

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
278
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
54 минуты назад, Serge75 сказал:
А зачем флюс греть пламенем горелки? Обмакнул припой во флюс и касаешься Уже прогретого места пайки. Направленное пламя на припой и флюс вредно. Даже у какого-то производителя об этом предупреждение читал.
Или что-то не так и по другому? Собственно поэтому и обратился на форум.
Это вообще ахинея полная греть алютин51 пламенем горелки. Кастолин 1827 для мощного паяльника.Можно им работать с радиаторами охлаждения,интрекулерами,то бишь на низком давлении,но не на высоком. Для радиаторов кондиционеров он не подходит.
-
5 часов назад, Вад11 сказал:
Улыбнуло.... Как можно сомневаться в мастерстве МАСТЕРА?.... Тот кто занимается пайкой, тот на фото многое видит в отличии от людей не знакомых с этой технологией. Согласен, иногда приходится прям наваливать припой, но это в том случае если надо его поднять вверх на трубку. На фото я вижу немного другую ситуацию.
Уважаемый участник, если вы еще раз позволите себе комментарии в таком ключе,то бишь с какими-то подначками и ерничаньем,то на форуме вы больше не появитесь ближайшее время,а может быть, и вообще отбудете. Вы поняли меня?
22 часа назад, Вад11 сказал:По последнему фото вижу недостаточнфй прогрев бачка радиатора.
Интересно,что там вообще можно увидеть на последней фотографии всепроникающим взглядом,кроме следа от зачистки корщеткой?
Для таких как вы-специалистов -диагностов есть третья фотография ...вроде все подробно объяснил в предыдущем посте,нет не понимает.Не понимает,что непрогретый бачок,это дефект пайки и радиатор не пройдет опрессовку.
![IMG_20231020_171756[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/2053488363_IMG_20231020_1717561.thumb.jpg.88675e193db3d0af22cd2a1050375192.jpg)
-
10 часов назад, Вад11 сказал:
По последнему фото вижу недостаточнфй прогрев бачка радиатора.
Что еще там видно? У вас удивительные диагностические способности,определять что-то по фотографиям. Он прошел опрессовку на 1,5ати ...при не прогретых бачках и иногда надрывы доходили до 1/3 по длине трубки при глубине радиатора 80мм. Речь может идти о некотором избытке припоя,но удалить полностью эпоксидную смолу трудно(выжигая ее, пескоструйной обработкой, стоматологическим инструментом ,щетками) и смачиваемость в некоторых местах затруднена, поэтому прутком припоя приходиться пользоваться ,как своеобразным скребком ,чтобы обеспечить смачиваемость трубок,удаляя окисную пленку. Поэтому в некоторых местах пайки есть излишнее количество припоя. Этот радиатор несколько раз клеили эпоксидной смолой,что для радиаторов охлаждения в принципе недопустимо,так как пластичность эпоксидной смолы недостаточна и тепловое расширение подорвет основу клея в местах адгезии при разнотолщинных стенках соединения. Такую пайку надо вести быстро ацетиленовой горелкой №3 с цельнотянутым наконечником,может быть, в течение,скажем, 10 минут практически весь ряд трубок - одну за одной, так что могут быть некоторые нюансы эстетического порядка, но не влияющие на свойства соединений.
-
 1
1
-
 1
1
-
-
Радиатор тигр б/м. Первое впечатление,что это какая-то халтура,но нет радиатор где-то совсем близко к американским и европейским стандартам. Вначале показалось,что это заводской барк,но потом, избавившись от эпоксидной смолы,которая так любима нашими умельцами;очистив от краски и грязи доску,можно сделать вывод,что к образованию трещин, а это 33 места пайки ,иные довольно глубоко,причастен нижний патрубок - слишком жесткая привязка. Напряжение и вибрация делает свое дело.
![IMG_20231017_154030[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/125756122_IMG_20231017_1540301.thumb.jpg.d0910ffed5653a7f0459ccb016679c66.jpg)
![IMG_20231020_171656[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/988429759_IMG_20231020_1716561.thumb.jpg.ce334dfd4dce903602fb31a589eba4a6.jpg)
![IMG_20231020_171756[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/1779606784_IMG_20231020_1717561.thumb.jpg.8482b3ca2e974f17318614bcdbc07d77.jpg)
![IMG_20231020_172221[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/1846235901_IMG_20231020_1722211.thumb.jpg.30416a954fc8a4705288a9a79b72ee14.jpg)
-
1
-
2
-
-
Только что, Dmitry1962 сказал:
Виктор, гадать - дело неблагодарное. В порядке бреда предположу различное поведение редуктора при разном уровне давления не входе.
