Гефест
-
Постов
245 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Гефест
-
Генеральному намекни, что комплект УЗК на эту толщину в аренду на детальки на 4 часа - копейки, ну и заключение не плохо для отчета, он заулыбается, и возьмет в аренду, для Тебя, тогда и карьера вверх поедет, руки руками, а голова головой... Удачи, в этом нелегком деле покорении атома!!! Обучение в кредит по залог ответственности предприятия, если нужен, оплатят, им копейки, а если наемник 3го ранга - ну тогда тем более удачи, еще раз, она тогда даже больше нужна, чем космонавтам...
-
Тебе про 1986 апрель ничего не рассказать? Сходи на 3ю категорию УЗК за свой счет в кредит Сбера на обучение, работать - Вы в гараже к моторам рамочки варите? Нету технолога - заменяй, жизнь она такая, страшная и беспощадная... Сейчас до 2-й контроллера вроде учат по интеу, на 1й только в личном присутствии препода... Для справочки материалы вроде до 19хх года ДО ядерных испытаний - чистые для датчиков РК, а после 19хх года - грязные, так что там на сплав трубы - сертификат соответсвия низкому природному фону РИ, либо Ваша контора - Аля Забор, я понимаю работа, дети, жена, но и моим и моей тоже хочется жить не в Чернобыле 2, а в России... Углы на Лантане и Тории разные, на Чистом Вольфраме - средние, не надо так сильно тут играть в незнайку, это знают даже кузовщики в прикол, я не верю что контора с сертификатом РосАтома до такого дошла.
-
В ответ на вот это " вроде как по уму все, но про присадку, калибр (а что это?) для валика (а это что?) даже не знаю как применить то это... а вот мех обработка поверхности категорически исключена. я не знаю почему. просто нельзя и все. ОТК не принимает по внешнему виду. хотя кратеры пропускает. это нормой считается... происходит так: - дырки точно нет? - мамой клянусь!!! - ну тогда пойдет! " Без УЗК я не поверю что у Вас емкости принимают, попахивает гаражом, причем самым левый, не сочтите за грубость, но я бы такое не пропустил, подумай когда людям может башку оторвать или как у нас на БытХиме хлор в 2006 вышел, было круто, все бегали, учи и берись по факту, а не спрашивай очевидные вещи, это край, перед браком, а должен быть запас хотя бы 3К (по конструкторскому за 89й год, МехМат) Калибр это навесная штука по которой ориентируются когда варят шов в прецзионку (360 грд.) - не надо так сильно флудить, я не поверю что допустили до 0.3 мм такого, это ложь и клевета, если технолог ноль - тогда либо уходи оттуда, либо здесь на жалуйся, это некультурно. Отправь мейл в любой крутой магазин метрологического оборудования Москвы или даже лучше Питера, там такое покажут, на 6й+ сдашь через год (не шучу, калибры выставляют глаз и руки на 95% за короткое время, это нефтяники знают по себе), потом он станет не нужен - Лучший калибр - это память рук и глаз.!! Е.. по детали еще раз... Ну хоть бы риски поставил керном по краям - точки по которым суешь присадку, они помогают вначале (калибровка по опорной детали поверхности), а еще лучше чем либо стирающимся хорошо видимым при засветке (мел на глянце не виден)
-
