

alek956
-
Постов
1 712 -
Зарегистрирован
-
Посещение
-
Победитель дней
17
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные alek956
-
-
@Шурпет, А что в этих цилиндрах зеленых ?
-
@Dmitry N, Крыжка и резьба Ст-3 ?
-
Нда , столько металла наплавлять , да еще в скрюченом положении ! Спина отломится .
-
-
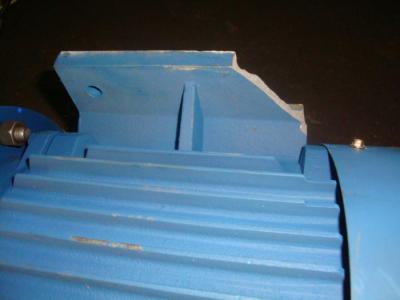
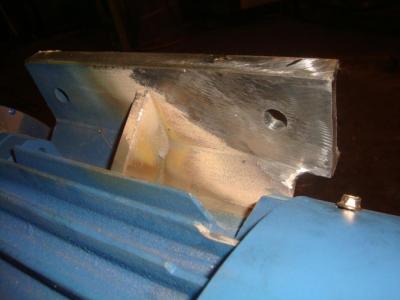
Вобщем кронштейны я им варил по осени ГПН , (лопнули между отверстий под болты для крепления). Договорились что после сварки повезут их на фрезеровку для подгонки плоскостей .
Ну и они эти кронштейны после сварки поставили без фрезеровки как выяснилось . Один видать который потянуло посильнее дал трещину . Они не имеют притензий ко мне , сами виноваты - рейс пропускать не захотелось ,
чтобы заново проварить по хорошему нужно снимать кронштейн , им опять некогда . Короче переводить материалы не хочется на безнадежное дело - после рейса после подварки сто процентов приедут ... так и будут ездить.
Нашли они электродов - Аскайнак 65 чтото такое , 130р. штука стоит , варил уже не я (отослал я этих клиентов-такие нам не нужны)
-
Сегодня проезжал мимо камаза груженого какойто частью от как мне показалось крана , из трубы , три ноги , перемычки труба с концов приплющена и вварена .
-
Недавно совсем приехал кронштейн рессоры чугунный вареный , трещина , вобщем по месту нужно было ребятам проварить . Электродов жалко мне стало на безнадежное дело и дал марку электродов и послал искать по магазинам , через некоторое время они позвонили и говорят - вот продавец в магазине предлагает аналоги ... лб-52 у. Али , мы случаем не земляки ?
-
Спорить не в коем случае , интересны все технологии , черпаеш чегото нового для себя . (пробовал даже рублем варить - никель , медь там ....да цинк мешает чтоли )
-
@Джин, чтото все не так про чугун в каждом слове , Ваше право . http://websvarka.ru/talk/index.php?showtopic=244&st=160#entry47589
-
-
Кусок отколовшийся затеряли , пришлось стальной вварить .


-
 6
6
-
-
Втулки на тормозные валы напыляю часто , наскучили . Наконец нормальное дело принесли . Резьбу в конце наплавил ОК 68.82 , посадка самофлюсом , вторая посадка просто подслой и бронза под сальник .
Обрабатывал эльбором самофлюс , попробую думаю им же подслой проточить - как по маслу , бронза тоже точится эльбором с длинной закручивающейся стружкой .
Ступицы раньше напылял , но бросил давно так как точить подслой тяжко , бывает невозможно ... наконец решился эльбором попробывать - будем теперь снова пылить ступицы если выработка небольшая !


-
8
-
-
Вот здесь есть про мачты тема, не знаю насколько много информации - страницы слижком долго загружаются с моего интернета. http://windpower-russia.ru/forum/index.php
-
Смотрю в той конторе спецаппаратом китайским варят ребята , хороший (обычный) аппарат но не специальный .
-
1
-
-
Тут я бы выкинул этот кусок предварительно сделав подобный из нормального алюминия в виде уголка , выпилил бы часть с задней части (не знаю как назвать) рукоятки и вварил туда этот уголок , там на задней части вроде потолще цам . Так кребче будет держаться кусочек но задняя часть рукоятки слегка ослабнет, не значительно "гвоздь уже не забить" .
-
1
-
-
Надо эксперимент провести , не должно быть там зоны подкаленой , может при переходе резца с какбы вязкого шва на рыхлый чугун "кажется что проходиш твердую зону .
А может быть медленое остывание не обеспечиваю на крупных деталях . Сомнения какието .
-
Не уточнил наверное, меня интересовало место перехода основного металла в наплавленый, граница усиление/основной металл
По границе шва никогда не лопало , пара случаев была , приносили еще раз на сварку после ГПН но и то трескалось далеко от шва - тут уж хоть клиент и говорит что надоже - сам шов и около шва не лопнуло !, а про себя думаеш - наверное я не просчитал ... напряг гдето , так и с тем коллектором - чтото не так может быть пошло , напряг создал , и после небольшого удара треснул.
При наплавке под оброботку заметил тончайший слой по границе шва слегка подкаленого металла , резец, сверло берут нормально но чувство есть что слегка потверже зона .
А вообще под обработку детали - самый то ГПН наплавлять , вот сегодня наплавлял .

