

alek956
-
Постов
1 712 -
Зарегистрирован
-
Посещение
-
Победитель дней
17
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные alek956
-
-
Вобщем Брима заработала с утра как нивчем нибывало , к вечеру опять "заболела". @tehsvar, спасибо за предложение , может и собирусь к Вам .
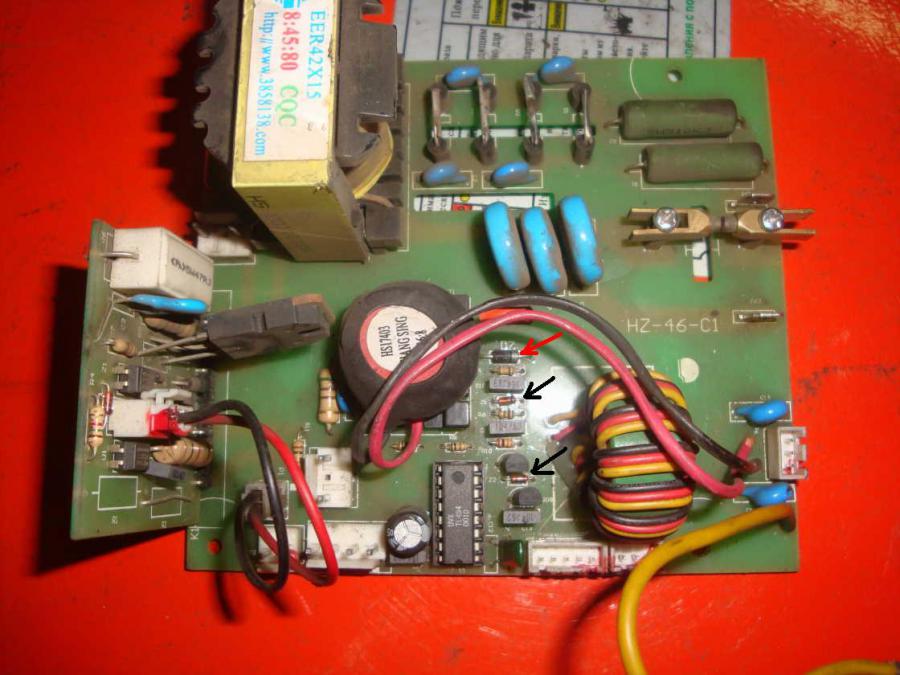
И всеже ктонибудь скажет причину , сам сделаю , мелочни явно . Иначе 80 стр. лопатить на чипе придется .Друзья подскажите что за детали показаны на фото черными стрелками , похоже стабилитроны , падение напр. 950 мВ. обозначаются на плате как z1 , z2 .
Диод красной стрелкой пробит оказался , заменил , остальное вроде все нормально (кондеры не проверить без выпайки)но ШИМ не запускается всеравно ? Даташит сказал питание ШИМ 40В у меня 25В .
-
Серьезно !
-
Еще бы экраны желательно от жара к бачку с порошком и к руке - бывает руку жжет особенно при оплавлении.
-
@ARGONIUS, Лижбы не трескало , можно срезать вскипевшую точку и заново пока не успокоится , правда долго и материала уходит много .
Удачи на линии фронта !@Spec, Надеюсь вскоре опробывать , думаю процесс схож с ЭДС . То что с подогревом желательно это хорошо, просто есть электроды чистый никель - ну ни как с подогревом не идут , электроды видимо не качественные .
-
Резьбы вварил под бутылки . Удобно .


-
 1
1
-
-
Первый Foxweld TIG 303 AC/DC Pulse поламался давно , теперь второй BRIMA 315Р АС DC сломался .
У обоих одинаковая поломка похоже - при переключении в режим ТИГ включается осцилятор , газовый клапан и подается ток на горелку , т.е. все включается без нажатия на кнопку горелкии . Чтоб выключить нужно отрубать аппарат или выключать режим ТИГ. Прозвонил плату управления все похоже нормально , поменял микруху на плате (кнопка горелки к ней через транс подключается) - бесполезно .
Что может быть ? Куда лезть дальше ?
-
Не печальтесь друг.
 Сегодня можно , а завтра все снова , работа - дом , прыжками по слякоти .
Сегодня можно , а завтра все снова , работа - дом , прыжками по слякоти .
-
1
-
-
Думал только я не вижу удаленные мной посты - оказывается их уже никто не видит !?
-
Отличные электроды .
-
-
@G_Kar, Прямо слово в слово повторил Вас.
-
Горелку то проверить надо , ждать пока присадка расплавится ненадо, тычками в ванну подаеш "холодную" , и близко к ванне не нужно держать присадку - подальше отводите после тычка .
Без пульса легче начинать .
Баланс 80 % это как ? 50% значит поровну а 80% значит положит. полуволна на 30 % больше ?
ПС . У меня не в процентах эта крутилка
-
Андрев придет и всех перевернет ....... опять
-
Тоньше не надо присадку , Г-Кар имел в виду по моему слижком большой угол между плоскостью детали и присадкой и расстояние от ванны до подаваемого расплавляемого конца присадки большое .
Если пыль с костюма сдувает значит расход всетаки большой .
Вы кстати отключите импульсный режим .
-
Логотип Вебсварка бегает от курсора так прикольно

