Luza
-
Постов
1 249 -
Зарегистрирован
-
Посещение
-
Победитель дней
73
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Luza
-
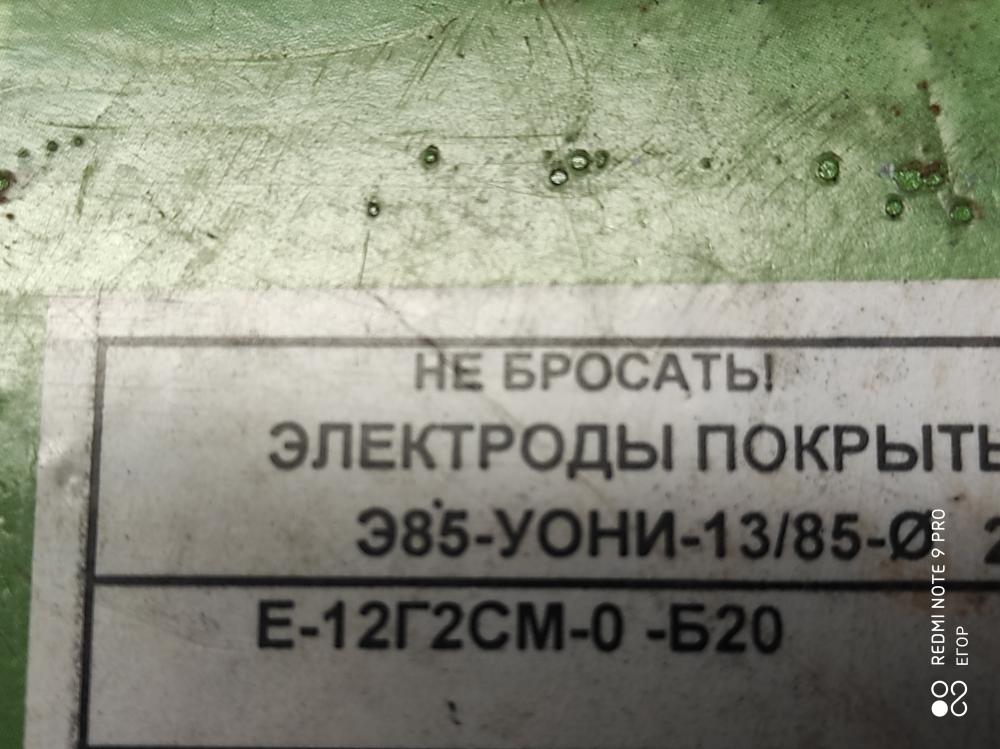
@злой папа,30-35 кг УОНИ 13\55, мы используем 13\85.

- 3 ответа
-
- 5
-

-
Присоединяюсь, с Днем Рождения!!!

