selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Василий 1000% прав , без смысла жизнь потеряется.
-
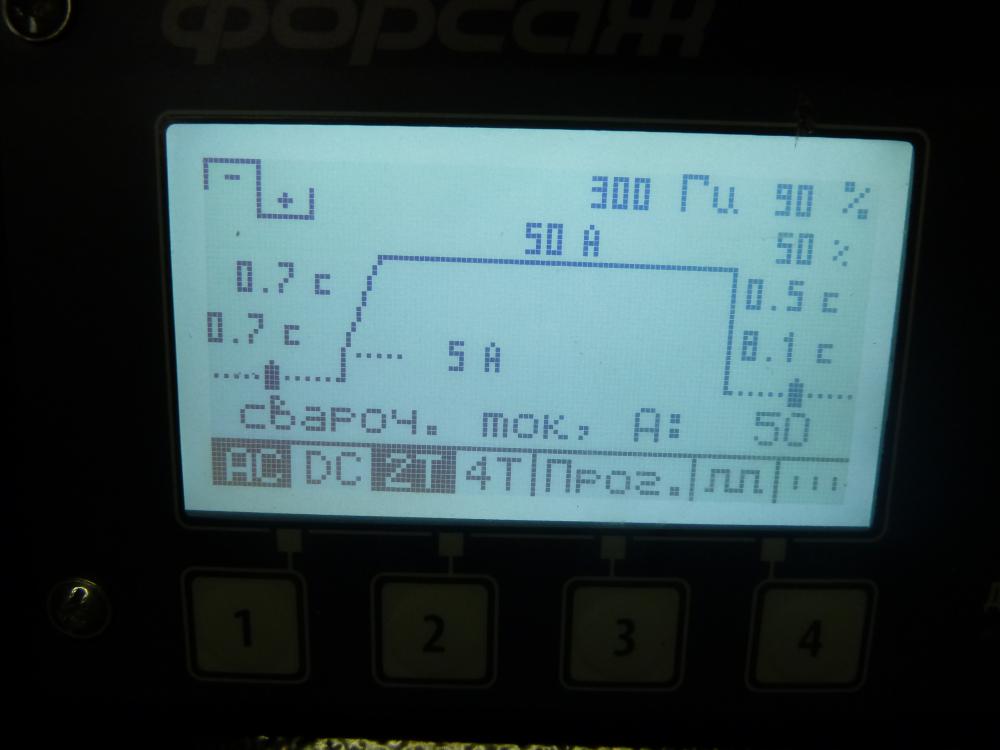
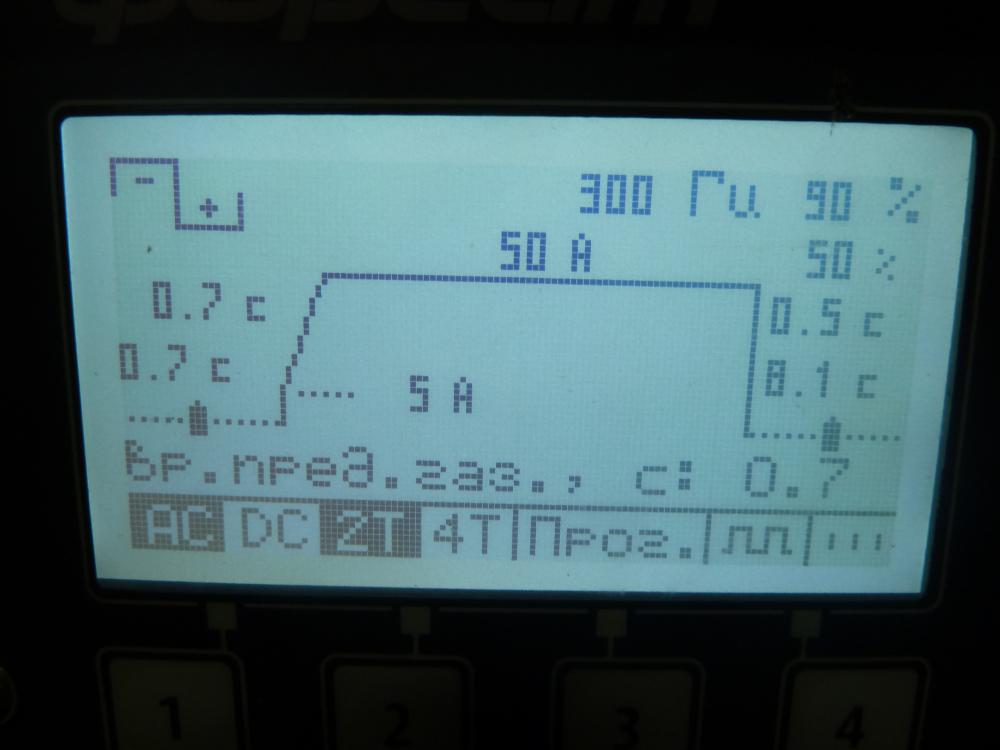
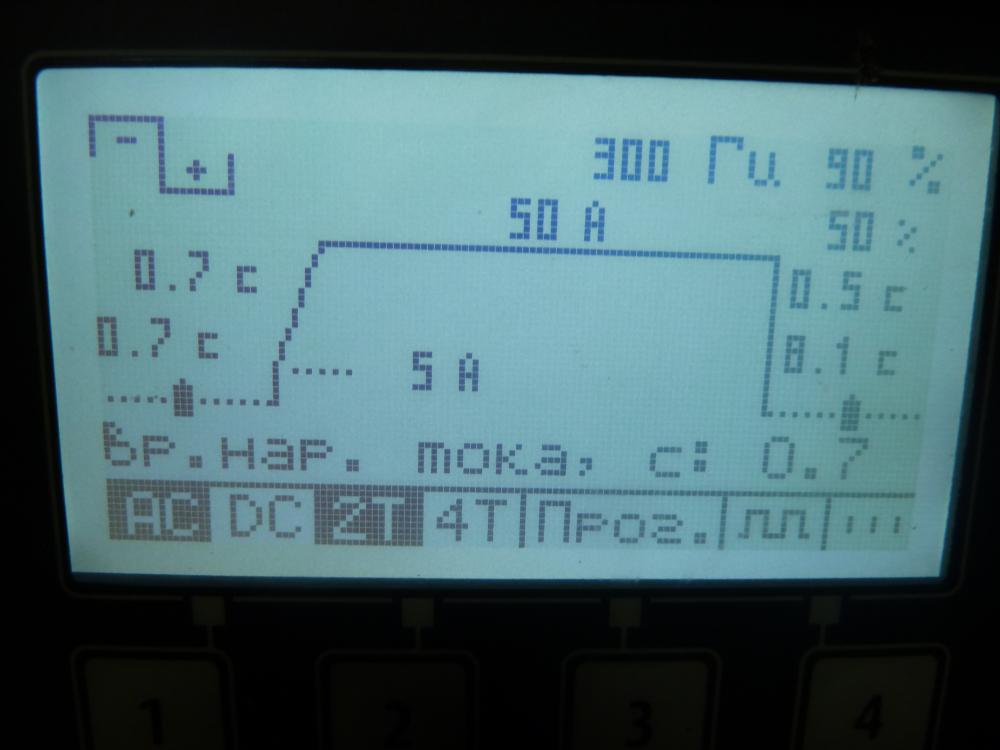
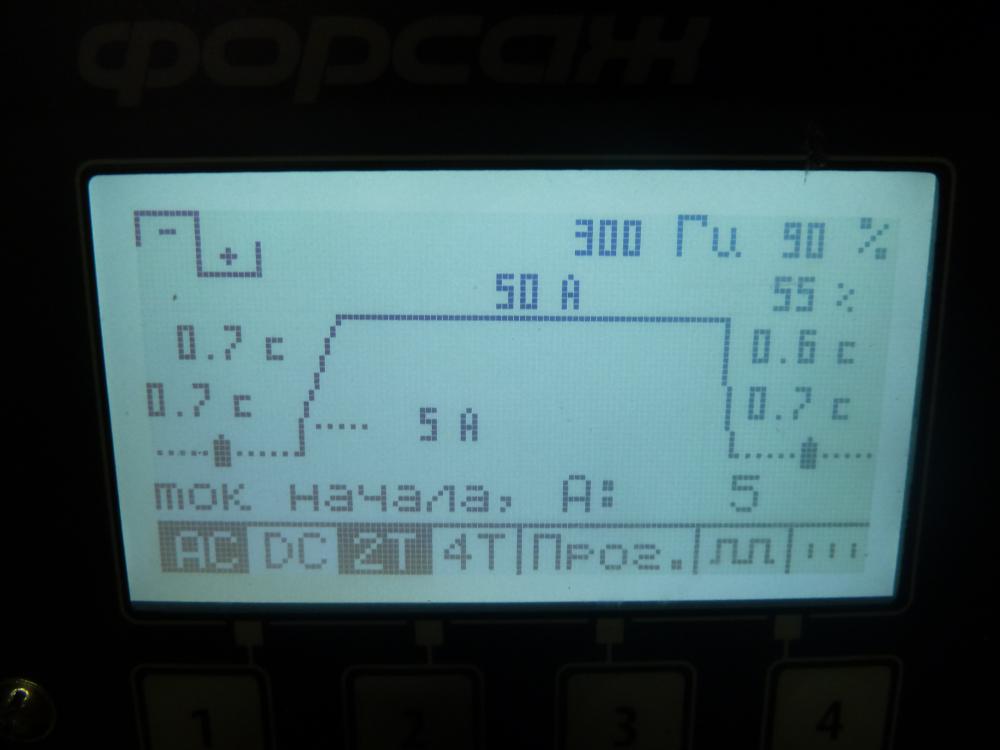
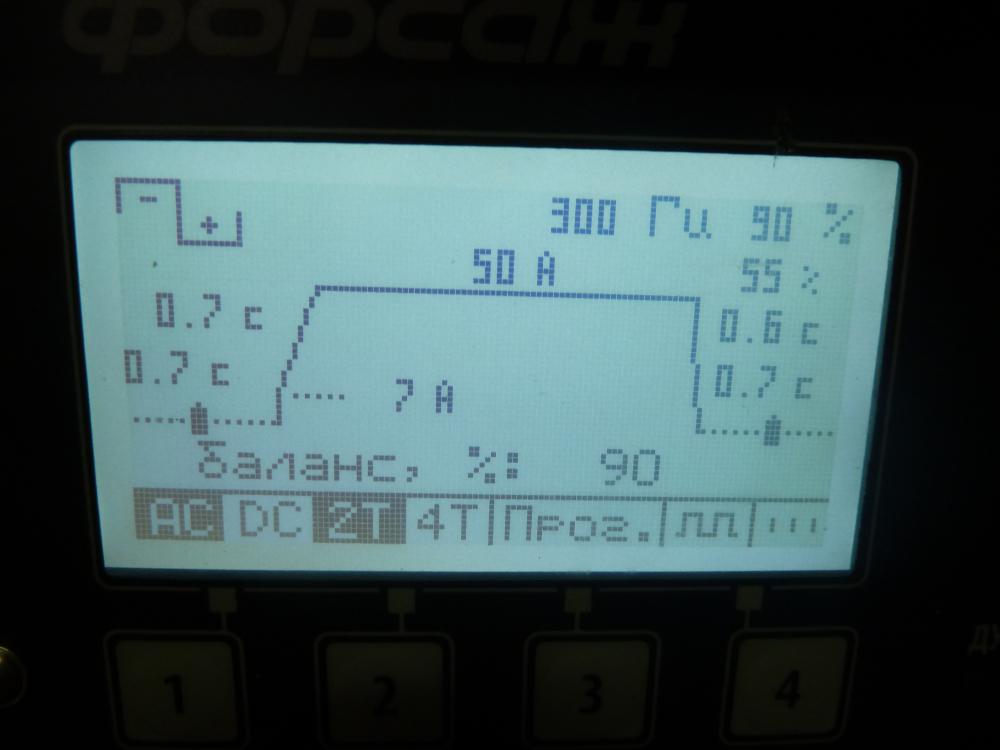
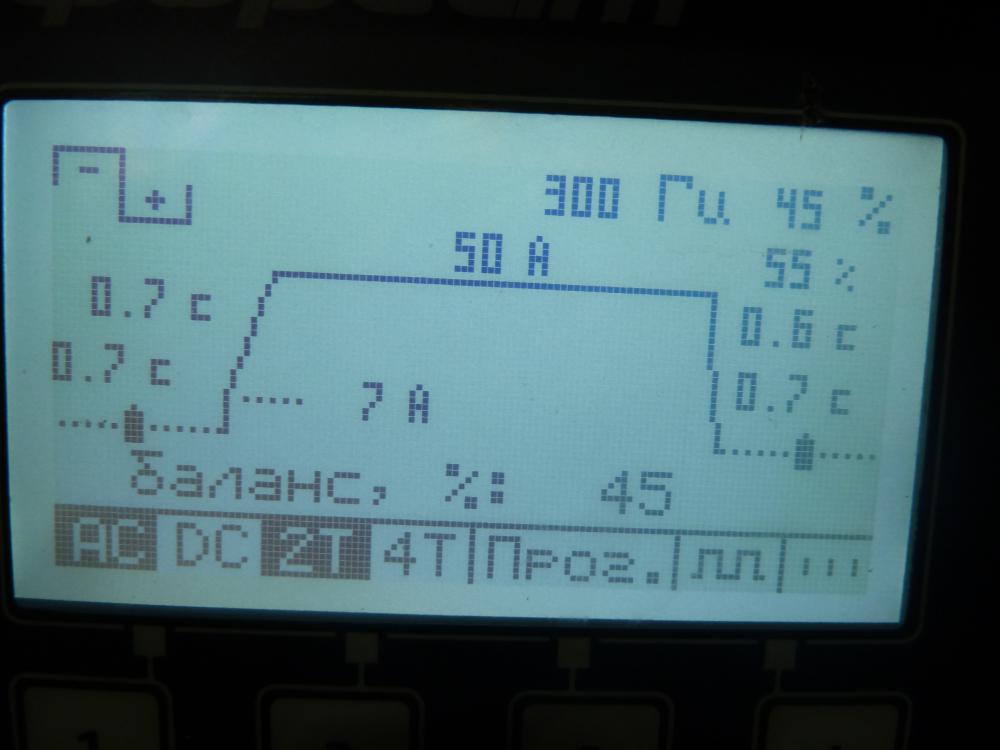
