

ВлаДон
-
Постов
830 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные ВлаДон
-
-
Какой пользовались?То видея я видел. Ровные участки если резать под прямым углом то на стороне острого угла останется выступ. Точной подгонки не получить.
Я не один год пользовался абразивкой. Не помню что бы что то не получилось. Сейчас твердосплав и конечно это небо и земля, но абразивная монтажка все одно быстрее болгарки. Единственное что сотый профиль с толстой стенкой она будет резать медленно. Позиционировать его в пиле геморойно. Много резов не сделать полных.
Как выход это кондуктор под болгарку.
-
Проблема в том, что у нас в городе таких дисков не найти. Только под заказ и минимум пару дней ожидания. При постоянной работе простой крайне нежелателен. Абразив всегда в наличии. На данный момент иметь в наличии пару дисков твердосплава не имею возможности. Тем более доверять из слесарю на начальном этапе. На данный момеет весь профиль режу ушм по разметке. Для получения качественного распила приходится производить 4 реза ( с каждой стороны профиля) вот и охота ускорить этот процесс@ВлаДон абразив вам не даст качества и точности. Только скорость, шум, искры и пыль.
Если важно качество, то твердосплав или лента. Без вариантов.
Твердосплав пилит быстрее, но и диски от 100$
-
Самый ходовой профиль 60х40. Но периодически приходится резать и 100х100. Про диски вкурсе. Для начала ориентируюсь на абразив. Самый главный критерий - качество реза. Ясное дело, что чем больше диск, тем хуже качество. В принципе и обратился за советом, чтоб направили на путь истиный. Может и не нужно мне монтажка под сотый профиль, и лучше будет взять под 60й, если качество реза достойное при этом варианте, и совсем отстой при большом братеЕсли постоянно резать профиль 100х100, то учитывайте что абразивный диск "стачивается" и через какое-то количество резов, вам не будет хватать диаметра диска. Там по моему максимально 120мм., а затем постепенно будет уменьшаться.
Твердосплавные диски не уменьшаются в диаметре, но тупятся и отлетают со временем напайки.
Если у вас именно постоянный рез профиля 100х100 под 45гр., то наверное дешевле монтажка с твердосплавным диском
Более менее нормальнаа ленточка с возможностью пилить 100х100 под 45 будет стоить более 60 т.р. думаю.
-
В принципе рассматриваю различные варианты. Идеал это ленточка, но увы - хорошая стоих крепких денег. А для начала монтажка. Интересуют размеры реза профиля 100х100 под угол 45°. Пока что в на глаза попались только такие торцовки, подходящие под задачи. Если есть что посоветовать кроме этих - только радДа это и ежику понятно что можно торцовкой резать имея подходящий диск и обороты. Я же писал выше, что у меня сосед пилит обычной торцовкой с абразивным диском металл, но у него посадочное там 25,4мм на валу, а под пильные диски шайбы ставит.
Вопрос в определении инструмента. Изначально торцовки задумывались как столярно-плотницкий инструмент.
Это потом их стали использовать на стройках как универсальные со специальными дисками.
Автор темы изначально начал задавать вопросы именно по монтажным пилам, и судя по приведенным моделям, это так и есть и вряд-ли он собирается выйти за бюджет в 12-15т.р. Ну а с твердосплавными это явно можно умножить стоимость как минимум на два.
-
Объясните в чем разница?@zynsk,Я режу металл стальными, твердосплавными дисками, как торцовкой, так и монтажной пилой.
-
Доброго дня. Созрел для покупки торцовки. Но охота взять что то с более менее толковым качеством. В магазине стоят парочка макитовских пил: М2400 и LW1401. Есть и другие, но с меньшим диаметром диска. Что посоветуете? Можно не только из предложеных, но и другие. А так же на что обратить внимание.
-
На первом фото@ВлаДон,Какую?
-
Как фиксировал шпильку, чтоб не увело?Арбайт...
-
Ребята, черт возьми, опять развели демагогию. Обсуждать можно в других темах. Мне данная тема интересна, но читать мнения каждого не горю желанием. Покупайте - тестируйте и критикуйте либо хвалите. С уважением!
-
Нет. В самом механизме не цинковый состав. А вот в самих дворниках всегда ЦАМЦАМ?
-
Доброго дня. Предстоит ремонт размороженного блока цилиндров от камазовского двигателя. Разбирать двигатель естественно никто не собирается, но и на машине я ремонтировать тоже не собираюсь. Один компромисс - ко мне привозят двигатель. А это соответственно сварка на холодную. Имеем: набор трещин после местных сральщиков. Проблемная зона размером ~100х100. На картинке отметил место трещин. Они находятся в промежутке между усилением. Планирую вырезать область с трещинами, вставить железную латку выпуклой формы. Варить буду электродами эсаб 92.18 (то что имею в наличии)
Теперь вопросы. Какую толщину латки делать лучше всего (такую как и была либо можно тоньше) ? Какую форму латки делать (можно ли делать с острыми углами либо делать округлую)? Производить ли минимальный прогрев?

-
Как первые ощущения? Выход малыша ждем с нетерпением. Судя по характеристикам больших братьев цена очень приятнаяКак раз с директором Зти общался на этом мероприятие, сказали что 200 Тиг Асдс будет во втором квартале 2020, а цена меньше 100 тысяч рублей, фотки опытного образца прикладываю, кстати мы его по тестили =)
-
 2
2
-
-
Ребята, подсобите. Привезли на ремонт поддон с какой-то ауди. Две мелкие трещинки и старая сварка. Разделал, засверлился. Начинаю обваривать - трещины идут вокруг наплавленного. Присадок 4043. Маркировок на поддоне нет. Пробую использовать 4047, по пару точек, но все равно слышен противный треск. Как победить зверя?


