

Точмаш 23
-
Постов
4 920 -
Зарегистрирован
-
Посещение
-
Победитель дней
286
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
крыльчатка, чугун. будет ли работать?
Есть опасность разбалансировки . Может увеличит вибрацию и нагрузку на подшипник
-
Один из вариантов .Сын сделал ..первый опыт


-
 9
9
-
-
- Популярный пост
- Популярный пост
В выходные дни дальнобойщики тоже едут и ломаются. Прибежал сегодня с трассы, тел. по рации другие дальнобойщики дали (20мин пешком) и попросил помощи....
Для таких работ можно использовать вот такие позиционеры . Выставить можно под любым углом





-
21
-
Во... во , мы получается одной крови , да и не только мы кто здесь тусуется тот тоже схож с нами кровью .
Вот у меня брат полная противоположность мне 180 градусов , у него может быть привязано веревочкой или проволочкой как в доме так и на машине и это в порядке вещей . А мои услугами редко пользуется хоть для него и бесплатно, но по его мнению у меня все долго по времени ему быстрее проволочкой закрутить или веревочкой.
Не совсем в тему,модератор,может быть, закроет глаза.Поехал в Прибалтику,Возвращаюсь на поезде из Вильнюса.За окном все в струнку,все ровно ,опрятно.Но вот пошли покосившиеся заборы,чуть наклонившиеся крыши,грязи прибавилось на улицах.Сразу понимаешь,что в России,дома..и на сердце стало тепло.
Видимо,никуда нам не уйти от этих проволочек,скруток и т.д От этой небрежности и пох...и бороться с этим бесполезно,сколько не пытался. Столб криво стоит? Ну и пусть стоит- стрелять с него что ли
 Атомные лодки умудряются поджечь ...мы там резали немножко,она и загорелась. Наблюдал картинку:притащил поршни с шатунами.Стали взвешивать.Разница по весу в десятки граммов,по-моему,до 70.Говорю,выровняй по весу.Да ладно,дядя,и так пойдет.Поставили и пошло..
Атомные лодки умудряются поджечь ...мы там резали немножко,она и загорелась. Наблюдал картинку:притащил поршни с шатунами.Стали взвешивать.Разница по весу в десятки граммов,по-моему,до 70.Говорю,выровняй по весу.Да ладно,дядя,и так пойдет.Поставили и пошло..-
7
-
-
Трещину плохо вижу на фото .
(трещину варить.
Вижу пробит цилиндр , если есть два пояса (остались живы) то варить не нужно , остановить просто трещины , и потом расточить и гильзовать на герметик.
Снимки плохие .Там разлом рубашки
-
Не слушайте их , может в данный момент это и было критической точкой .
НО ! у этих головок - это болезнь.
Их объяснения до одного места .Не сомневаюсь,что статистика вам лучше известна
Что вы думаете по этому поводу:V -образный дизель с автобуса.Вышел палец,разбило гильзу и рубашку,трещина между каналами.Случай интересный



-
Недавно столкнулся с такой проблемой.
Надо было восстановить гребень капота ГАЗ 12 ЗИМ.Тема реставрации обширная,дорогая,но..литейные цинковые сплавы... и сколько не искал информацию из чего изготовлены навесные декоративные детали этих машинах в тот период,так и не нашел.Современный ЦАМ 4-1 по сравнению с тем, из чего отлит(состояние на этот момент) гребень,можно рассматривать как хорошо свариваемый сплав.Все дело в оксидной пленке,серой,рыхлой.Не удается убрать ничем.Флюсы от щелочных до кислых не помогают,Естественно,не только тиг на всех режимах,но и газовые горелки были применены(и такие припои,как кастолин 192 фбк тоже).Окисление начинается при низких температурах.Что это? То ли не совсем чистый цинк с изрядными примесями олова и свинца,образующих легкоплавкую двойную и тройную эвтектику с температурой плавления 150-190 С,которая окисляется ,либо это какие-то фазы,выделившиеся в процессе естественного старения(все-таки сплаву более 50 лет) .Хрупкость на уровне стекла.
Можно,конечно,соединить через подслой никеля оловом,но хотелось бы разобраться с оксидной пленкой.Может быть кто знает,из какого сплава отлиты детали этих машин в тот приод?Хотелось бы конкретики,а не предположений
Пришлось изготовить точную сварную копию из алюминия под метахром