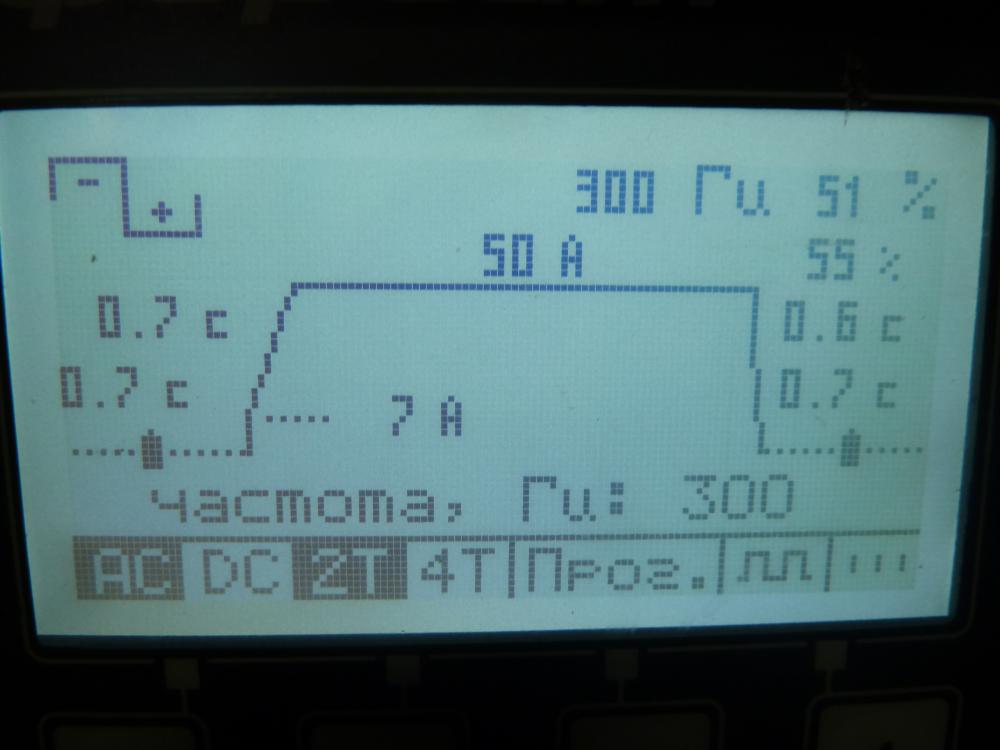
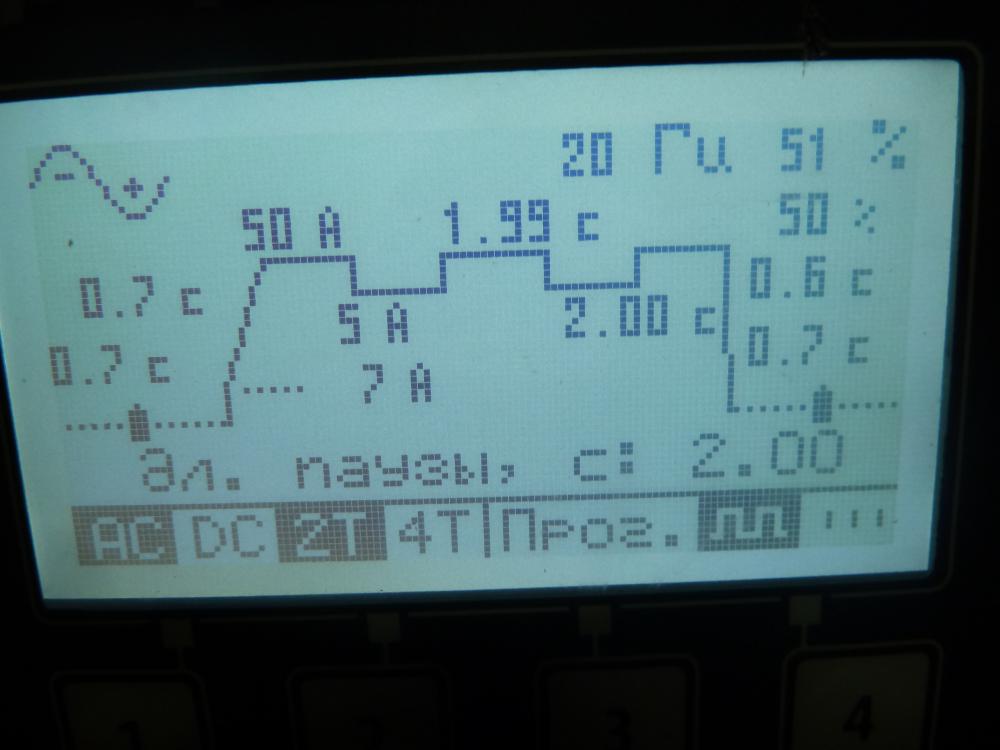
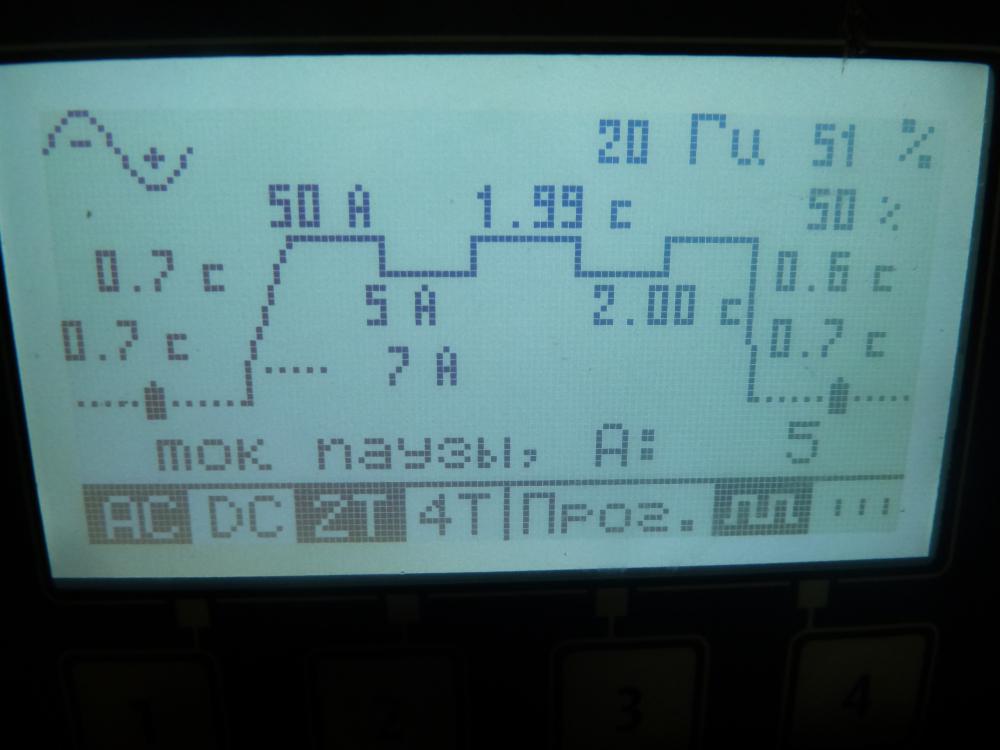
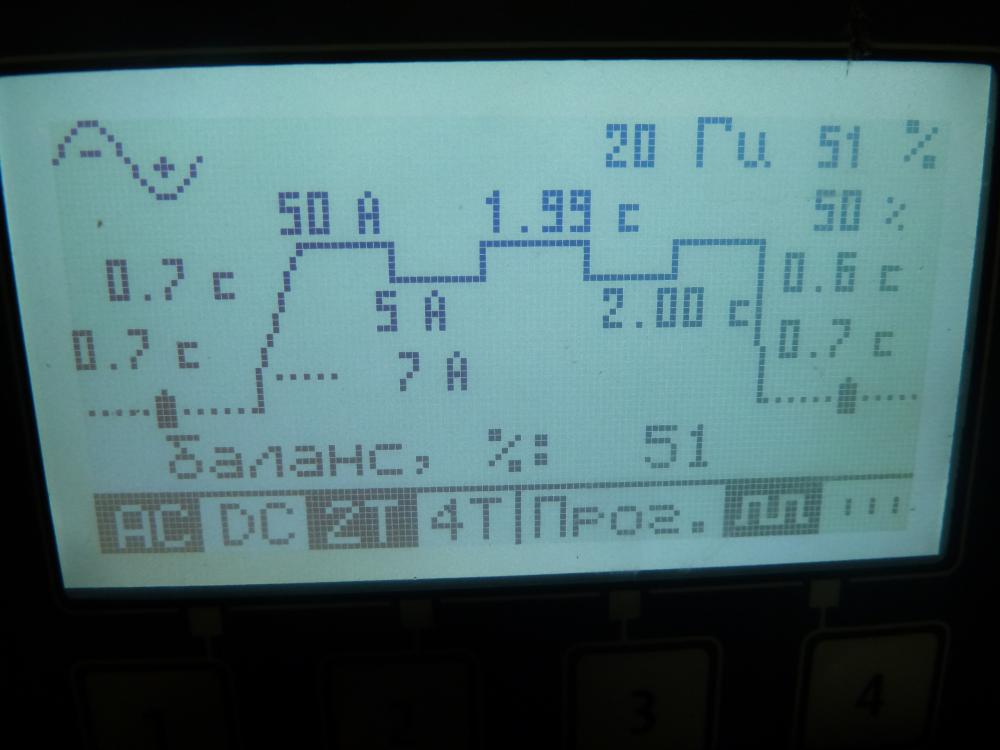
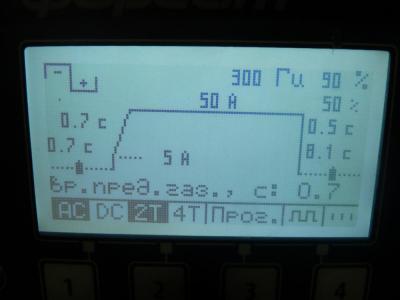
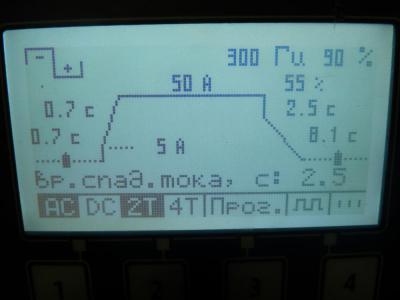
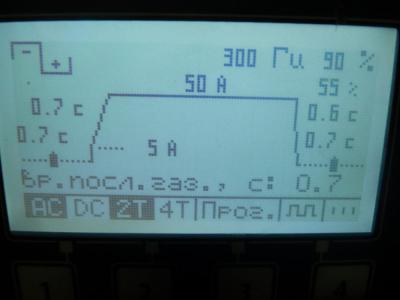
Наконец то дождался "подопечного" . Начнем с упаковки , так как "Деловые линии" похоже приложили его малька и немного облицовку погнули но с аппаратом все в порядке работает. Так вот расскажу как итальянцы упаковали когда с Италии мой аппаратик ехал. В общем та же картонная коробка но в коробку погрузили 8 пластиковых пакетов и опустили в нее же аппарат и накачали пакеты "пеной" , пакетики так хорошо обхватили аппарат и коробку что он там как в "родном гнезде" сидел . Из коробки вытащил вместе с пакетиками и потом они отпали от аппарата на 8 отдельных частей и каждая повторяла ту часть аппарата к которой прилегала. В деле его сегодня еще не пробовал , так что пока фотки прошивки, да и с водоохлаждайкой надо разобраться. Вадим ты уже делал и помогай.

























-
toxa , Alex_DRUMMER С Днем Рождения!!!
