Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Что за вопросы детские? Елозит, елозит на пустом месте. Причем здесь атомно -водородная сварка? Как пример использования водорода в баллонах. Да и в принципе можно использовать водород в баллонах в качестве горючего газа в горелках для сварки ( краны Даниэля ), только опасно. Что вы хотите мне сказать, в конце концов?
-
По себе других не судите - удивляться будете меньше.
-
Общее - водород. Или, если я упомянул баллон с водородом, то собираюсь его подключить к газовой горелке вместо ацетилена? ...так что ли? В качестве горючего газа? Что еще в голову придет?
-
Смотри- ка, атомно-водородная сварка это бред какой-то? Так что ли, умный человек?... или совсем зарапортовался?
-
@SAAD, Откровенно говоря, я не вижу практического применения ваших аппаратов в наших мастерских, ( уберите ваших детей от наших экранов, как не вспомнить хороший мультфильм)). Конечно, эти устройства имеют право на жизнь, но, может быть, вы скажете - мне легче станет, если я куплю ваш аппарат или еще один баллон с водородом? ..и что это мне даст?

-
Ну, что ж, у меня к вам пара вопросов: Количество часов наработки аппарата до полного отказа? Тест проводили? Доступность сервиса в случае поломки... и цена работ?
-
http://yandex.ru/clck/jsredir?from=yandex.ru%3Bsearch%2F%3Bweb%3B%3B&text=&etext=2202.sfffKfIvObAbp7Z1M9Rqc4SA4bMKC7YWZcMkJgd2oi7YIrpB5IDuq_3prCdT5HiVE--5Z24EEuti10MNvTdD_h0Ys0R5JN87wMt1kr6vMah4kGUxFE62m_F0OpvgVpnldWxjYXdmbWpyenlpZHh6dw.677a01d1de6fdfb4628daa503a0e5b72509e9fc5&uuid=&state=jLT9ScZ_wbo,&&cst=AiuY0DBWFJ5Hyx_fyvalFMmKcjnvYpZkASrocpoNnISfB70SQQLCcYUihj7du4Pxed3GYLPTDLaetcSP2vyN0dtWrZ80kDYv6hRqoQF1xE4uurLqS_RdvUnDoEQB8_jD44CEZqIOMES_TyDCM-syjZqCLhCjXEqPF9JTSxg7tDMn6ItFRi5UhNN0TDyd4roKaX8Y20e-IV3p7wNh4YGvb1g9M9_WsOguysuQtlZvrHTU-3tNHcog2UQNU62YLYi-PeapQc_0x4_CIn9rNkgZ8YCl5ZnaEMduA1_dqksGT6W58re5PNzUZ5wJPkgdqJTbYF4NKdu-4k7LjZ8VUbn8vJbN6LNfmrGeQRdiNfhZW2QgG_z4k_u7EiI3D-wKq2Gy5gpJBkuxECStZuIYQ4AL9p7qHv-MgMeWHh0wKt9zOeJ-88aq20zBE9ZbSTWuwuZl-mXh-Zyi4xgEEbYR0g8yE0FTfcePWrf3qYQSiJDwq6UBWdXAd2oAc4VnOQX6R8KD6_yAABfMQQST9Dftm_5ctkT-RQV2R8NKOZ1Dabq0autwJ_TDV19Y56PSqDdhgtjcsttsFhAsJ45WDmFKWipB-hwiQjQQVUiVLgpbPxbtY0w7Y7SPd83Zi2OEaWq_1gOvZbWnphc-XRC0nl1-gaIzns8qUnjMQ7M9ShJ6NX4PDVeAOleUe4dK6q51KbQ4-e4dgCdM4LsjwFYhq7I4MVzjhtUPvkezmkaypPgUHdSf6WwSO3mVAvxcETmiPsldGgfK2_jEz0X2NpYEH8K73LtsLmM-dNUwCKSMJ6K_SVtD2axXSyW_I6KMiHViEhOaQRUEEHB-9St-nyr_-f-yj76419i2o24lAod3xqLxhX8qXVb8_Okv35s6ssJTfxB3kq6C7m4LiqaQq3oJC9mUZYw5wmyDboQYy6oW6kggB6jfgPXL8vLzp3pP6tFIpHssW4aPh2BFn49Cz1HMurmQIDbWDgG4XgY_HjVvdIdJBjMJUaFUcQJfHqgqrxNrp-22nEMNMhGolf0OUYXDygoetMCHvuxyVU6hC8llUvQwMK0CvkKiD8FZYPm1ni02aconG8cbOfaYvwnCxtpwyFMhEvB6QElFAwHZhpvGxkRT7gpEfvDy6fNrjFR0XKIep8AUnnCa_lDzhi4gIyAiTSljVYr6XJHHl25-1P_yiG45zywTy8lXXKIQZvY-hbWRU030PA3Ohus34nZmkO4,&data=UlNrNmk5WktYejY4cHFySjRXSWhXTFZSblM3UGV4R2Z6U2VxMXFYQUVLXzRIRk16QkppenBCMk02bTNwMUFIaUtIenBzMWRNUUNXOFZwYXl3ZnZHT0lWdnF2b196OUYwYnYwZHBIanM3UUVUejMyNFU2OHBuMWtXNUdadnRycUw4cDhrMkFBTXR5elVxMjZXNkRwX1Y1X0dCVTBuREpNQUhvY21sWXVGMDEyS3BuampacDBPTVNlOC1IWHZnU1RaOXNZRFFONE4tZzNxM3pxTnBYRUpXSmJoRFhybm5DZlBYbjAybFFfWkdZVSw,&sign=1c069a29fa2e2d26c55f16aa8688e377&keyno=0&b64e=2&ref=orjY4mGPRjk5boDnW0uvlrrd71vZw9kp5QDJ4no8UYq3Xar-ZmXmLBxDNfuucUe5-1dW17MewvCjM189pKL67AA6jSqUldI8LHvR6IvIx7Cir6YMf_1xFRBuyp7qKR3MIXX3p8ihFTqcqRWMvmHf1wPYQaIBR6v6d5ZzHPKLfwnXZkieBqI-RZ6-RxQLp_cFdXbA141aOjLovuAHwCZrl0HFgnyCQGKxUF5LWwt7BdEbEoTv1ZiajpDR4no4zJXhpoT3Vgwrcjmsl4DlU-nF4x9Xv4VC1B9TD5BC98rUkkJjG1THwimhXToxFinDNhkH_Rdu8dgn5kFzf_keWWqXY6CuHugiR9SBD_xAEyIBfMxfvOrGOGRpLg,,&l10n=ru&cts=1667148537262%40%40events%3D%5B%7B%22event%22%3A%22click%22%2C%22id%22%3A%222_5mj2w0c-01%22%2C%22cts%22%3A1667148537262%2C%22fast%22%3A%7B%22organic%22%3A1%7D%2C%22service%22%3A%22web%22%2C%22event-id%22%3A%22l9vl706mej%22%7D%5D&mc=2.584962500721156&hdtime=8964
-
"Хороший родитель плохому не научит" "Батя?!" "Ты думаешь — это у тебя проблемы? Вот у кого проблемы, а у тебя — неприятности" "Как сам вообще? Работаешь, учишься?" "В отделке салона два подстаканника и подсобачник на два щенка" https://anekdotov.net/pic/page10-29.html
-
https://anekdotov.net/pic/photo/106_1474672794-67fc3bfef45a15b1eb16b3724c1af0ba.jpg https://anekdotov.net/pic/etiket3/12540228u.jpg https://anekdotov.net/pic/photo/01254027s.jpg https://anekdotov.net/pic/photo/0419_2238_90x.jpg https://anekdotov.net/pic/photo/072395970b.jpg "Звонок шефа"https://anekdotov.net/pic/krasa/07105022v.jpg
-
@ВикторМ, Аргонно -дуговая сварка не всегда оправдана при сварке н.стали, а в вашем случае тем более. Теплопроводность н.ст. низкая , коробление при длительном нагреве неизбежно. Попробуйте полуавтомат. Короткими прихватками, подложив под место сварки теплоотводящую пластину, желательно медную.
-
https://s00.yaplakal.com/pics/pics_preview/8/4/9/17299948.jpg
-
Поляк выгоняет своего кота Сочинение сына на тему: "Мамина внешность" Моя мама стройная. Она имеет не очень длинные ноги, но в ступах у неё плоскостопия. Голова у немного больше, чем у меня, потому что она очень умная. На лице у нее серо-зеленые глаза, очень тонкие брови и длинные ресницы. А на веках у не голубые тени. Нос у неё нормальный, но с небольшим горбунком, потому что в детстве она упала на нос с велосипеда. Губы у неё я вижу постоянно разного цвета, она красится помадой с другими оттенками постоянно, смотря что на ней одето: вечернее платье или домашняя одежда, блузка с юбкой для работы и так далее... Еще у мамы ровные белые зубы. У нее не очень длинная шея, я на ней постоянно виду цепочку с драгоценным камушком. Она широкоплечая, но ей идет. Мама имеет красивые женские руки, на них у мамы всегда накрашены ногти. Она их красит белым или прозрачным лаком. Мне так кажется, что у нас с мамой очень широкие кости и поэтому у мамы большой таз. Ноги у нее ровные ведь она не ломала их. Я думаю, что мама могла бы стать моделью но она очень низкая и из-за этого её туда не возьмут. Папа плакал и просил его не описывать. В старину детские неврозы лечили исключительно травами. Например, пучком крапивы по заднице. anekdotov.net
-
Это вы серьезно говорите? ...даже интересно стало.