-
9
-
-
Посмотрел что такое плакировка-это нанесение защитного слоя на металл.
В данном случае вы наверное обпаяли кромки разделанной трещины? А каким металлом?
Это один из вариантов сварки коллекторов .Я не говорю,что так НАДО делать,а говорю,что так МОЖНО сделать.Нихром 20/80 -это сплав никеля (80) и хрома.Плакировка-облицовка кромок другим материалом.Одна из трудностей сварки чугуна заключается в том,что на границе сплавления чугуна и присадочного материала образуются поры,скорее,сквозные каналы, особенно в чугунах с крупными включениями пластинчатого графита.В упрощенной форме чугун можно представить в виде резиновой губки,в которой пустоты будут заполнены графитом,а резина будет представлять металлическую матрицу .И весь вопрос,как карта ляжет),т.е в какую цепочку выстроятся графитовые включения .Это больше касается герметичности,а не механических свойств .У меня приличный запас 2-х миллиметрового нихрома,но пользуюсь редко.В основном применение нихром оправдано при сварке чугунов,работающих при высоких температурах...ну,может,еще пластину из Р18 к державке из ст.35гс приварить для шабера.
Синенькая жидкость-это либо сернокислый никель семиводный(от светло-голубого до синего) ,либо сернокислая медь(медный купорос) с оттенками зелени ..не слишком хорошо видно.Вот с хромовым ангидридом надо быть очень осторожным,лучшие вообще избегать-в растворе шестивалентный хром очень сильный канцероген
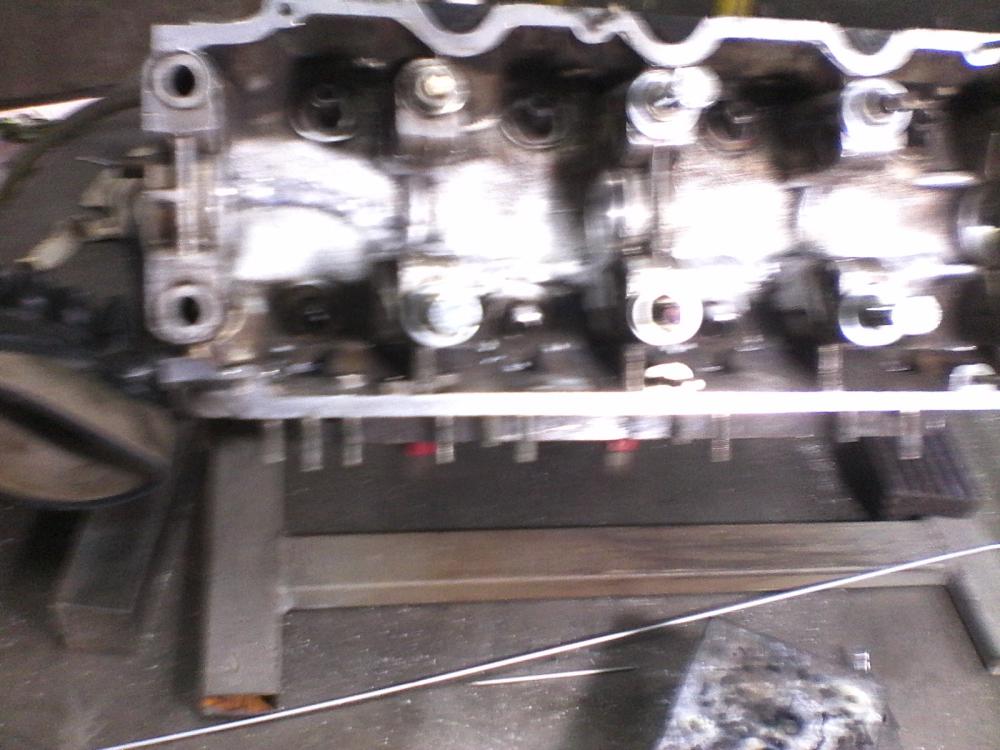