-
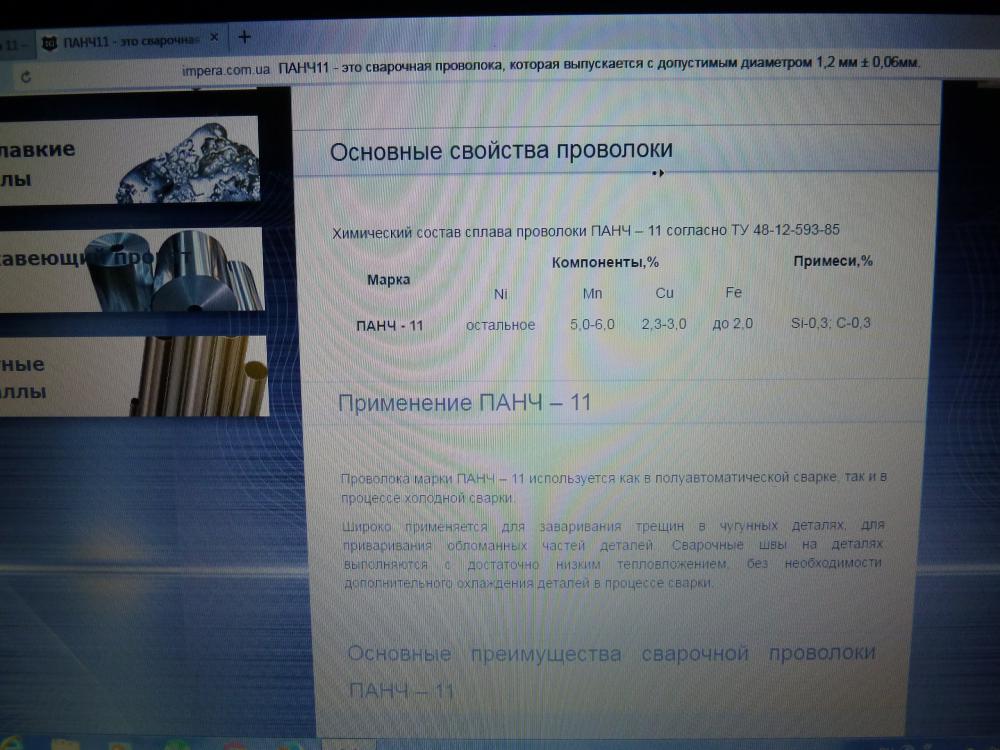
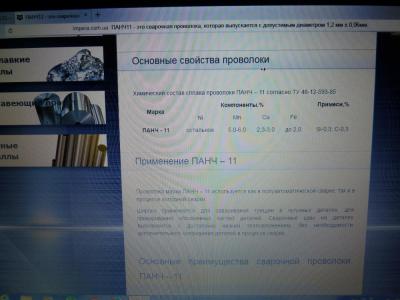
Виктор , но я не нашел редкоземельных элементов в хим составе ПАНЧ (они обязаны показать их , или я ошибаюсь и это "секрет" ) Аргон убрали и воткнули "прямую полярность" для ПА а смысл? Я как то попробовал на "прямой полярности" порошковой в инструкции к ней прямая полярность обозначена , в общем черте что получилось . Переключил на "привычную полярность" для ПА и добавил чуток смеси и дело куды лучше пошло.
-
Виктор у них она как проволока идет и для чугуния не обозначена (но это у них) у нас найдут и иное применение. http://rs-nt.ru/products/326/2310/
-
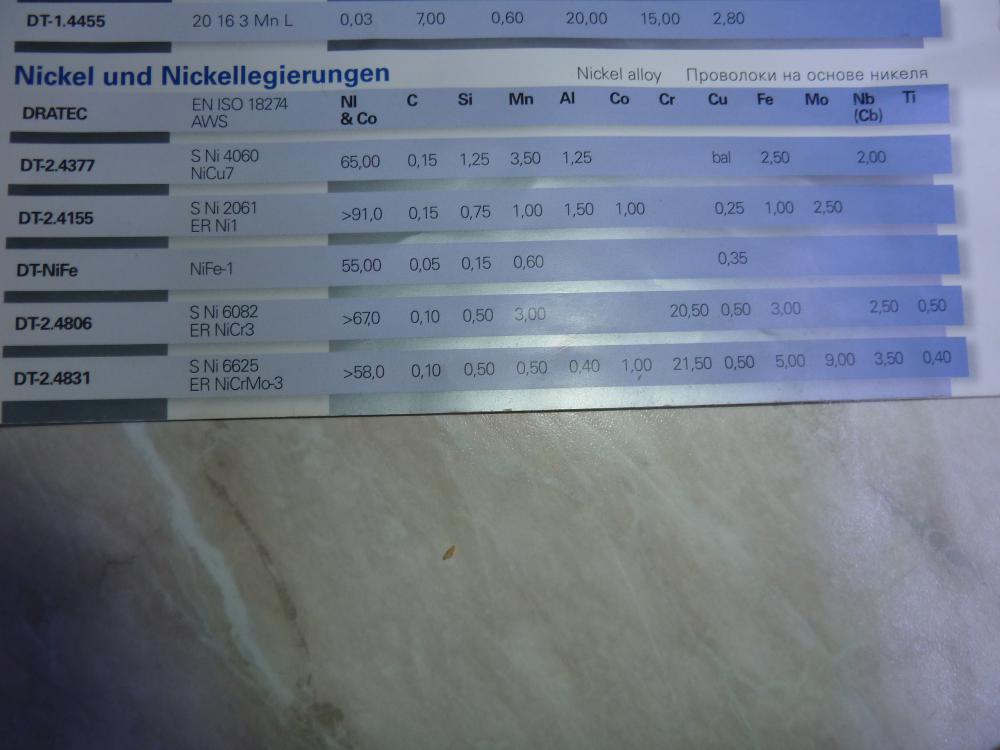
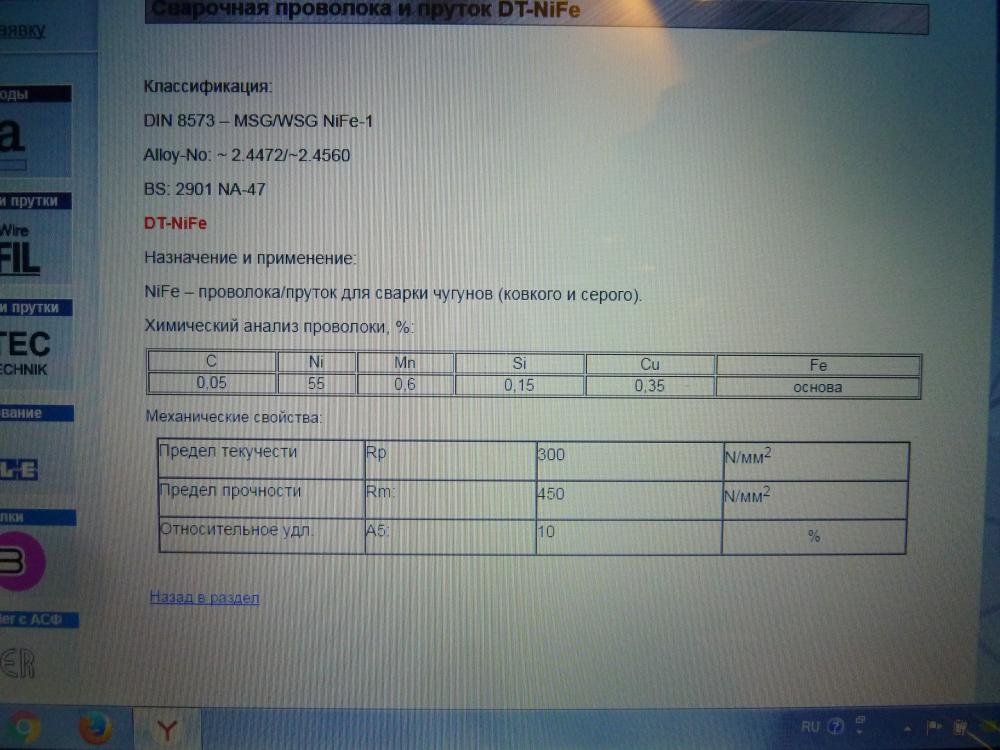