-
Возьмите редуктор БВ(К)О . Присоедините к нему любой редуктор с пределами регулировки от 0 до 1ати; выбросите ротаметр за ненужностью и работайте. .. чем меньше будете городить огород, тем лучше.
-
О механизме образования горячих трещин при сварке нержавеющих сталей сказано достаточно- при желании вы можете найти нужные материалы. В марочниках сварочных материалов указано содержание ферритной фазы в присадке. Допустим, в 310 - 0, а в 316 -5% ( будь это процентное содержание или фрритное число).Чтобы повысить стойкость к образованию горячих трещин, надо увеличить содержание ферритной фазы в сварочном материале. В вашем случае это 308L, 316L.
-
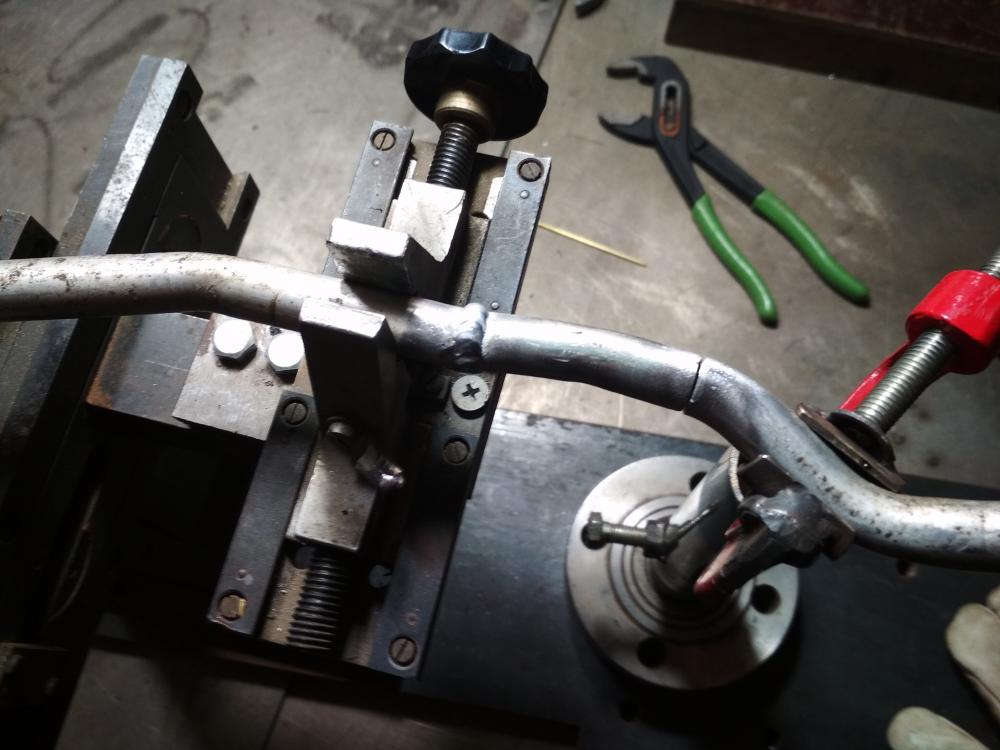
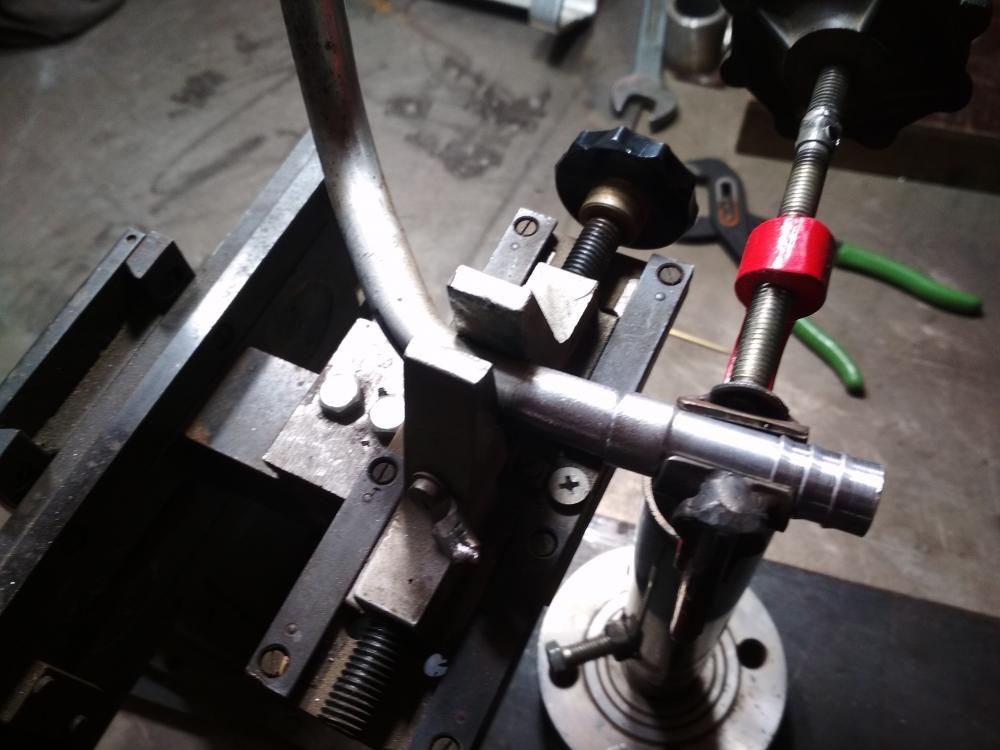