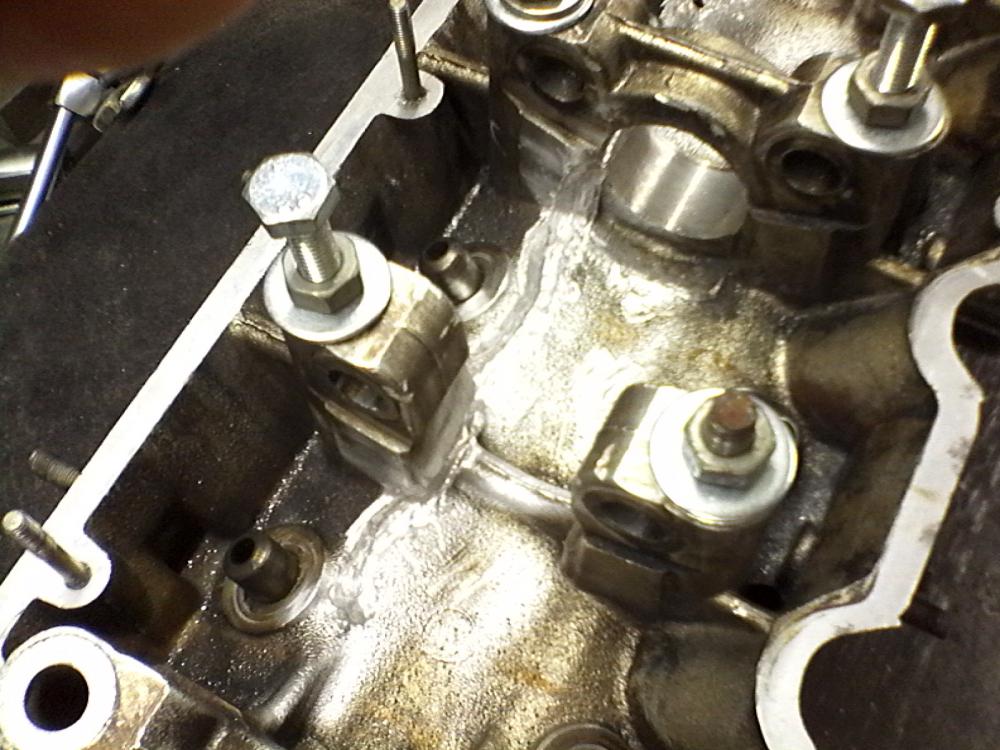
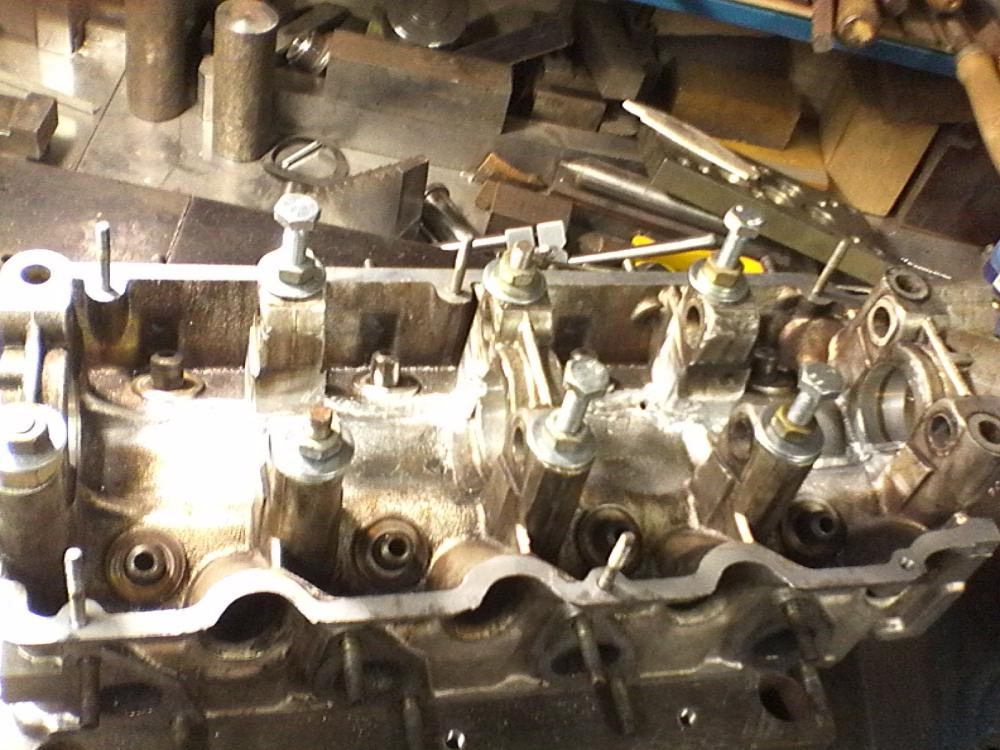
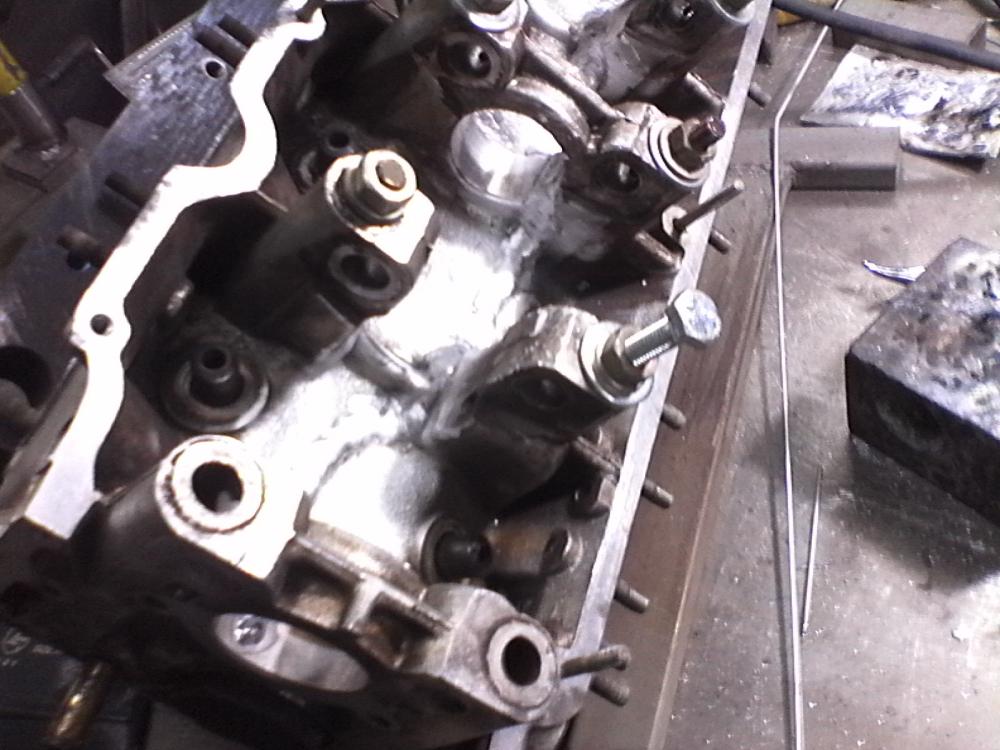
Головка.Разлом практически от "уха до уха".Спрашиваю-Как же удалось так разорвать рубашку?
Сильно перегрели,а потом сразу залили холодной водички..бывает...в юношеском возрасте.
Обратите внимание на плиту.Плита шлифованная.Когда снял и прошел шлифпорошком 200 на притирочной плите(смотрел степень деформации),то был очень неплохой результат примерно 0,1- 0,15
Вообще-то применяю эту плиту для сварки с подогревом.Позволяет свести деформации к минимуму,и ,аккумулируя значительное количества тепла, замедлить снижение температуры при охлаждении в контейнере.Фотографии хреновенькие