Кратеры можно убить пульсом, когда погасание держит ванну еле расплавленной, проще "налить" чуть металла на кромку и не потерять сплошность, там много приколов, например самопальный калибр для валика, по нему видно, когда предыдущее сечение (предыдущий приход присадки в ванну) меньше\больше чем текущее, при общей сплошности не бывает кратеров, еще можно перенаплавлять чуть больше присадки, учитывая ее съем абразивом + полировка, но некоторые марки стали (ХрНи) нельзя обрабатывать, тк 100 мкр верхнего металла отвечают за прочность\стойкость к коррозии (иногда даже полировка разрешена не всеми материалами). Но на обычных класса 308 LS это смешно, там можно все что угодно, кроме страшных случаев. Не считается косяком наплавить на рабочий шов "декор" - акромя некоторых стыков, где второй переплав запрещен по требованиям к несению нагрузки. На такой толщине кратеры - брак высшей степени... Усе, пошел работать, смена ... Ышшо - синергия расчитывается на данную модель и их модельный ряд горелок, так что шаг влево\вправо и синергия начинает "чудить" - как у ESABовских МК, еще у синергии капризное отношение к профильному потоку газа на конце электрода и его полированности... Из рекламы заточных машин - "иголка" понятие растяжимое, у них 2 градуса дается для вроде 10А разницы, так что 4 мм на глаз супер, а нижние с 1.8 уже надо по угольничку проверять, а то мало ли что там будет... P.S. качни каталог ESAB\Selco для расходников ниже 1мм, там найдешь книженции по технологии ручной\полуручной TIG, на русском вроде раньше не было, еще в Сертинке можно забесплатно узнать кой чего, но там мутно, по телефону отказывают (им некогда). Когда совсем край - ставь колечко из 2.4 - 3 мм прутка внутрь стыка - будет супер, прожег невозможен, но технологу лучше знать про эту причуду... Да даже не внутрь, а прямо у середину!!!! АВН я больше не буду материться, отошло... НМСК ШТАМП,если б ещё и писали б/м грамотно - цены бы не было... А.В. " ручной\полуручной TIG " Это гаражное наречие, не проходит - полуручной имелось ввиду - с применением средств материалов и прочих методов, которые косвенно разгружают смысловую и рабочую нагрузки с руки оператора, повышая точности засчет уменьшения степеней свободы перемещения рабочей части сварочной установки (лекальные и полумеханизированные средства) от англ Manual - Semi Manual - Full Auto - Semi Auto (with human controlling in the middle of the process).
-
Дуга 415 и иже с ней тянут аргон (CrNi) так что любой постоянного тока, который обеспечит постоянную ровную дугу. В Украiне есть инст. им. И.Е Патона (аналог Бауманки) так что так все разжуют, а за деньги еще и научат на -40 процесс (трубы эксплуатирующиеся при отриц температурах и высоком давлении). Это есть Черная - Нерж (свар) - Черная, еще есть Нерж - Нерж (свар) - Нерж, чуть другое, дальше форумчане поддержат, Аргониус в это деле спец. Тока что варили под Хладон 22, от ресивера до коллектора 45 стыков разных материалов и толщин, был Gysmi и Дуга, Вольфрам был 4 и прутки 1.2 2.4 и 4, все пучком (от датчиков до подачи 167 мм (6 мм стенка). Удачи, усе... Ышшо фишка - пройди лепестком (лепестковый тарельчатый круг 60 (3М) - оно полирует кромку, нет "сваливания" дугой по рискам от грубой разделки, ну и ацетончиком за слесарями протирай, мало ли что та (абразив кипит, убивая сплав, грохнуть может). Игрорь (45 5й по факту 6й+) сказал что на аммиак запрещено нахлесточное (это когда одна часть трубы вальцуется на толщину стенки вверх по диаметру) - но вроде в некоторых конторах такое делали на подобное аммиаку хим. вещество. Если рука будет гулять на потолке - ставь на 50А вниз и аккуратно меняй пруток на 1 мм вниз, тогда за счет скорости провар пойдет такой же, а "гуляние" руки на малых токах не убивает разделку, что самое опасное при аргоне.
-
 Тут как раз таки все наоборот - когда то я тоже начинал на мелочи, но пришлось бросить художественную из за денег, так что тут больше поддержка на народно \ матерном уровне (такая гаржная форма общения) нежели как Вы подумали издевательство, вообще художники вот именно так вот подшучивая и общаются, это даже не юмор, а что то выше.