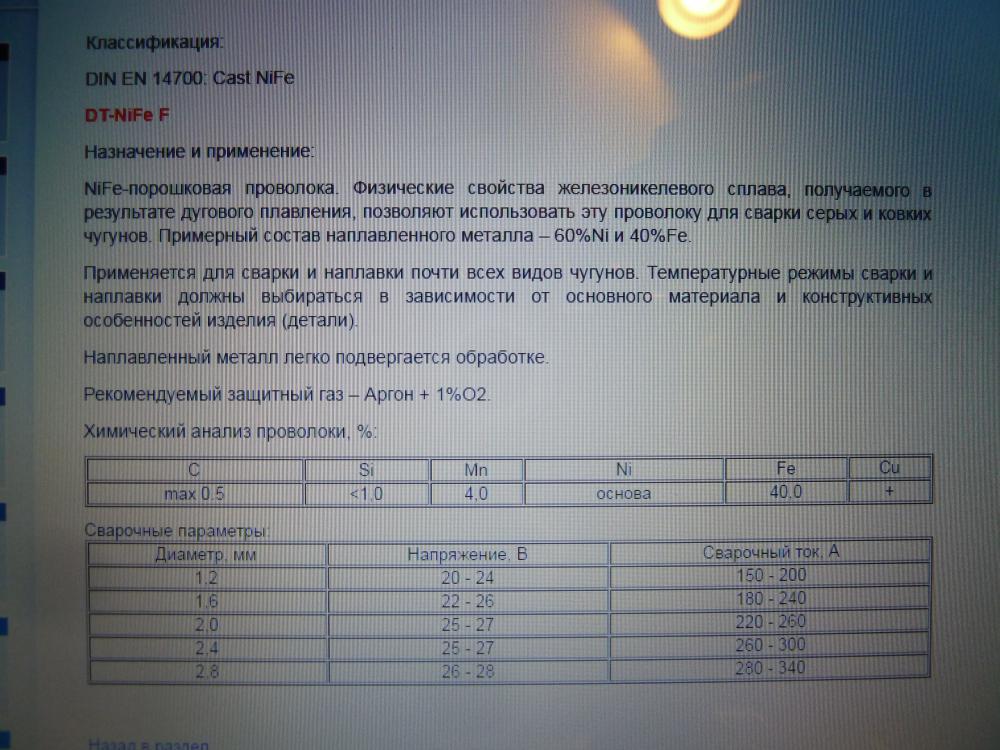
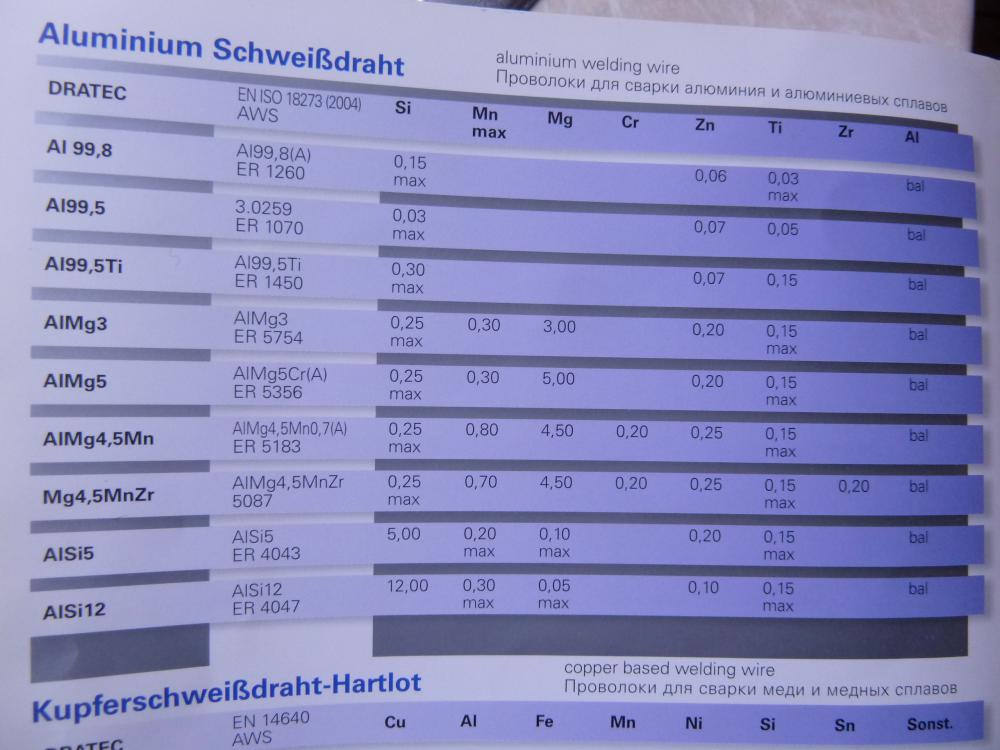
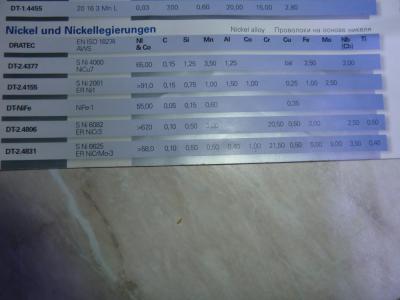
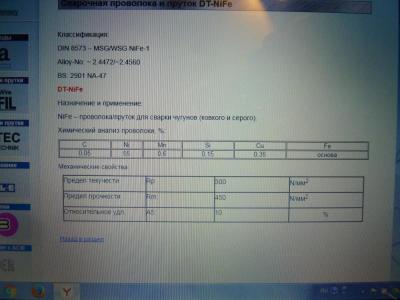
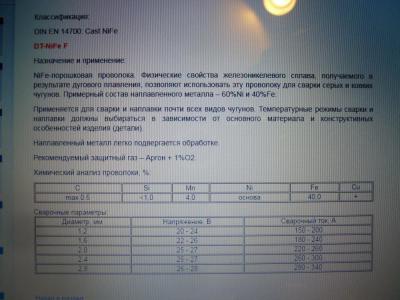
Да еще прямой полярностью ( минус на проволоке) в этом режиме ПА очень плохо работают и написано что проволока самофлюсующаяся (а чему там флюсоваться) нет компонентов которые способствовали бы предотвращению пор . В общем нужна газовая защита и режим если ПА то на обратной полярности ( плюс на проволоке) Вот хим состав ПАНЧ11 и немецких двух проволочек . P.S. Кстати у немецких проволочек не где не обозначено сварка на ( прямой полярности МИГ) и да еще без газа, то есть обычные режимы для ПА и ТИГ.