И, дабы отмести проблему с редуктором - поменять...
Метод исключения никто не отменял.
-
Только что, Dmitry1962 сказал:
Если нет жидкой фазы - зачем трубка?
И вообще, спору можно положить конец простым способом - поменять редуктор....
Я,наверное,десятый раз задам вопрос:ПОЧЕМУ в начале сварка идет нормально при неисправном редукторе?
-
20 часов назад, welderman сказал:
Так, в дальнейшем все мысли и высказывания по вращению/верчению/постановкой на "попа" и т.д и т.п. баллонов со сварочной смесью перед употреблением в дело должны будут подкрепляться действующей ссылкой на соответствующий РД. Или фотографией с нормально читаемым текстом документа, подтвержающего все приводимые аргументы автора сообщения.
В противном случае –будут сноситься, как мифология и лженаука.Аргументы–"тыщу раз так делал, делаю...ЭЙРЛИКИД и ЛИНДЕ так делают"-более не прокатывают.
А по этому поводу вот что я тебе скажу:при нарезании,скажем,полдюймовой резьбы(другой) лучше использовать свиное сало. Результат лучший. Найдешь руководящий документ на этой случай? Расслоение компонентов смеси может быть. И я тебе задам вопрос:докажи /обоснуй /обратное тобой сказанное, подкрепи это соответствующим документом/ссылкой.
Добавлю. Дискуссия на это ветки крутится вокруг неисправного редуктора, т.е. сбой связан с ним.
Тогда почему при неисправном редукторе и ротаметре сварочный процесс идет нормально какое-то время,а потом происходит сбой? Редуктор устал? Кстати, Линда пишет-http://gasbelgorod.ru/stati/svarochnye-smesi-linde-gaz
Почему-то здесь вообще не рассматривается вопрос о нарушении технологии наполнения сварочной смесью баллонов,т.е. весь процесс,начиная от производства аргона, углекислоты,их сортности и т.д.ГОСТ Р ИСО
14175-2010. Давай поставим баллон вертикально,произойдет расслоение смеси по плотности газ (время учитывать не будем),потом переместим в горизонтальное положение,тоже произойдет расслоение газа по длине баллона,а если опять поставить вертикально,что будет? -
1 минуту назад, Bane187 сказал:
Парни, можете ссылку кинуть нс прочичать про экомайзеры
А самому этот вопрос забить в поисковик нельзя?
-
О чем шла речь-
---------
Ставлю новый баллон, варит олично, в тот же день, или на следущий(смотря сколько сварю) начинает варит намного хуже, хотя настройки не менялись, напряжение в сети 220-230В. По ощущением так: шов идет мягенько, дает варить быстро и без брызг и в каком то моменте начинаются брызги, при той же скорости ведения тоньше швы. Пока баллон почти до конца не опустошится такая ерунда
--------
Подключает новый баллон, процесс сварки идет без замечаний, про прошествии некоторого времени или на следующий день происходит сбой. Так вот, если у редуктора и еже с ним была какая-то неисправность,то процесс сварки не заладился бы с самого начала. Причем здесь редуктор и ротаметр? ...в данном случае?
-
Только что, Bane187 сказал:
Насчет трубки не знаю. И разбирать не хочу, по шапке точно прилетит)
Конечно,разбирать не надо)..это я не к разборке баллона призываю.
-
1
-
-
16 минут назад, Bane187 сказал:
Может какие народные методы есть. Просто с пол года назад один человек на заправочной станции аргона говорил покатать баллон по земле, делать я этого конечно не стал, но дурные мысли по этому поводу в голове остались
В этом баллоне должна быть сифонная трубка. Есть ли она? А так, если сварка в самом начале использования баллона идет хорошо и претензий к качеству нет,то вполне возможно,что сметь неоднородна по объему баллона,то бишь на выходе нет нужной пропорции в смеси. Покатайте баллон по полу, чем черт не шутит.