Тут как раз таки все наоборот - когда то я тоже начинал на мелочи, но пришлось бросить художественную из за денег, так что тут больше поддержка на народно \ матерном уровне (такая гаржная форма общения) нежели как Вы подумали издевательство, вообще художники вот именно так вот подшучивая и общаются, это даже не юмор, а что то выше. -
Запись там нужна для переключения по номерам - два раза кнопку ткул - на следующий процесс - так что надо это вот зачем - 150А (2 нажатия) - 320А (2 нажатия) - снова 70А - и так по цепи, 5 заходная хороша на алюминии и ему подобных, когда средний ток нереально подобрать вообще по траектории шва. *** не успел, рассказал бы все *** от мультипроцессорной, ну да ладно, потом еще напишу. Еще круто ставить 120А на AlMg - в 1й - DC+ 100% - 2nd - DC\AC - 50% - 3rd - DC\AC 30% - прогрев\очистка как у плазмы на промке будет. Раньше мы подделывали программируемые ноутбуков и движками от игрушек, автоматика ручки крутила у аппаратов (если в рабочем режиме это прокатывало) - а пультом был джойстик (обрезаный) - такой вот автоматический процесс (ну и камеру вместо маски, точнее зеркала). Программка у ММА - это когда вертикал без отрыва ведешь (с 30 до 400 и обратно через 120) это надо видеть - по факту это SuperSpray, таким путем потолок можно до 0.1 мм доводить по точности обычным 3-4 мм электродом. Век живи - век учись... ПостГаз можно косвенно снять на разруливаение тока - снять с клапана сигнал и сунуть силовой цепи, но игрушки не всегда срабатывают, это вместо поддлелки контроллера высшего аппарата такой обходной путь, когда силовую не дают крутить под нагрузкой.
-
Кстати - это для них отходы, а для нас уже разделанный материал, ***... Удалено как флуд. А.В. Дома можно перейти на 1мм вольфрам, это еще больше снизит отбор из сети, плюс дав нагрев детальке природным\пропаном (кислород копейки) можно и на 10А как бы превзойти по мощности 50А, это к слову про дом. лаборатории. Флюсы хоть и мешают процессу, но переносят точку перехода в жидкость на 200-400 цельсия (условно) что тоже при дуговом методе помогает получать проплавление на сверх-малых оперативных.
-
Надо рыть ГОСТы на механику наплава + EN AWS в помощь (с картинками) - там прописаны операции на классах 450-1500 МПа стыках, кстати за бугром любят подкладки для корня шва (под провсеты РК), технологи сейчас чуть деградировали, лучше перестраховаться своими документами, госты рыть долго, в них общие рекомендации - тут самое то - это ТУ заводов со схожими требованиями по времени жизни и нагрузке на разрыв в динамике и химии наплава. Удачи. Ежель поможет - опорные техники с FCAW (порошковая) схожий по химии процесс, но чуть другой по нагрузкам. Нефтянники за лаванду расскажут все, но их здесь мало, у них работы завал. У меня вот задачка была вчерась ГОСТ 19098-91 контактаня на А500С д8 мм примыкающее К1-Кн, тоже долго рыл макс. прочность точки, но нашли в регламенте на Tecna 4548 - т.е. от завода изготовителя тоже можно многое узнать. Так то вот. Картинка удалена,впредь будьте внимательны при отправке сообщения.Предупреждение. А.В.
-
*** Удалено как флуд.А.В. Есть такая штука новая - динамический, схожий с УЗО автомат, выставляется на рабочий ток (50Гц промка), удобен в полях\квартирах на гнилом алюминии, когда перегрев может пожеть провода (ну и в данном случае).
-
Жесткач страшнейший, раньше была проблема в аппаратах - а сейчас в том как варить, ужос, дичайший просто, а то переменка на глаз не видна... No comments...
-
странный вопрос при такой шоколадно теме работ, энергетики платят за такое хорошо, по крайней мере пока еще хорошо... как можно было паять латунью? по ПУЭ это вроде как немного нельзя делать...