 Кстати, интересная тема. Медная трубка пневмосистемы ИВЕКО . Модель старая. Износ конусного уплотнения. Трубка медная, конусная стальная вставка и вальцуется. Найти отдельно такие уплотнения не представляется возможным. Можно выточить на станке, но если надо быстро,то... наплавляем поверхность бр. Кмц; берем трубку меньшего диаметра и обрабатываем на наждаке.
Кстати, интересная тема. Медная трубка пневмосистемы ИВЕКО . Модель старая. Износ конусного уплотнения. Трубка медная, конусная стальная вставка и вальцуется. Найти отдельно такие уплотнения не представляется возможным. Можно выточить на станке, но если надо быстро,то... наплавляем поверхность бр. Кмц; берем трубку меньшего диаметра и обрабатываем на наждаке.
-
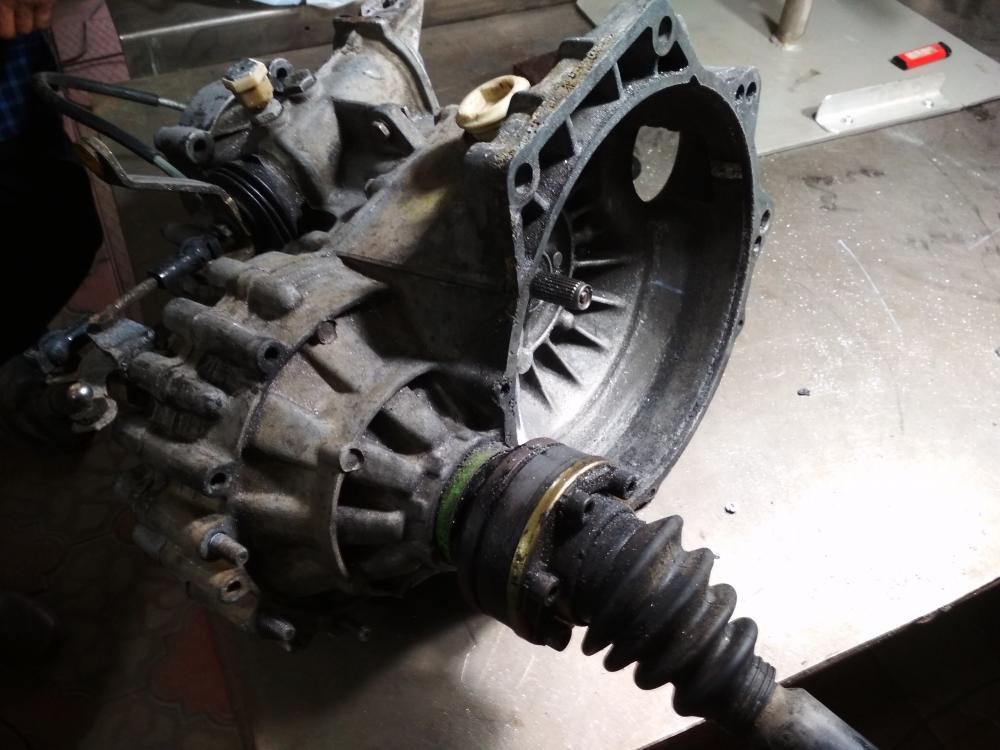
Несколько слов о коробках. Ауди. Магний. Нечасто попадаются.