-
7
-
-
Спасибо за разьяснения.С каустиком проблем нет.
Травление прутков .Первая емкость -едкий натр 15 %,вторая - вода, третья -азотная -15%,и две остальные - вода для промывки.Удобно,компактно.Под азотной - титан,все остальные нержавейка .

-
8
-
-
А вот вам на заметку . ...
Если это чугун соответствующего легирования,почему бы ему не ходить
-
Не замечал

Хотя если подходить со знанием теории , то может это и так , но с теорией у меня слабо , я больше практик .
Методом проб и ошибок , а там смотрю по конечному результату , что бы было прочно , герметично и качественно .
Сергей,я прочитал всю эту ветку и видел,что практик вы хороший .Вы больше относитесь к мастерам,нежели к ремесленникам ,но я убежден в одном:понимание процессов,происходящих при сварке,никогда и никому не повредитЭто очень хорошо что вы встретились,теоретик и практик, я по сравнению с вами салапет, очень хорошая инфа о чугуне от вас!
Это вам на заметку.Коллектор двигателя корейского автобуса.Снимки стали не по порядку и сделаны на телефон,так что не обессудьте
Это не ПАНЧ,это нихром 20/80.Вначале плакирование кромок,затем сварка тиг .Отбела нет.Этот коллектор ходит год . К вопросу удешевления процесса.





-
5
-
-
В РБ проблема с панчем,пообзванивал штук 5-6 фирм торгущих цвет-метом,везде под заказ от 20 кг,хотят сразу вагонами торговать-казладоевы.И цена в несколько млн.белок.Мысль-надо у здешнего народа поспрошать,никогда из России не заказывал по почте.
Повторюсь еще раз:на вебсварке Александр ПАНЧ 11 предлагает прутки и проволоку разного диаметра от 1 кг. цена от 2 800 р .кг.Качественная проволока и проверенный поставщик.Свяжитесь с нимДа , подогрев это важно , но часто приходится варить на холодную.
Там я уже смотрю что можно , что нет .
Как-нибудь эту тему горячей и холодной сварки разовьем дальше .Дело в том,что чугун при холодной и горячей сварке "работает" по-разному:на разрыв и на сжатие,а предел на сжатие у него в три раза превышает предел на разрыв.Особенно это важно при сварке коллекторов-
2
-
-
Спасибо за разьяснения.С каустиком проблем нет.
А азотную надо найти,хотя и трудновато
-
Алюминий травиться в едком натре (каустическая сода) ,затем осветляют в азотной кислоте [/quote Спасибо за разьяснение.С каустиком проблем нет.А с азоткой ??? Хорошо работает к...б

Хорошо
-
Если это ко мне ? То я не Эдуардович , хотя тоже Сергей .

А запись над моей "авой" это я передаю привет , большой , Сергею Эдуардовичу .))
Варю Панчем , но не полуавтоматом , а ТИГ-315 .
Стесняюсь спросить , на нижней фото справа , это Ваши швы ? это уже готовая (в вареная заплата ) работа для отдачи клиенту ?
Видел,вы варили "американца" Подброшу в тему .Температура 500