-
Дорогие коллеги, друзья!!! Поздравляю Вас всех с наступающим Новым Годом, желаю всем Вам крепкого здоровья, здоровья Вашим близким и родным, много интересной, высокооплачиваемой работы, и соответственно денег! Но в первую очередь Здоровья!!!! Остальное приложится!
- 21 ответ
-
- 10
-
-
Я тоже ждал, что или пожар, или ещё что то будет, но парни наверное карму портить не захотели себе. Не каждый решится на крайние меры. Ещё мне этот разговор одну историю напомнил. Был друг детства, мы с ним спортом занимались, в сборной области на Всесоюзные соревнования ездили, и вот после Армии он как отличник боевой и политической, тем более служил в ПВ, ушел работать в милицию. Дослужился до майора, стал полицаем))), и однажды мы с ним у магазинов встретились, стоит он, и у него из глаз катятся скупые мужские слезы. Я говорю, Леша, что случилось? И он мне отвечает, жалко что сейчас бандитов нет, как в 90, т к майор милиции столкнувшись с несправедливостью, не мог решить все по закону, и пожаловаться некому. Я конечно впал в лёгкую прострацию от такого ответа. Но злорадствовать не стал, потому что это ЛЕХА. Кумир моего детства. Старше меня на 3 года.
-
Был у нас Николай Петрович, частник, пусть земля ему пухом, 2008 год, все в кризисе, ( он лесозаготовкой занимался). 60 человек у него работало, и в то время когда остальные снизили зарплату с кубометра с 180 р до 90, он так же платил своим по 200 р, приезжали к нему остальные районные работодатели, типа Коля, так не делается, нам тобой наши работяги в нос тычут, что ты платишь как платил. Он тогда при мне им сказал, я обещал людям осенью, что будет такая зарплата, как я их кину, я слово дал. И платил по своим обязательствам. Правда еле все по нулям свёл, но после этого к нему реально очередь из желающих работать у него была. И другой пример. У человека пилорамы, лесозаготовительные комплексы свои, и работали у него на 4 стороннем станке три молодых парня, после армии только пришли. Договорились они на 100 р с кубометра обработанной доски, работали до 19-20 часов, без выходных. Приходят за зарплатой, тот по ведомость посмотрел, сказал, что то вы у меня больше чем на Севере зарабатываете, дал им по 20 т, хотя был должен почти по 50, и они ушли от него, и многие так себя ведут. Оформят на минималку, и в суде потом оплачивают долги по зарплате. Минимальной.
- 3 962 ответа
-
- 15
-
-
Начальству фиолетово на радиаторы, это не частник, который копейку считает, у всех оклад, не сделка, т.е., если техника стоит полгода из за отсутствия радиатора, никто меньше зарплату не получит. Стоит, целее будет))). И сдают в цветмет все, хотя 95 % ремонтопригодно. Но и делать некому, и нечем. Я два штуки делал, но т к на мой зарплате это ни как не отразилось, мне заниматься ими неохота, хлопот море, а т к сейчас капитализм, материальная заинтересованность играет важную роль))). Я тоже на окладе, и считаю что лучше сидеть, чем бегать, прося купить аппарат, присадочные прутки, припой.
- 3 962 ответа
-
- 15
-
-
 В оправдание Эльдара могу сказать, что он скорее всего даже не знал об этом)))Я узнал об этом случайно, на другом форуме)))
В оправдание Эльдара могу сказать, что он скорее всего даже не знал об этом)))Я узнал об этом случайно, на другом форуме))) -
Это сегодняшний тортик, блин, хоть уезжай домой с вахты.



- 2 762 ответа
-
- 10
-
-
Я брал 158, теперь 208. 50 р.
-
https://www.tiberis.ru/katalog/apparat-argonno-dugovoj-svarki/cebora/cebora-win-tig-ac-dc-180-mВовремя я внял внутреннему голосу, и задушив жабу взял аппарат. На 50 р за 2 месяца.
-
У нас токарь дядя Саша мне рассказывал, он работал где-то в Красноярске по-моему, завод для авиастроения, и там что то из титана точили, вроде с колесами связанно, точно не помню, у него также загорелась титановая стружка у кого то в цехе.
-
Никита, привет. С магнием опыты надо делать с осторожностью. Не помню, я вроде рассказывал, когда только начинал работать в РМЗ, часто таскали варить бензопилы Урал и Дружба, и моя наставница оставила мне в наследство поддон от Запорожца, пилил я его на лапшу, но т к там разные отливы, ребра жёсткости, лапша получалась так себе, корявая, разнотолщинная. И решил я получить из поддона равнотолщинный лист, путем переплавки поддона, с дальнейшей заливкой в металлический лоток, честно украденный у топливщика. Т к на тот момент был рабочий день, бросил я этот поддон в лоток, взял резак, и давай доводить его до температуры ликвидуса, мы просто иногда так делали для получения лапши из АК 5, присадочные прутки стали дефицитом, середина 90, вообщем электроды тоже приходилось иногда делать из села с жидким стеклом, время такое было. Что то отвлекся я на лирику))). Вообщем грею я свой полурасплавленный поддон, и доведя его до нужной кондиции получаю в итоге лужу ослепительно белого огня, крик механика что я своими действиями могу оставить без работы 300 человек, потом была беседа с пожарником, директором. И как смеялась надо мною моя наставница, ... Которая мне потом и объяснила, что магний плавят или под защитным слоем инертного газа или под слоем шихты. Так что будь с магнием поосторожнее.
-
Я ей это предлагал, неоднократно, не хочет. Она повар-кондитер, и работает по профессии, очень любит свою профессию, и дома постоянно пироги, и всякие вкусные излишества, благодаря ей я имею около 10 кг лишнего веса. А в бизнес, несмотря на мои слова, и слова Дмитрия Анатольевича Медведева идти не хочет. )))
-
Вот все доделала, это она своим коллегам к Дню Матери сделала.