-
Не решился без съема варить. В итоге сделал так же как и вы написали. Кстати, Даф))Спиливаешь болгаркой под корень болты или крепления, снимаешь боковушку, вместе с закоревшими остатками выбиваешь втулки из пластика, только нужно подкладывать под пластик что то типа головки чтобы его не расколоть при выбивании, сидят очень плотно но выходят. Обычно Дафы этим страдают, намерво закисают нижние втулки. Потом достаю втулки из негодного бачка и забиваю в нормальный.
И еще вопрос, сколько берете за такую работу с заглушкой 1-2 сот
-
1
-
-
Ребята, радиаторы с пластиковыми бачками, кто соты глушит обязательно снимаете бачки? До этого всегда снимал, но сейчас не могу снять боковую планку, закорели втулки, вот и интересуюсь.
-
Посылка доехала. Упакованно супер!

-
Благодарю! Буду искатьЗдравствуйте, @ВлаДон.
Купите арамидные швейные нити. Только параарамидные - желтого цвета, они прочнее цветных, термостойкость выше.
-
@Андрей1979,добрый день. Подскажите какие нитки лучше всего использовать для костюма. Я ношу мотоциклетный комбез из кожи, но проблема со швами - разлазятся нитки. Не выдерживают искр и окалины.
-
В том то и дело, что по трубке проблем нет. Трещина пошла от сварки по самому цилиндру, в сторону крышки. Радует только то, что внутри цилиндра не привалочная плоскость, а резьба@ВлаДон, то есть лопнул шов электросварной гидравлической трубки? Я частенько такое чиню. В массе своей-если шов пополз, то лучше трубку менять целиком.

-
@AMBIVERT42, подскажи. Принесли вчера гидроцилиндр с какогото погрузчика. Течь из под трубки подачи масла. Пытались заварить п/а, но без разделки, походу даже и без зачистки. Отправил на разборку и мойку. Сегодня должны привезти опять. По месту попыток сварки пошла трещина длинной около 10мм. Как лучше производить ремонт? Склоняюсь к радс, для лучшего контроля сварочной ванны
-
1
-
-
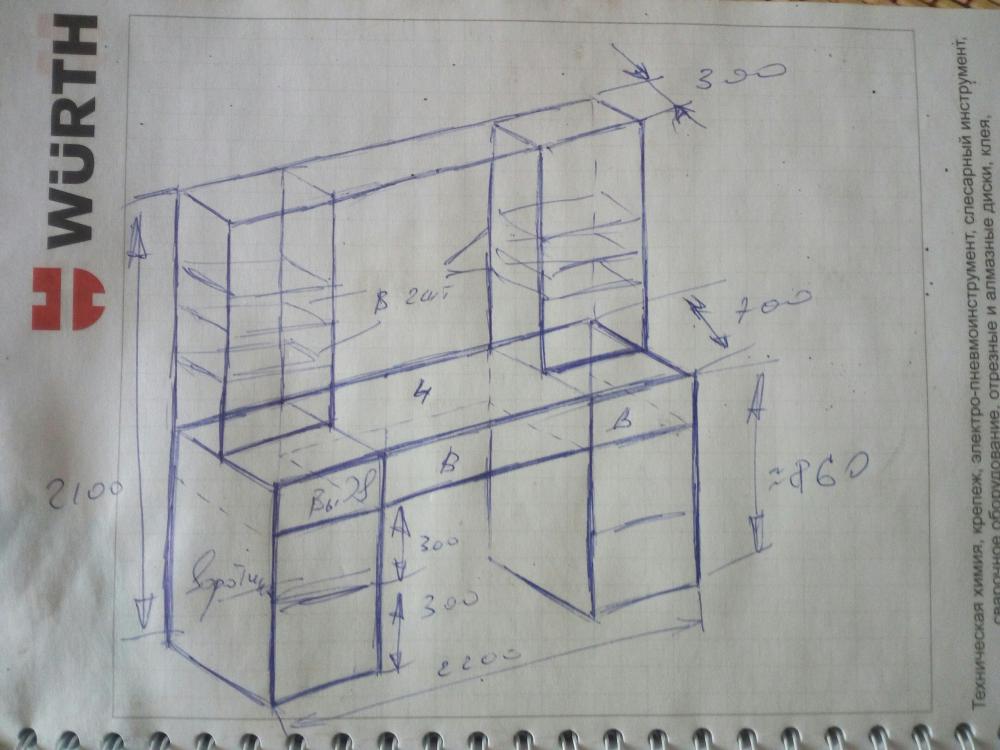
Под ключ. Но материал заказчика@ВлаДон, только каркас или под ключ? Фурнитура, покраска, ящики?
-
Предлагают изтовить верстак
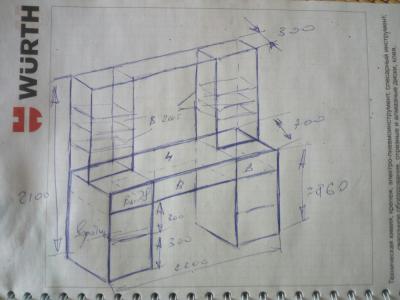
Что просить за работу не знаю. Может кто занимался подобным?
-
@tehsvar, в конце марта в Минске пройдут выставки «Металлообработка» и «Сварка». Ваши представители будут?
-
1
-
-
В итоге мой вывод: если сплав можно сваривать точечной сваркой, значит есть и способ сварки, но до него еще не дошли наши ученые. Попробую варить обязательно и буду следить за результатами. Варить придется не заплатки, а перемычки на корпусе. На транце трещиныи, НО за него браться не буду, пока не пройдут обкатку перемычки.
-
2
-




Торцовочная, монтажная, отрезная пилы
в Советы в выборе
Опубликовано