@Миротворец, Не надо было нажимать сверху на надпись " Не нажимать" ...... понимаю любопытство ... сам попался !
-
Потоньше алюмяшку возьмите и пробуйте с малых токов ....70 А примерно , как найдутся приемлемые режимы так увеличивайте ток .
Вообще две причины - или малый расход газа ... но раз Вы говорите что накручивали и без изменений то слижком большой . Вторая причина горелка - подсасывает воздух гдето . Разберите горелку и посмотрите не осталось ли там после изготовления каких стружек , недосверловок которые завихрения создают . Вы помоему на ебее брали аппарат с горелкой - у меня с обоими аппаратами подобные горелки шли - я их выкинул - на токах более 100А варить не возможно .
Вобщем проверьте горелку и начните с малых токов с минимальным расходом газа (на щеку едва чувствуеш поток )
-
@mat, На меньшем токе как ?
-
@yuu,Так у Вас какой Могул ? Я пользуюсь У-9 . Бачек под порошок только переделал.

-
@Рудольф Шнапс, И выхлоп под рукой , дров не надо .

-
1
-
-
-
Смазка в комплекте с Могулом должна быть, на глицерин , вазилин похоже , нужно гуглить . Порошок просеить можно и подсушить . Такие шкварки бывают обычно от отваливающейся части неподготовленой поверхности (не нужной) , эти шкварки нужно отковыривать сразу .
-
Края и углы это самое место больное , да еще и слой такой толщины . При шлифовке круг быстро забивается , нужно чистить постоянно , минимальные подачи и глубина шлифовки должны быть , это касается и других видов обработки , на токарном станке бронзу после напыления точиш т.с. аккуратно - по 0.3 - 0.4 мм максимум острым резцом и перед чистовым проходом резец перетачиваеш ... режущая часть стирается хоть и бронза .
Не расстраивайтесь , все получится со временем , гдето совмещать нужно к примеру значительно надежнее будет на тот же бронзовый поршень по краям наплавить электродами сначала , угловой фрезой в станке пройтись по внутренней стороне шва и запылить . Помнится напылял в начале освоения технологии поршень бронзовый (цилиндрический), слой не помню какой клал но тоже толстый , сначала по краю наплавил электродами ОК94.25 , проточил под напыление под углом и напылил , после проточки окончательной по краю где наплавлял электродами получилась полоса пористая слегка изза перегрева и слижком большого расстояния от сопла до детали но слой держался отлично , если бы не наплавленый поясок то слой развалился бы по краю . Гдето есть фото , найду выложу .
Пока учился , много перевел порошка , да и сейчас бывает если чтото не учтеш в торопях .
Вот фото , наплавлять замучился пока деталь не прогрелась , электроды едучие - с температурой высокой слег после , вытяжки тогда еще небыло .


-
1
-
-
С поршнями все понятно, есть деталь похуже... тут нужно наплавить(напылить) радиусную поверхность.
Это я так понял типа ковша с переди на фото ? Давай уж сразу говори что за материал , ато как с поршнем - я то думаю что это чугун с хромоникелевыми добавками а оказалось бронза .
Толщина , нагрузки , что за аппарат вообще ?
Ну набрал работы ! Зачем спешить ? Надо бы поучиться на мелочи какой , газы , порошки ... в общем руку набил бы и потом уж за серьезные вещи браться .
-
Вот это хорошо , ну а как с твердостью наплавленого , что получается ?







Ремонт коленвала мото 2Т
в Остальные вопросы
Опубликовано