-
1
-
-
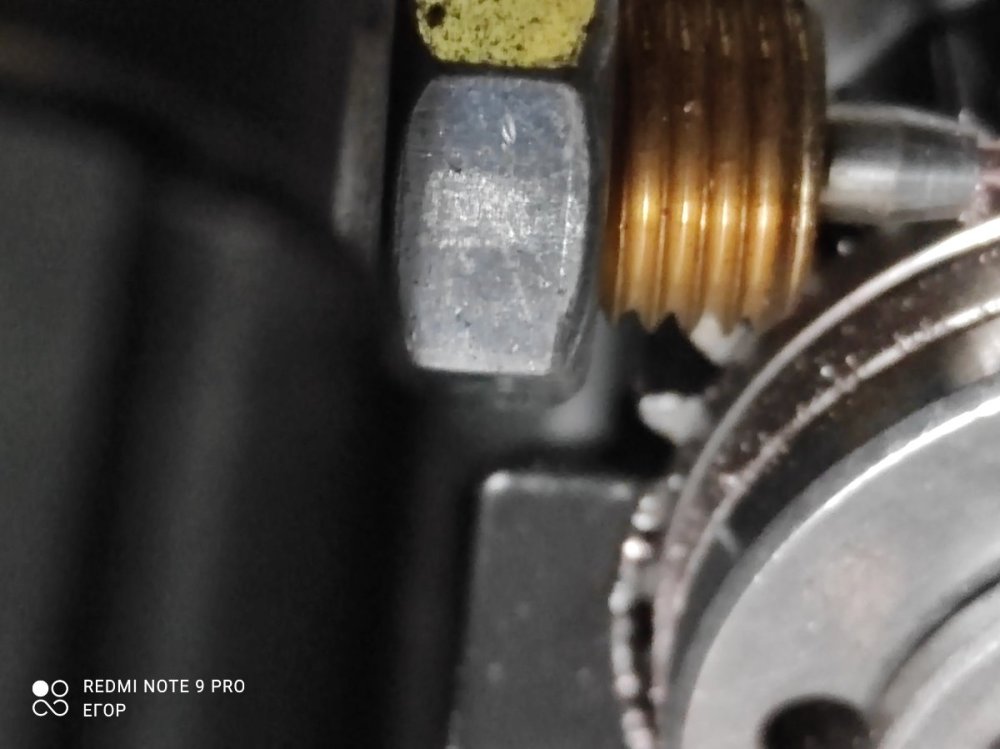
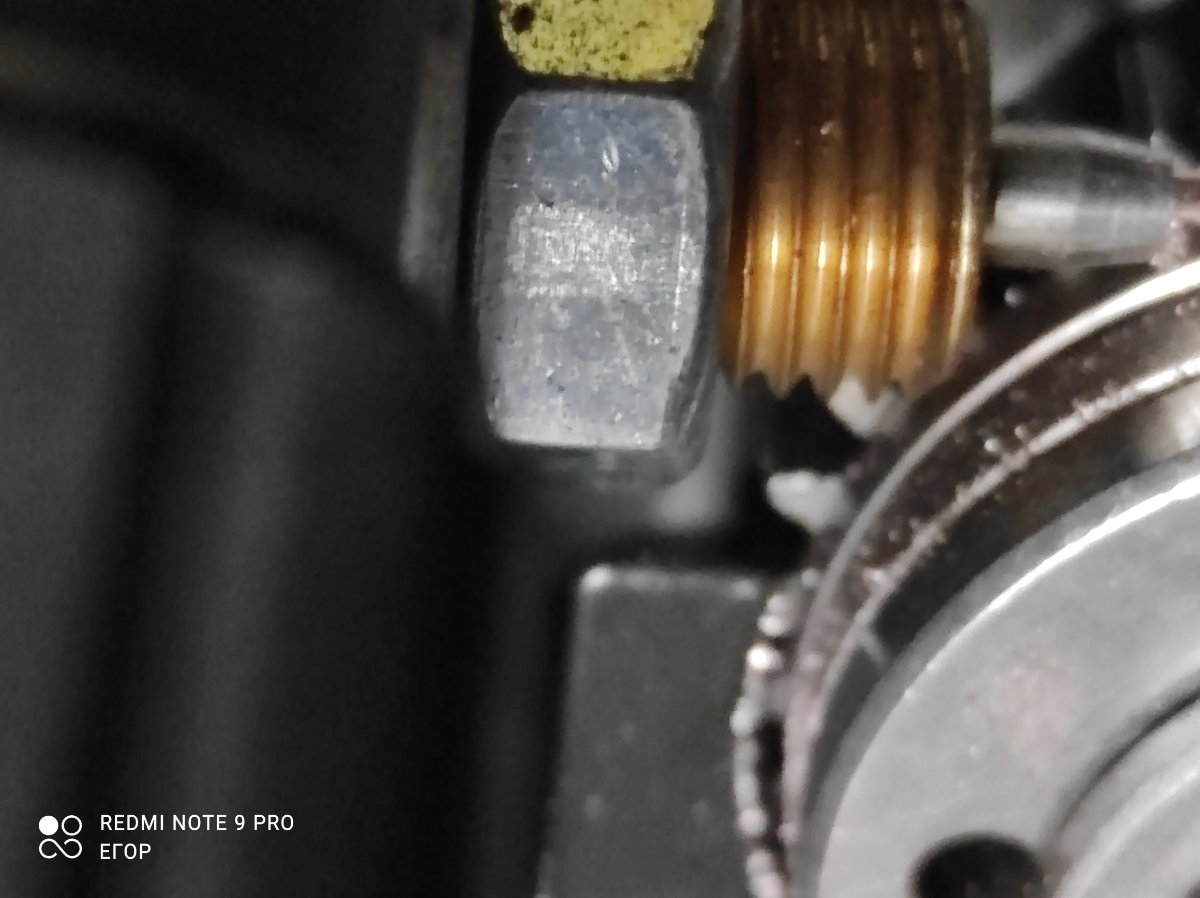
Головка яп.машины. Речь не о сварке, а о выявлении возможных скрыты дефектах,возникающих при ударах . После сборки была забыта гайка.Она попала под кулачок и пробила стенку рубашки. Диаметр отверстия 12мм. Отверстие расширено, осколок удален. В этих случаях есть одно "но". Разрушение хрупкое и могут образовываться надрывы стенок,но не трещины,как в этом случае.Края отверстия шлифмашиной выравнены. Каких-то дефектов визуально не наблюдается. Сварка. Проплавление на всю толщину (4мм). Возникающие усадочные напряжения после наплавки ...и микротрещина на расстоянии 12-13мм от края отверстия. Так что,там где ,казалось бы ,не должно быть сюрпризов, сюрпризы будут.
![IMG_20231017_091428[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/1358748401_IMG_20231017_0914281.thumb.jpg.b381f21f84adcb4fe9ec6bbab24c0454.jpg)
![IMG_20231017_092505[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/752880536_IMG_20231017_0925051.thumb.jpg.0bacede608a7066d1d648c3718b1e549.jpg)
![IMG_20231017_095430[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/986845300_IMG_20231017_0954301.thumb.jpg.03d562f91323ad0c058bf28aa8edefcc.jpg)
![IMG_20231017_110054[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/1471447612_IMG_20231017_1100541.thumb.jpg.6284d599ebe5191b83bd8eed6931fd1f.jpg)
-
1
-
4
-
-
13 часов назад, selco сказал:
Ну все таки создали тему и сомневались и теперь думаю что то на "ус" намотано и значит смысл был .
Думаю тему "сносить" не стоит , мало ли у кого вновь какие сомнения будут по присадкам , да и их много не только нерж.
Впрочем вам виднее , может и снести .
Никто эту тему не собирается закрывать, а не то чтобы удалять,но надо же как-то отличать нержавеющую сталь от колбасы с истекшим сроком годности...не дети же малые,а то как-то пошло в последнее время-сварка в квартире,может ли истечь срок годности нержавеющей стали. Что там дальше на очереди?
-
1
-
2
-
-
11 минут назад, selco сказал:
ну кто ж.е будет присадок купленный да даже не купленных хранить в этих "гадостях" да еще в ущерб себе .
Значит,тема себя исчерпала,да и был ли в ней смысл изначально ?
-
42 минуты назад, selco сказал:
Интересно, как же ее превратить при хранении в" труху" , если только помещение насытить парами кислот и т.д. и т.п .
Довольно быстро превращается нержавеющая сталь в труху( в буквальном смысле) при контакте с хлорным железом и хлорной медью...это к вопросу что и как можно сделать при желании.
-
1
-
-
https://www.yapfiles.ru/show/3009953/6f45ea19be38bde327c7eef42264d7ad.mp4.html
Четыре года сурок постоянно воровал у фермера овощи и демонстративно поедал их на камеру. В конце концов фермер смирился и установил для сурка кормушку)))
-
1
-
-
6 часов назад, welderman сказал:
.Интерес , по крайней мере, проявили и выслушали внимательно.