-
Работал в начале девяностых с напарником Петрухой с Белоруссии толь не помню с какого района но деревенский точно , так вот сгоняет он на недельку на Родину в деревню и сальца нам в подарок как мармелад цветной прослойками по 3мм сало- мясо и таких слоев 6-8 бывало а может и больше , говорил что специально так свиней кормили и держали . Больше такого сала я не где не едал.
-
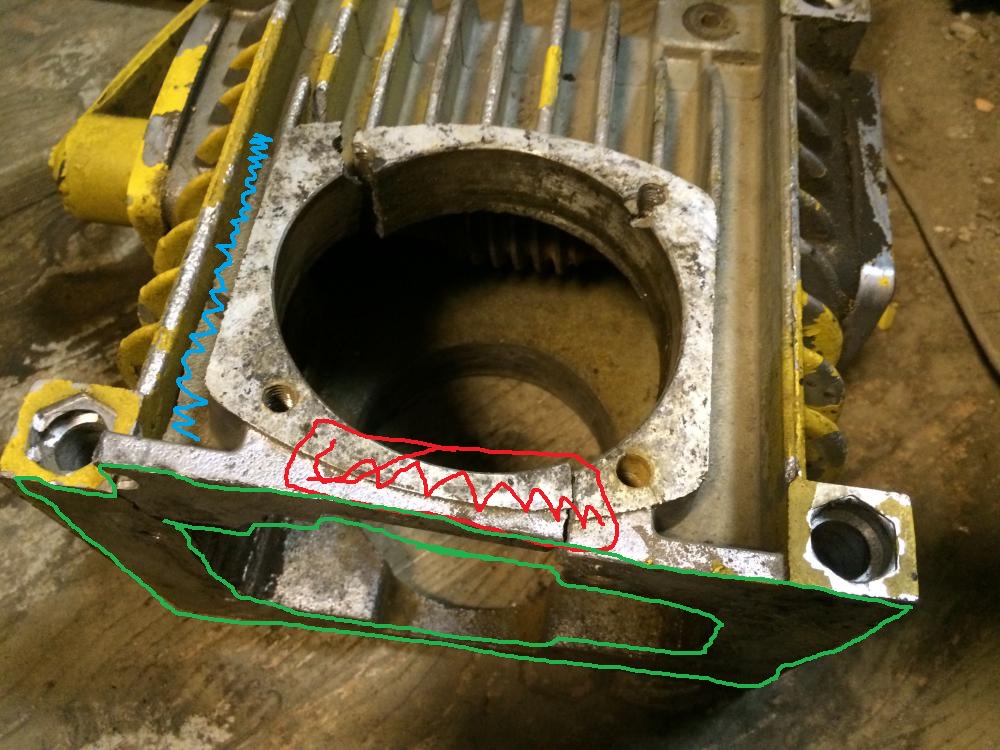
 Георгий проси 5р и скидку сделаешь до 4р но потом при условии что все пойдет без проблем. А проблемы будут , одна подготовка займет много времени. Да и варить будет ТИГом тяжеловато , вот где синим отметил наплавлять придется по ребро несколько проходов , красный проблемный слабый участок и если конструкция позволяет то желательно сделать накладку . это редуктор похоже и нагрузки высоки. Когда ты купишь ПА хороший с ним бы легче было. Вот смотри аппарат 2013г (я звонил и пока забронирован за мной , но у меня есть для вас стараюсь чтобы такая чудо машина да за такую цену не ушла на сторону ) варили алюминиевую опалубку 5мм шит и швеллер под 10мм и от коей в настоящие время отказались пошла сталь опалубка и там простые китай справляются . Хозяин сказал что отдавал за него в Свага 480к.р. , продает за 200 со всем как есть на фото. И еще аппарат не разу не ломался но проходил тех. обслуживание в Свага чистка осмотр подтягивание контактов . Сейчас аппарат находится в Свага на очередном тех. обслуживание , так решил хозяин перед продажей сделать тех. обслуживание. http://websvarka.ru/talk/topic/5041-prodazha-interesnykh-veschej-s-molotka-avito-i-drug/?p=204192
Георгий проси 5р и скидку сделаешь до 4р но потом при условии что все пойдет без проблем. А проблемы будут , одна подготовка займет много времени. Да и варить будет ТИГом тяжеловато , вот где синим отметил наплавлять придется по ребро несколько проходов , красный проблемный слабый участок и если конструкция позволяет то желательно сделать накладку . это редуктор похоже и нагрузки высоки. Когда ты купишь ПА хороший с ним бы легче было. Вот смотри аппарат 2013г (я звонил и пока забронирован за мной , но у меня есть для вас стараюсь чтобы такая чудо машина да за такую цену не ушла на сторону ) варили алюминиевую опалубку 5мм шит и швеллер под 10мм и от коей в настоящие время отказались пошла сталь опалубка и там простые китай справляются . Хозяин сказал что отдавал за него в Свага 480к.р. , продает за 200 со всем как есть на фото. И еще аппарат не разу не ломался но проходил тех. обслуживание в Свага чистка осмотр подтягивание контактов . Сейчас аппарат находится в Свага на очередном тех. обслуживание , так решил хозяин перед продажей сделать тех. обслуживание. http://websvarka.ru/talk/topic/5041-prodazha-interesnykh-veschej-s-molotka-avito-i-drug/?p=204192
-
Магний , он же почти как порох и его надо прятать под аргон или другую инертную среду иначе большая вероятность что он вспыхнет . Я в ВДВ служил и БМД (боевая машина десанта) была из алюминия (современные не знаю мож что поменялось) а катки были магниевые их было столько что мы иногда в поле разжигали из них костер погреться , офицеры не против были , да они (офицеры до капитана свои были и мы с ними на ты ) а вот что выше капитана те еще те огурчики были но и их иногда на место ставили.