-
Кольца ставятся в кондуктор, дальше вольфрам (да даже полуавтомат, но медь не продают, а жаль) - имитация автоматической, у этих изделий технологичность 95%, вручную будет всегда дольше, вольфрам чем круче, там провар контроллируется максимально и металлургическое качество максимум, ему альтернатива пайка серебрянными (но их надо обрабатывать от оксидации полирующим абразивом, что дольше). У меди два вида - пайка, это где то до 400 цельсия и brazing т.е. за 400 (почти сварка). Можно РД, но провар контролировать сложней, РД капризней в разы, лишние проблемы. Для цвет мета желателен аппарат с управляемой характеристикой, так шов будет лучше, у меня был Aristo 400U микропроцессорный, с программированием, на обычных можно линию контроля тока подделать на пульт, синхронно со скоростью вращения это даст псевдо-автоматическую. Как выход - прихватки вольфрамом и заливка припоем на герметичность, комбинированный процесс - быстрее всех, когда прочность не 100% а рабочая (плюс внешний вид). На малых токах красивей валик, поэтому иногда можно пропаном до 600 доводить деталь и варить на горячую, еще быстрее, но лишний расходник, плюс от пропана грязная поверхность, можно водородку получить у шва, если СО2 не отогнать потоком аргона. А если нужен всего лишь стык колец - поворотная приблуда и подобранный ток, будет как на заводе быстро, флюсы снижают точку плавления меди, повышая скорость, но их трудно в розницу покупать. -------------------------------------------------------------------------------------------------------- Охота жесткача - две горелки в тандем (2х скорость), мы останавились на 3х аргон + 1 полуавтомат на наплавке валов, быстрей просто не было смысла, валы были из чернухи, но идея тут близка. Оттуда же практический совет - лучше 3 шва на перекрытие (быстрей) чем 1 шов за раз (медленней и нагрев излишний).
-
Еще злые начальники сильно потенцию губят, по утру как зададут, к вечеру - нистаит... На потенцию влияет на сколько аргон, сколько зарплата за работы.
-
Аргонка самый чистый (акромя например баков, там надышаться внутри легко 2 часа будет выходить из легких) - самая гадость это покрытый - марганец и кремний при возгонке относится по ПДК к высшим отравляющим, плюс флюсовая составляющая. Аргон разве что нержавейки - когда после смены моешь голову - глаза щипип (кислота, оксиды азота и сопровождающих), но у аргонщиков даже в почете НАТОвский противогаз офицерский (он под оборудование навесное рассчитан) - это когда 308 и ей подобные нерж по 12 часов в смену, а так короткие швы самая малая вредность из всех св процессов, ну разве что лазерная чище для органов дыхания. Глаза, у дуги в аргоне чуть выше спектр, так что стеклышко лучше подбирать получше для того тока, на котором идет процесс, и еще слишком темное заставляет всматриваться, что тоже плохо для зрения (знакомиться станет хуже, нивставайтунг может появиться уже вторичный...). На потенцию влияет позиция оператора - когда часто на колене либо вприсяд, говорят вены чуть по другому себя ведут, может чуть нивставайтунг развиться, но это с годами, есть сплавы у которых действительно пары влияют на химию мозга, но это чаще из черных легированных, либо медь (цинк на латунях крайне вреден, для третьей руки). Проффесолог обычно в помощь по химии паров при процессе, но они редкость в мед. учреждениях.