-
@tehsvar, https://s00.yaplakal.com/pics/pics_preview/7/8/5/17218587.jpg Покупали источник плазменной резки. Сегодня разобрали и увидели это на плате))
-
https://s00.yaplakal.com/pics/pics_original/7/9/5/17188597.jpg Отчет из церкви Этот отчет является историческим документом, найденным в кладовой монастыря под Ленинградом в 1925 году. Один маляр был приглашен на работу в церковь для обновления росписи икон и купола храма. После выполнения работы, настоятель предложил маляру написать отчет за проделанную работу. Последний, не будучи знаком с тонкостями бухгалтерии, написал следующее: 1. Увеличил небо и прибавил звезды. — 1. Руб. 2. Раскрасил место рождения Христа. — 1. Руб. 3. Поправил одежду Адама и Евы после искушения. — 1. Руб. 4. Промыл Мудрую деву и потом покрыл ее два раза. — 5. Руб. 5. Отделал Варвару у входа. — 10. Руб. 6. Деве Марии сделал нового младенца. — 10. Руб. 7. Поправил ангела и вставил перо Святому духу. — 3. Руб. 8. Отделал по разу Дев — венценосцев. — 3. Руб. 9. Покрыл три раза святую Магдалину матом. — 5. Руб. 10. Разделал линии и поставил крест над всеми святыми. — 10. Руб. Итого: 47 рублей. На отчете имелась резолюция: "Оплатить счет этому дураку, иначе он всех святых перепортит". Настоятель монастыря Елантий. anekdotov.net "Разбудите меня лет через сто, и спросите: что сейчас делается в России.... Я отвечу пьют и воруют. " (М. Салтыков-Щедрин 1826-1889). anekdotov.net
-
С развитием склероза как-то само собой забывается всё плохое. Постепенно теряя зубы, понимаешь, что еда не главное в жизни. Боли в суставах приводят к пониманию, что нет в жизни причин бегать и суетиться. А прогрессирующая потеря слуха всё чаще заставляет помалкивать. Вот так с возрастом и приходит то, что окружающие называют мудростью. Теперь, чтобы ладить со всеми, нужно не затрагивать 4 темы: 1. Религия 2. Политика 3. Сексуальная ориентация 4. Вакцинация Ps. Ну и дураков не трогать) Закон сохранения энергии в реалиях 2021 года: сколько ты потратил денег на обогрев квартиры зимой — столько и потратишь на ее охлаждение летом. anekdotov.net
-
Наедине ли вы с телефоном? Как избавиться от прослушки
-
Удобно совмещать концы трубок...
-
Очень простая пайка. Латку поставить...10мин. работы. А вот с этим радиатором конд. спорткара Нисан 1998 г. пришлось долго проработать. С Японии машина пришла с нерабочим кондиционером. Радиатор довольно редкий. На Ебей американцы предлагают его за 200 000руб.,разумеется, столько он не стоит. Дело в том, что течь в радиаторе только в местах его крепления. Это так называемая фреттинг -коррозия. Пайке эти места поддаются сложно. Один угол пришлось заменить. Опрессовываешь его азотом на 30ати с выдержкой несколько часов и открываются новые точки... и так много раз. Последний раз выдержал его 18 часов под давлением 30ати....будет работать. Кстати, в емкость с водой можно добавить течеискатель Кастолин. Если поместить радиатор в воду на какое-то время, и если есть даже микротечь, то на поверхности воды образуется ореол из пузырьков... Припой Кастолин 192
-
Нет здесь вопросов. При эксплуатации секций котлов происходит графитизация чугуна. Никель, то бишь Панч, будет растворять в себе углерод и этот процесс относительно длительный по времени, и , естественно, сварка будет затруднена. При сварке Панч надо выжигать графит, удалять его механическим путем, химическим и тогда уже сваривать. При сварке нержавеющей сталью хром свяжет углерод в карбиды хрома практически мгновенно. Карбиды хрома очень твердые и хрупкие. Когда углерод будет связан в карбиды, то сварка будет проходить без значительных затруднений.
-
Можешь выбросить секцию. Нержавеющую сталь не используют для сварки чугунов, т.к. даже незначительное содержание хрома приводит к отбелу. После сварки таких секций в обязательном порядке требуется произвести отжиг.