Они еще больший интерес проявят,когда продажи обвалятся...интерес они проявили.
Собственной лаборатории в конторе нет?..нищенствуешь, что ли?
-
1
-
-
4 минуты назад, Luckystorm сказал:
Вот интересно, это очередной брак конкретной партии или задумка эффективных управленцев сделать хуже самую популярную линейку кругов "экстра", чтобы пользователи брали более дорогие линейки

Скорее,санкции сказываются -отсутствие качественных компонентов для производства.
-
В 03.10.2023 в 18:22, Luckystorm сказал:
Очевидно, что с материалом что-то не так, ну не может быть одной и той же проблемы на разном оборудовании у разных сварных на трёх площадках одновременно. У меня осталось ещё две катушки проволоки с той партии, могу отправить на тестирование лично вам и ещё кому-нибудь, если ну, интересно разобраться из спортивного интереса и дожать вопрос.
Еще раз уточните:с эсабовской или какой -то другой проволокой ф1,6мм есть/были проблемы при сварке,как с абинской?
-
1
-
-
У меня все больше возникает желание прихлопнуть эту тему, как абсолютную ахинею,преходящую в бесконечный флуд , какой-то прикол, а не тема.
-
2
-
3
-
-
Молодец,Егор, что обратил на это внимание,т.к. это фактор, то бишь некачественное нанесение медного покрытия в этой теме не рассматривался вообще.Вполне вероятно,что в данном случае имеет место плохая подготовка поверхности проволоки пред нанесением слоя меди,состав электролита ванны подобран неправильно...заводской брак.
И еще. Потрудись полностью прочитать статью по указанной выше ссылке.
-
1
-
-
4 часа назад, Luza сказал:
 Широкое внедрение сварочной проволоки с омедненой поверхностью на многих предприятиях производителях сварных металлоконструкций имеет и некоторый отрицательныйподтекст по вопросам анализа оценки качества самого медного покрытия. Ряд предприятий, вооруженных подающими механизмамистарого типа, оснащенных сработавшимисяроликами или роликами с насечкой, просто«сдирают» медное покрытие с поверхностипроволоки. Медь при этом осыпается, забивает подающие каналы и элементы токоподвода,процесс сварки из за потери устойчивости горения дуги становится нестабильным или просто невозможным, а плоды этого, в виде несправедливых претензий от потребителей,«пожинают» производители или поставщикисварочной проволоки. К сожалению, это нередко случается даже на предприятиях производителях сварных металлоконструкций ответственного назначения. Поэтому, несомненно, что высокие сварочно технологическиесвойства проволоки IS10/W10 наиболее эффективно проявляются при использовании еев процессе полуавтоматической сварки в защитных газах на современном сварочном оборудовании.Учитывая важность влияния процесса меднения на ряд важнейших потребительскихсвойств сварочной проволоки, отметим такженекоторые технологические особенности процесса поверхностного меднения проволоки.Качество меднения проволоки определяется исходным состоянием поверхности проволоки, тщательностью обезжиривания и последующей промывки, плотностью электролита смедесодержащими, цвето и блескообразующими добавками, достаточностью деформационного обжатия, закрепляющего тончайшиймедный слой на поверхности, остаточной толщиной этого слоя и другими факторами, влияющими на параметры процесса меднения. --- читать
Широкое внедрение сварочной проволоки с омедненой поверхностью на многих предприятиях производителях сварных металлоконструкций имеет и некоторый отрицательныйподтекст по вопросам анализа оценки качества самого медного покрытия. Ряд предприятий, вооруженных подающими механизмамистарого типа, оснащенных сработавшимисяроликами или роликами с насечкой, просто«сдирают» медное покрытие с поверхностипроволоки. Медь при этом осыпается, забивает подающие каналы и элементы токоподвода,процесс сварки из за потери устойчивости горения дуги становится нестабильным или просто невозможным, а плоды этого, в виде несправедливых претензий от потребителей,«пожинают» производители или поставщикисварочной проволоки. К сожалению, это нередко случается даже на предприятиях производителях сварных металлоконструкций ответственного назначения. Поэтому, несомненно, что высокие сварочно технологическиесвойства проволоки IS10/W10 наиболее эффективно проявляются при использовании еев процессе полуавтоматической сварки в защитных газах на современном сварочном оборудовании.Учитывая важность влияния процесса меднения на ряд важнейших потребительскихсвойств сварочной проволоки, отметим такженекоторые технологические особенности процесса поверхностного меднения проволоки.Качество меднения проволоки определяется исходным состоянием поверхности проволоки, тщательностью обезжиривания и последующей промывки, плотностью электролита смедесодержащими, цвето и блескообразующими добавками, достаточностью деформационного обжатия, закрепляющего тончайшиймедный слой на поверхности, остаточной толщиной этого слоя и другими факторами, влияющими на параметры процесса меднения. --- читать-
1
-
1
-
-
7 часов назад, welderman сказал:
Приеду с выставки, проверим сварочно-технологические свойства.