-
Вторичка - их "суют", мы как бы второй эшелон, а насчет дядей - да новые это для них, НО - рынок, штука каверзная, ведь ремонт (запрещенный в европе) у нас сделали бизнесом, вот и крутимся на кузовах и дисках. Вообще ремонт вполне себе был бы когда на заказ можно части (снижающие риск аварии на скорости) заказывать под ремонт - под блатной узор ( маленькие спицы, на них риск выше) - НО - фига нам чего дают, вари как есть (помню стрелу крана кто то хотел давно впулить на ремонт, почти тоже самое ) Хотелось раньше литье освоить (чтобы например от центра захвата ступицы, за шпильками) ставить швы - когда скол заменяешь вварным элементом, как спица на последней фотке, ее целиком, да AlSi класс для этих целей чуть капризен именно под сварку, и муторно (хотя копировать спицы и края профиля диска вроде научились под прецезионность камер)
-
Ну тогда учитывай Tip Tig - это почти автоматическая настраиваемая на шов, по скорости\качеству высший процесс. Заморочься на подлоктевое лекало - опора для руки по геометрии уберешь дрожь локтя (как раз те 1-2 мм) и сможешь кистью выдавать более точную траекторию - у резчиков поучись - лекало на которое вешают горелку дает 0.5 мм погрешность реза, тебе только потом траекторией корень\валик выставить и шов будет ГОСТ
-
Кстати а почему вы все не ставите стальную подкладку формирующую корень шва сзади, дает офигенное по остыванию сечение, плюс более подходит под механический съем усиления
-
Кuznezzs так это из кузни и взято - когда геометрически добиваются изменений ЗТВ у непрогнозируемых металлов по термическому поведению после остывания, кстати сертификаты на АД33 не тоже самое что на AlSi 14-17 и 4043 это не чуть другой, меж прочим металлургия Heat Treated за бугром более объясняется чем у нас, так что АД33 за справку не берется, сплавы то EU то и расходники с технологией тоже от них брать приходится, кстати сварка дает дисбаланс сильный, приходится от шиномонтажников и сход-развальшиков больше зависеть (им большая доля за волшебство) потому что блатные диски обувают в Cordiant а на 260 км сварные как то стремно ставить, у дядей то тачки солидные, дяди не любят шутить когда им вареный суют, тем более на маневровое.
-
Всего лишь предложил старую идею "усилений" .Если у Вас больше практики, и этот метод бесполезен, пожалуй Вы правы, бред. На моих ремонтах при этом подходе скол происходил ближе к краю (шов держал, да толку было мало). По факту это всего лишь усиление нахлесточным элементом, просто утопленным, ну раз бред, тогда спорить не стану.
-
У меня 3дСтудии\АвтоКАДа нету под рукой, это надо показывать на эскизах, словами лишь затуманю окончательно, если успею нарисую + фото, это показывается в 3Д (там эпюр шва объясняет как его выполнять руками). Такие вещи идут вне проектных документаций. Концепция проста - получение от стыковых коротких прочностей, максимальных для данного соотношения толщины\длины наплавленного металла при средней рабочей нагрузке.

-
Fairy (хороший) съедает соляру (дальше только спец составы удаления углеводородов) - минус - надо вымывать и осушивать (попадет в заборник - форсунки могут не переварить этот состав). Мы варили с пылесосом (только может аргон затянуть, придется вскипевший алюминий удалять), сам по себе пылесос нарушение ТБ, не более, но спасал. Пропаривание хорошо на "сухих", а если осталось чуть топлива (а после зимы у некоторых там бензин бывает вместо присадок) то оно спорно. Порошковый огнетушитель убивает ДТ на стенках, не дает выходить в испарение, НО - вымывать нужно будет очень тщательно, его топливная боится как огня, в общем муторно. Единственный плюс - у алюминия при взрыве редко трескается корпус, контузия не больше, а у стальных - осколки + контузия, что страшней (и температура там 1100 у кромок). Если по местам крепления на кронштейны - добавляли нахлесты для большей прочности от ударов. Обычно когда не было насоса для удаления топлива, сверлили отверстие в углу крышки - сливается все до капли, быстрее, так же быстро и вымывать водой, потом всего лишь "точка" и порядок. Протектор аргоном\СО2 самый верный способ - но у меня за смену было 8-12 баков (по 450 - 800 ), начальство жалось сильно на газ, азот вроде как выход (дешевый), но тоже требует отработки технологии (мешает аргону, иногда "кипел" алюминий). ДТшка любит скапливаться под стыком вставок от ударов жидкости, откуда ее не удалишь, лишь хим путем, если нагрев рядом с этим местом вероятность получить рабочие на вспышку пары увеличивается. Была такая книга - Аварии стальных конструкций, в ней был раздел ремонтов емкостей содержавших огнеопасные материалы, там четко расписаны концентрации и температуры вспышки паров бензинов и цетанов, полезно для тех кто имеет с этих работ кусок хлеба.