-
4
-
-
Если это ко мне ? То я не Эдуардович , хотя тоже Сергей .
А запись над моей "авой" это я передаю привет , большой , Сергею Эдуардовичу .))
Варю Панчем , но не полуавтоматом , а ТИГ-315 .
Стесняюсь спросить , на нижней фото справа , это Ваши швы ? это уже готовая (в вареная заплата ) работа для отдачи клиенту ?
Прошу прощения,думал,что Эдуардович .Да,в таком виде забрали.Катается трактор с осени
Вот еще что хочу сказать: на вебсварке Александр ПАНЧ 11 предлагает прутки ф 2 миллиметра ...все-таки это лучше,чем скрутки .Зайдите,посмотрите
-
Подскажите чем травите?
Алюминий травиться в едком натре (каустическая сода) ,затем осветляют в азотной кислоте.Надо хорошо промывать водой после травления и осветления. И в обязательно порядке хорошо сушить.Помните,что присутствие влаги как на свариваемом,так и на присадочном материале ведет к порообразованию
-
5
-
-
С ЗАщИТННЫМ кожухом и за этим (по крайней мере у нас на заводе ) пристально следила охрана труда и если находила нарушения то начальник цеха решался "квартальной премии" а иногда и 13 зарплаты. Так что начальник цеха не просиживал штаны в своем кабинете , а раза два три в течении рабочего дня пробегал по цеху и присматривал за "своими премиями".
Сразу видно производственника
-
@selco, Валер, я им ещё ни разу не работал, да и не собираюсь пока. Сделал после того, как надо было проточить шов в глубине трубы диаметром порядка 110мм. Точить надо было с образованием острого края ступеньки, т.е. шарошка и фреза отпадали. А эта приспособа под зачистной диск была бы в тему, но не было её тогда. Специально для таких случаев и сделал. Т.е. она исключительно под зачистной диск и исключительно для работы в глубине трубы.
Здесь,главное,надо держать соответствующие обороты.Использовать для аккуратных зачистных работ с незначительным усилием..Круг только отрезной, толщиной 1 - 1,2 мм.Если надо аккуратно снять усиление шва или выполнить точный разрез ,то это самый подходящий инструмент.Меру надо знать в оборотах и в прилагаемом усилии ..да и маска в помощь )Кстати,высокооборотные пневмомашины подобного тип всегда использовались на производстве
-
2
-
-
Была бы возможность грел бы до 800 градусов .
Но Вы представляете чугунный блок , V-8 допустим , и таскать его руками на пузе из печи на стол и обратно по несколько раз , постоянно обжигаясь ,не говоря уже о тяжести. Некоторые вещи варю вообще на холодную.
Сергей Эдуардович,я вернусь к разговору по поводу температурного режима чугуна .
Я уже выкладывал эту фотографию ,но не описал процесс.Привезли корпус заднего моста МТЗ -80. Сказали,что варил паренек,который когда-то варил танки.Проблемы особой он в этом не видел и старательно заварил нержавейкой.Пришлось вырезать кусок размером 70 на 120 миллиметров и вварить пластину толщиной 8 мм,чтобы не ослаблять силовой каркас.Провар полный.Получился узел без отбела,герметичен.Так вот,общий нагрев детали,а деталь кг.150 ,300 гр.,замечу,что КТР возрастает в основном с 20 до 100гр,со 100 до 200 незначительно,а при 300-х им можно пренебречь.Подогрев места сварки был порядка 400-420.На снимке видно,что трещина пошла в нижней части.Я поспешил и не выявил продолжение одной трещины в левом нижнем углу после сварки нержавейкой.Пришлось сделать соответствующую разделку и доварить .Через сутки вытащил из минеральной ваты с температурой порядка 65 гр.(естественно ,что весь температурный режим контролировался пирометром ) Думается,что при сварке ПАНЧ полуавтоматом оптимальная температура подогрева находится в этих пределах




-
7
-
-
- Популярный пост
- Популярный пост

Так похвастайтесь фотографиями процесса, если это не секрет. Кто-нибудь и себе на заметку возьмёт.
Хвастаться здесь нечем,а вот что-то полезное извлечь можно.
Общего нагрева инфракрасная и верхняя поворотная местного
Нижняя пропановая горелка
Контейнер
с двух сторон 2-миллиметровая нержавейка,а в середине по 4 слоя 5 миллиметрового листового асбеста+термоэлемнт и биметаллический термометр
Делал для блоков легковых машин,головок, вот таких шкивов
Позволяет очень медленно снижать температуру
с неплохим результатом
Другой контейнер под крупные блоки будет реализован иначе
Горелки











-
13
-
Вечером сброшу фотографию одной насадки на прямошлифовальную машинку,которая может значительно облегчить работу .
Сделайте-оцените по достоинству.Устанавливать только на машинки с регулируемым числом оборотов.
Материал- ст.40х,ст 45 ,термообработка желательна



-
4
-
-
Пипец...чувствую себя уже виноватым...бросаю нафик сварку пойду в грузчики...получилось отлично...не течет клиент доволен...вопросы еще?
Пипец...чувствую себя уже виноватым...бросаю нафик сварку пойду в грузчики...получилось отлично...не течет клиент доволен...вопросы еще?
Вечером сброшу фотографию одной насадки на прямошлифовальную машинку,которая может значительно облегчить работу .
-
2
-
-
ковать нужно...как бы объяснить...отверстие полностью ЗАПЛАВЛЕННО, как вы считаете тут возникли деформации и напряжения?
А насчет стружки, так это же часть масляного поддона...
А вы сами как оценивает то,что получилось ?










































Сварка чугуна ТИГ-ом часть 1
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем Точмаш 23
Небольшое предостережение.Если вы занимаетесь такой сваркой недавно,то избегайте варить "по месту",не снимая деталь с машины-можете заработать дурную репутацию среди заказчиков.Технология сварки чугуна и алюминия давно отработана,зачем ее нарушать в угоду сиюминутной выгоде