-
Михаил там и лапши не получиться с этих " кривых корыт " , напилить то можно но попрямить не получиться хрупкие они. Лучше наколоть кусочков "топором" и кусочками через пассатижи или еще как подавать его в дугу.
-
Сергей возьмет проволочку и как ко мне попадет то с ним и испытаем . Главное есть на чем пробные швы положить , картер от бензопилы несколько штук валяются и еще что то магниевое есть, нужно порыться в "закромах". Немного терпения наберитесь.
-
Сергей скорее всего вам завтра утром отзвонит и договоритесь.
-
Звонил и договорились , проволочку на пробу примет Сергей http://websvarka.ru/talk/user/5863-metromaxi/ , он все равно на днях ко мне собирался . Вот и испытаем с ним вместе.
-
Михаил , ТИГ но можно и ПА (не охота было перезаряд ПА делать . Проволочку или присадок надо покупать правда дорогая но окупается. http://rs-nt.ru/dratec-gmbh-germany/dratec.php
-
Стальной бак ГАЗ , луженый с наружи но .... , заплатки и CuSI3












-
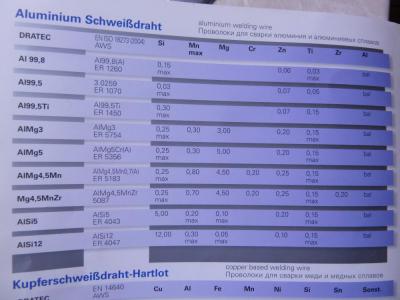
Таблица с этой брошюрки , фирма довольно продвинутая и уважаемая проволоку высшего качества выпускает. Что касается присутствия Zn в ее Ал сплавах, им виднее и похоже они считают что выше получаются сварочные свойства. Что касается других производителей , я думаю что у каждой фирмы есть свои "ноу хау" . Проволочку титановую теперь вам надо на стрелу , может кто поможет с форума . Я вот только ссылку дам где можно купить , кстати той же немецкой фирмы . http://rs-nt.ru/dratec-gmbh-germany/dratec.php

-
ВлаДон , Lohus , Илона , svarnjuk С Днем Рождения!!!
-
ТИТАН присутствует во многих Ал присадках и даже по процентам чуть выше 0,10% , но они искры не дают и хорошо варятся, здесь похоже она с титана и Александр прав . Вопрос к вам, а откуда вы взяли что стрела именно из НЕ30 сделана? Может на стреле есть какая маркировка или ее нет и просто из инета материал стрелы НЕ30 определен . Я думаю может и с другого металла делают стрелы и НЕ30 тогда просто вводит в заблуждение вас и всех. Р.S. HE30 обозначен везде как 6082 Т6 это алюминиевый сплав и он должен да просто обязан вариться , похоже ваша стрела не НЕ30 , а ТИТАН.
-
Ихний истинный цвет шва спрятан под покрытием которое и отливает "радугой" , поскребите почистите и увидите. На счет спец. присадки я думаю не чего они там сверх секретного не применяли.
-
Если как пытались его варить (может и не вы а кто иной) то да скорее всего соединение вообще не получиться. Если все очистите и как положено то все будет как на заводе его видь там тоже варили. Можно какие нить усилители придумать и добавить в конструкцию. вы же сами написали это,зачем ссылку скидываете на 6061?он тут причем? Да яйца с одной корзины 6ххх серия . Да присадку может лучшею и найдешь да быстро ее не купишь они обычно под заказ. Что касается 4043 и 5356 она доступна и вполне пойдет для этого пресловутого НЕ30 http://aluminium-guide.ru/pressovannye-alyuminievye-profili-vybor-splava-serii-6xxx/

-
Попробуйте 4043 и 5356 чуток по 10мм положите шов и посмотрите какая лучше покажет себя. Варить можно одной и другой . http://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/ Главное все подготовить металл идеально старые не удавщиеся швы с грязью удалить очистить и все получиться. http://websvarka.ru/talk/topic/6918-svarka-aliuminiia-chast-2/?p=203585
-
Вот вот это покрытие или оксидация какая , тут на днях еще с советских времен валялся у товарища отлив на окно отштампованный , цвет Ал но стали варить не идет и все , пока мех. щеткой не ободрали (обдирается тяжело) его он гад вариться отказывался.
-
В ссылке НЕ30 рядом обозначается как 6082-Т6 Но почему он обозван НЕ30 , скорее всего имеет какое-то поверхностное покрытие относительно прочное и толстое. Было у меня зеркальце 500х500мм сплав Ал покрытый с верху (лазер технология) и не знаю чем но очень прочным (поцарапать даже надфилем не удавалось) и зеркальным чуточку затемненным . Делали у нас на заводе в 80х годах ну конечно не для того чтобы в него (зеркальце ) смотреться. Теперь по вашим фото где пытались варить , вот покрытие и не дает варить и конечно пока не понятно что там есть на самом деле. Просьба , последние ваше фото в руках держите деталюху , попробуйте где пытались варить почистить щеткой металлической (лучше механической , дрель или шуруповерт) это место и рядом захватите свежее место чуток и фотку почетче и покрупнее суда. Но я почти уверен что вскроется истинный Ал сплав, который будет хорошо вариться.

-
Леха ибн ИВАНЫЧ С Днем Рождения!!! Хо-хо-хо-Хоттабыч, Хоттабыч, веселый джинн, Хо-хо-хо-Хоттабыч, Хоттабыч, давай дружить! Хо-хо-хо-Хоттабыч, Хоттабыч, куда исчез? Нам не хватает твоих чудес!

-
Начнем с дуги на АС (переменном ) токе, она не такая концентрированная как на DC (постоянном) токе и электрозаклепки на АЛ сплаве имеют свою специфику. 5-6мм отверстие мало для Ал и начинайте с 8-10мм , научитесь можно и 5-6мм ставить будет. Технология , если аппарат позволяет то 200гц поставить на АС ток и начинать надо не середину дна греть а край дна у отверстия и как пошло плавление то захватывать заготовку с отверстием и по диаметру обваривать , заканчивать сварку в середине отверстия с подачей присадки. Длина дуги как можно короче и тогда не будет убегать стенка отверстия, тренировка небольшая потребуется.