Ступицу вчера

-
2
-
-
@Сусанин, Привет . Ух как знакомо (пост 846) Случайно не в магазине "Сварщик" на Тракторной проволоку порошковую брали ?
С месяц назад пригласил знакомый наладить ПА показав на такиеже какули как на фото. Порошковую проволоку Е71Т-1 впихнули как самозащитную , в общем друга послал я менять эту проволоку - менеджер отнекнулся спокойно - мы говорит уж 300 кг. продали этой проволоки и у всех все нормально варит , менять не будем потомучто другой порошковой проволоки у нас нет и катушка вскрыта .
Похоже спуливают .
-
Горелка ГН-2 , порошок для чугуна пр-нд42ср Тульский , по прочности в цифрах не могу сказать но помоему свареная ГПН деталь не уступает новой детали , может и крепче даже если конечно правильно все делать и не создать напряжения в процессе . Коллектор в месте где не подлез шлифмашинкой для разделки строжил ОЗР-1 , время на зачистку , сварку ушло минут 15-20 , остывал коллектор в керамзите часа 1.5.
На разделку и сварку последней детали ушел час от силы , подогрев пропановой горелкой , потом сварка от центра к краям поочереди с каждой стороны , подогрев с обратной стороны резаком (в левой руке) наплавка ГН-2 правой рукой , обернул в азбест и оставил на ночь. Одному такую деталь несподручно, тяжелая - и крутить и варить . На ГПН даю гарантию .
-
1
-
-
С углом атаки сложновато на самом деле , проще пошел - складывающися хвост , но электромеханически т.к. вид автоматически складывающихся чтото неочень . Внутри стоит электромотор с редуктором (тоже не дело) но быстродействие и частота срабатываний особо не нужна - сложился на 45 градусов при хорошем ветре и "пережидает" , ураган - на 90 градусов , быстродействие не надо - максимум из порывов мне не нужны .
Источник бесперебойного питания слижком просто и зависимость от сети.
Асинхронник переделывать это нужно не один такой ген собрать чтоб набраться опыту , борьба с залипаниями не так просто , моя задача чтоб с нуля качал эл-во.
Изначально 6 лопостей стояло , электроники управления пока нет и поэтому в хороший ветер лопасть оторвало еще весной , (плюс неправильный профиль лопастей в точках крепления), уравнял до трех - так и крутили пока еще одну не оторвало , пришлось хвост сложить .
. Вобщем испытания временем прошли - ждем тепла для переделки неисправностей .
Вечерами и ночами при "сквозняке" зарядка 1-2 А. При нормальном ветре 15-20 А. В общем то что надо.
Диаметр винта 1.8м. Высота установки 9 м. Не хватает обтекателя ну и электроники что не проблема .


-
3
-
-
Вот еще ГПН , варили медью какойто ктото без разделки ... хорошо .


-
3
-
-
Жалко нет скорости , посмотреть ролик . Бывает блоки облуживаю после сварки оловом , иногда эпоксидкой если варилось тяжело и подогрев опасен. Диметом запылить шов неплохо былобы наверное , а особенно после эпоксидки - она разогретая протекает во все микротрещины и поры а сверху еще и напыления слой !
-
@Павел163, А с чугуном у Вас есть наработки ? Трещины , постели коленвала что нибудь такое ?
-
Вообще-то не варят, не подваривают точнее. На заводе то их сваривают поперёк,с узк контролем. Тут писали, что накладку лучше положить ромбиком, или закруглять торцы на эллипс. Лично я вертикальные швы на заплатках не провариваю, и то по углам трещины вылезают, бывает. Наверно надо на эллипс попробовать торцы разделывать.
По дискавери показывали после сварки окончательной оси в печь на отпуск загружают (может не на всех фирмах).
Чтоб не было поперек швов заплаты "фигурные" ложатся , каждый случай отдельный , по кругу провариваются а если еще и возможно часть рамы прогреть до 300 хотябы гр. то вообще хорошо... чем меньше начал концов швов (полушвов) тем меньше напряжений копится , плюс ржавчина растет в промежутках и рвет полушов очень быстро .












Газопорошковое напыление
в Плазма и газ-резка, сварка, напыление
Опубликовано