Отмотай два метра проволоки и через каждые 150мм сделай замеры. Потом отмотай 10-15 метров и опять на двухметровой длине сделай такие же замеры. Нужен анализ на соответствие химсостава металла заявленному.
-
4 часа назад, welderman сказал:
Хм,это вряд ли Вам поднимет производительность.Плотность тока на 470 А на 1.6 будет меньше чем на 300А на 1.2...
Я бы поставил вопрос по другому:выдержит ли сварщик такие режимы сварки проволокой 1,6 и как долго?
-----
Ребята на них сваривали проволокой 1,2 - все было ок. Мы осуществляли небольшую переделку этого оборудования под жидкостное охлаждение, добавили кулера на 9л, поставили горелки с водяным охлаждением, вывели магистрали в турелях для возможности сваривать на диаметре 1,6мм с удлинением комплектов кабелей управления. По результатам попыток выяснилось, что спустя некоторое время двигатель подающего устройства начинает нагреваться и подтупливать, подача спотыкается и становится нестабильной, ток условный рабочий 470А максимальный.
И еще,Luckystorm,прежде чем заниматься модернизацией аппаратов для сварки проволокой 1,6,надо было бы провести экспериментальную сварку подходящим аппаратом и соответствующей проволокой ф1,6 опытным сварщиком/бригадой в течение недели (условно) указанных вами деталей. Посмотреть на результат,а потом уже делать какие-то выводы.Это называется экспериментальным производством.Вообщем,поставили телегу впереди лошади, в принципе,это вопрос не к вам.
-
1
-
1
-
![IMG_20231020_171756[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/604021870_IMG_20231020_1717561.jpg.37ec4c5a7455ebfab4e1836c6d9fa16f.jpg)
![IMG_20231017_154030[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/1701204340_IMG_20231017_1540301.jpg.d7a3df9191768ca96427425a9bcb35b9.jpg)
![IMG_20231020_171656[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/558579161_IMG_20231020_1716561.jpg.5d3437117dd7f086c3eb41d41da8f786.jpg)
![IMG_20231020_171756[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/421249315_IMG_20231020_1717561.jpg.57320ae32fa872e11c877f8ea9fafd55.jpg)
![IMG_20231020_172221[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/1605685637_IMG_20231020_1722211.jpg.1e5d5e8655ddc90b5f2cf9155703e922.jpg)
![IMG_20231017_091428[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/84987877_IMG_20231017_0914281.jpg.3ce192c2ad21014c0d47cd01cc5dd06c.jpg)
![IMG_20231017_092505[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/1153146947_IMG_20231017_0925051.jpg.a49fe3399ad4780f62c1feaea86ee736.jpg)
![IMG_20231017_095430[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/54429310_IMG_20231017_0954301.jpg.01fd218e2b41a244e19d5ad32a154cfb.jpg)
![IMG_20231017_110054[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_10/171583572_IMG_20231017_1100541.jpg.90d527f177b19e2c0f3facd094110289.jpg)
Пайка алюминиевых радиаторов
в Радиаторы и интеркулеры
Опубликовано
Старенький радиатор. Рассмотрим варианты ремонта повреждений разными припоями. Флюс алютин51 и кастолин 1827. Это кадмиевые припои,довольно ядовиты. Флюс,полуда, потом пайка. вижу ему применение на тонкостенных трубках в доступных местах на низком давлении. Рассмотрю несколько вариантов ремонта трубок. Толщина стенки 0,25мм или 0,3мм..в этих пределах. На польских интеркулерах или тех же дорогих радиаторах Фольксваген примерно на таких же или более размерах повреждений с толщиной стенки 0,25мм в доступных местах лучше применять припой 1827. Никакого открытого пламени не должно быть. Капиллярная пайка - да,но в печах или другим методом нагрева без открытого пламени.