четверг. Совсем счёт дням потерял с этой профессиональной бессонницей. Но угольники померил. В качестве подопытных взял два китайских угольника (взял бы больше, но больше нет) и один старый отечественный. Проверял угломером 2-го класса точности, угломер для наружных углов. Вот что получилось: Наперво просто сложил вместе два китайских угольника. Видно плохо, но расширяющаяся к основанию тёмная полоса у соприкосновения углов угольников, это зазор. На просвет он хорошо виден, но нужна третья рука, что бы удерживать напротив лампы вместе 2 угольника и одновременно фотографировать. Замеряем наружные углы: замер советского слесарного угольника показал предсказуемый результат - 90 градусов. Погрешность есть, но она выходит за пределы разрешающей способности угломера. китайский угольник №1 оказался довольно точным, всего 10 угловых минут погрешности. Это примерно 3мм/м. китайский угольник №2 показал вдвое худший результат - 20 минут погрешности (6мм/м), что примерно равно зазору в десятку на длине 18мм. Какой вывод? Китайские угольники имеют большой разбег погрешностей. Могут встречаться как вполне себе нормальные образцы, так и годные только для столяров. Много или мало 1 десятка на 18мм? Решает каждый сам исходя из поставленных задач. Однако одна десятка зазора на 18мм на просвет уже даст хорошо заметную полоску света. К чему это всё? Собственно несколько постов назад я высказал своё предположение относительно точных замеров китайским угольником. Это было предположение и ни чего больше. Однако в ответ меня назвали странным. Мне показалось это странным. С уважением.
-
@Арсентич, жаль у вас пока репутация закрыта, а то поднял бы. Но не забуду на будущее. С уважением.
-
@selco, мне почему-то кажется, что при сварке порошковой проволокой колебательные движения не идут на пользу. Как ты думаешь?