- 2 762 ответа
-
- 15
-
-
Выкладывал тут фото пряников жены, сейчас они у нее оформились в такой тортик



- 2 762 ответа
-
- 13
-
-
Тут есть только то, о чем я написал. Тут их вообще выкидывают( радиаторы), просто нужен был новый радиатор, пришел не тот, и попросили пока, хоть как нибудь починить этот. Честно говоря, мне они на оклад не влияют, и если бы не мои земляки которые тут работают, и которые проговорились механику что я умею их починить, я бы сидел бы спокойно, дома есть всё для таких работ, пескоструйка маленькая для очистки, здесь этого не надо. Просто единичный форс мажор)))
-
Горелка ацетеленовая, наконечник3, газ пропан, но как правильно сказал Вадим, соты поплавить можно, одну я маленько и прославил, теплоотвод бачка огромный, и только мощь резака смогла помочь, объем радиатора около 300 л.
-
Радиатор Терекса, 100 т грузоподъёмность, радиатору 10 лет, надорвали три соты, пайка Кастолин 192, ничего в общем сложного, кроме того, что пришлось паять при помощи резака, горелкой вообще никак. Прикольно было, бачек маленько поплавил.

-
Добрый день! Радиатор Каторпиллер, погрузчик, при движении назад въехал в эксковатор, рамкой пробило 17 сот,бачки съёмные, болтовое соединение, глушил изнутри. Донья припаяна к стальной пластине, толщиной 8 мм, помог резак, было опасение что все разпаяется, но механик сказал пробуй как нибудь, все равно если что выкидывать, вообщем получилось. Пластину доньи оторвало в углу, т к весь радиатор немного погнуло.

- 823 ответа
-
- 14
-
-
На Чеборе есть режим поджига Ево спот, который как написано в мануале даёт гарантированное сплавление кромок, но я им не пользовался, хотя и просто в режиме Спот АС две присадки 4043,Ф 2 мм он сплавляет без проблем, китайцы ( это мои размышления) тупо примитивно, на дешёвые приставки к аппаратам примерно скопировали что то подобное, но прошивку не допилили, и сняв несколько видео, разрекламировав свою приставку, на этом умыли руки. На нержу 0,8 я ставил 128 А, длительность импульса 0,03 сек. Фото есть в теме про Чебору, на Форуме, я с телефона фото вставить не могу, на вахте интернет плохой.
-
Поэкспериментировав с этим режимом, могу выразить свое мнение о нем. Вы все правильно сказали, шов на пластинах сваренный данным методом легко ломается пальцами, кусочки проволоки так же "причпоканные"))) к пластине, аналогично лёгким движением отламываются от нее. Увы, а при увеличении продолжительности импульса появляются следы побежалости, и смысл всего этого режима теряется. Т.е данным методом можно что то декоративное сделать, но кратеры видно, для чего то серьёзного это не подойдёт.
-
Здоровья! Поправляйтесь!