-
Розы (вообще объемные элементы наборные) бывают еще и ленточные (нечем показать, жаль) - там идея что бутон это 5-8 лепестков внешних, а остальные 30% видимы, все это набирается в "ленту" и затем завивается по оправке (можно получать бутоны вытянутые и к вершине "махровые"), "Фонарик" тоже бывает оказывается 2х и более заходной, смотрится на ура, и делать не так сложно (это когда 2+ влево, стынет, греется местами и 1.5 назад оборота, и так несколько раз, "ананасовый" вид узора поверхности. Еще заклепки - "хомут стяжной осевой" заделываются не только сферой, но и художественно оправкой (иногда 2-3мя), мало кто пользуется, но вид улучшают заметно, иногда полуавтомат дает причудливые траектории на листах, только "гладкие" для контрастных элементов это мало пригодно (хотя можно оправкой и проковать). По покрасу - у кузовщиков в моде было "серебрение" - осаждение хромистых (а может и других) солей с растворов (не гальваника, прямое химическое) дорого, но давало чистый глянец, для худ. элементов иногда очень даже достойный вид. Еще розы иногда красили с колерованым лаком - фотографировать нет смысла, нужен фотоаппарат + свет хороший, там вся соль в фактуре нижнего слоя. Кстати не совсем "играющие" розы можно ставить в букет, тогда даже примитивные в букете становятся очень даже рабочими элементами (меняют цену изделия вверх).
-
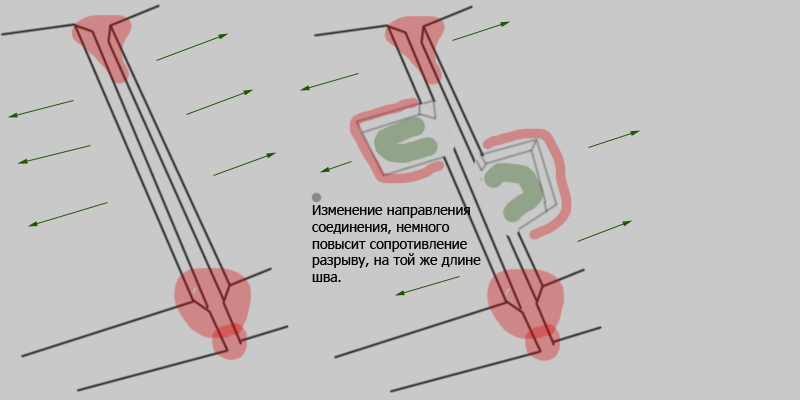
Может это и не нужно, но изредка упоминается разделка соединения "полупрорезной" - когда вместо шва по линии скола делают выемки ("замочный" некоторые называли) - в общем увеличение длины шва с переходами "на срез"-"фланговый", идейно похоже на профлист - когда на той же толщине изменение направления сопротивления металла дает выигрыш в сопротивлении общим нагрузкам. Иногда это можно найти в виде "стыковой" с профильной разделкой кромок, когда скол по размеру не намного выше чем средняя толщина части детали, и приходится искусственно увеличивать длину шва, попеременно меняя направления сопротивления усилиям.
-
Из подделок - со стороны стали - пластина стальная с перфорацией, со стороны алюминия - ничего. Если наплавлять алюминий на сталь - получится псевдо-литая "деталь" - два "шва" после этого - для "поржать" сойдет, хотя со стороны - "как будто приварена", у кузнецов это известно как элемент "хомут" из мягких металлов, внешне напоминает сварное соединение, хотя идейно это просто декор. У литья мягких металлов иногда используется прием литье на "каркас" из более прочных сплавов, иногда часть "каркаса" выступает за отливку, по техническим соображениям, приварив "встык" к такому элементу можно пошутить что это сварное соединение.