selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Моя что по ссылке делал и лодка ходит на Волге и в таком месте где ширина почти как море. Знаю так как друг ездит к своему другу летом и лодка жива и служит и пока больше не ремонтили. Вот что еще хочется сказать , ее ко мне уже вареную привезли и усе полопалось но замечу заварена была с одной стороны то есть с наружи. Я сварил с обоих сторон , и из нутри там немного проблематично было но сварил , ну и конечно супер подготовка Ал под сварку и не торопясь , не хто не подгонял.
- 3 338 ответов
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
Алексей , усе прекрасно работает и 08мм проволокой и придется мне видео делать. Вот заднюю дверь от Порше привозили Ал и прогнила так вот хотел ее ТИГ но вижу что уводит металл и решил Хелви да у него и программа под сие есть №23 "низкая энергия" под проволоку 1,00 , зарядил 08 и без всяких мучений коррекцию в +20% программа отработала на 5++++ Еще раз о коррекции и Абсолютно нет не какой разницы чем она корректирует подачей или напряжением и вот выложенные мною выше Фрониусы и там вообще в попугаях но работает прекрасно и может на такой крутизне сразу два параметра корректируются то есть и напряжение и подача и усе одной ручкой. Вот когда свой Меркле укупил и по первому вообще не чего не получалось (я уже наверное раз третий об этом пишу) и Брима (немецкая) варила лучше новоиспеченного , но это до тех пор пока я не понял что "главная" крутилка у синергии это коррекция и все теперь как по маслу и даже лучше . Да вот и Виктор выложил видео CLOOS и это двойник Helvi , поет аппаратик поет и добавить больше не чего.
-
 На закрытым про импульс поговорим и не зря его придумали он отлично справляется с нерж . поводками .
На закрытым про импульс поговорим и не зря его придумали он отлично справляется с нерж . поводками .

-
Усе ,,,, как обещал пошол зо очками +5 . Ладно , шутки в сторону и во сколь годов чугуняка аж прогорела . Но варилась хорошо молчала .











-
Не ну это уже извращение и тогда варите черный ящик а нерж оставьте не потом до лучших времен .
-
Можно http://websvarka.ru/talk/topic/1398-vosstanovlenie-aliuminievykh-detalej-tig-om-i-ka/?p=155289
- 3 338 ответов
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
Сергей , такое бывает на больших токах и связано контакт плохой в наконечнике и это бывает и при новом наконечнике и так это объясним "стечение обстоятельства" и вот посему люблю на малых токах начинать и потом подъем тока правда это на Меркле и он это позволяет , про Хелви надо попробовать . Сей изворот хорош и начало не хуже чем с повышенном током, то есть в начале на малом токе подача мала и много не накидает но дугой прогреет и потом пошел основной и начало переплавлено и все ровненько. Синергетика это некая приблизительная кривая и она требует участия человека. Вот на ЕВМ готовые JOB но и здесь (наблюдал на выставках) Йохан выбрав и попытав лезет в коррекции . Во смотрите навороченный Фрониус и ребята похоже тоже запутались в нем (но привыкнут-притрутся и с закрытыми глазами будут, привычка это ) и иногда попадают в режим а иногда просто Ж. Вот тут да программа создана и забита в аппарат и он сам крутит параметры во время сварки , впрочем также и на робото сварке и по ходу сварки параметры меняются от нагрева детали , пространственного положения шва и т.д.
-
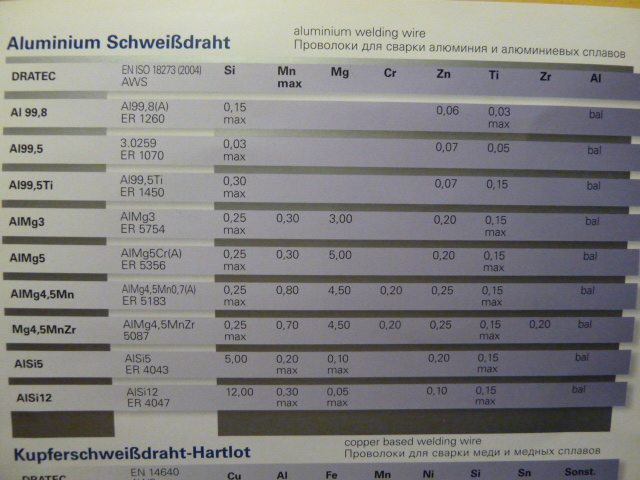
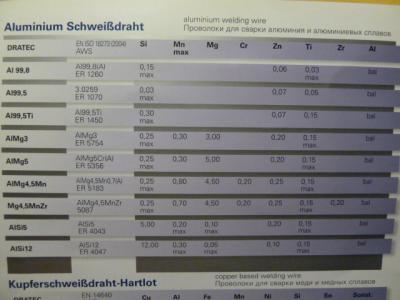
https://rs-nt.ru/products/327/2314/ https://rs-nt.ru/dratec-gmbh-germany/dratec.php
-
Это понятно и я про программу вот она могет потребовать коррекциЮ не хилую .
-
@SergDemin, Сергей , не я не о том что ты не знал и просто решил что у вас с Михалычем наша чистокровная проволока АК5 еще советских запасов вот и подумал что импортный ПА не хочет ее принимать . А так пробуй в любой можно и по нерже или еще в чем и главное чтобы приблизительно подача сходилась с алюминкой а то все наконечники пожгете . Ты вот мне расскажи про 2 метровую горелку и хде Михалыч урвал ее или сами колхозили и для аЛ хорошо , Дайхен пишет в мануале 2,5 метра под Ал.
-
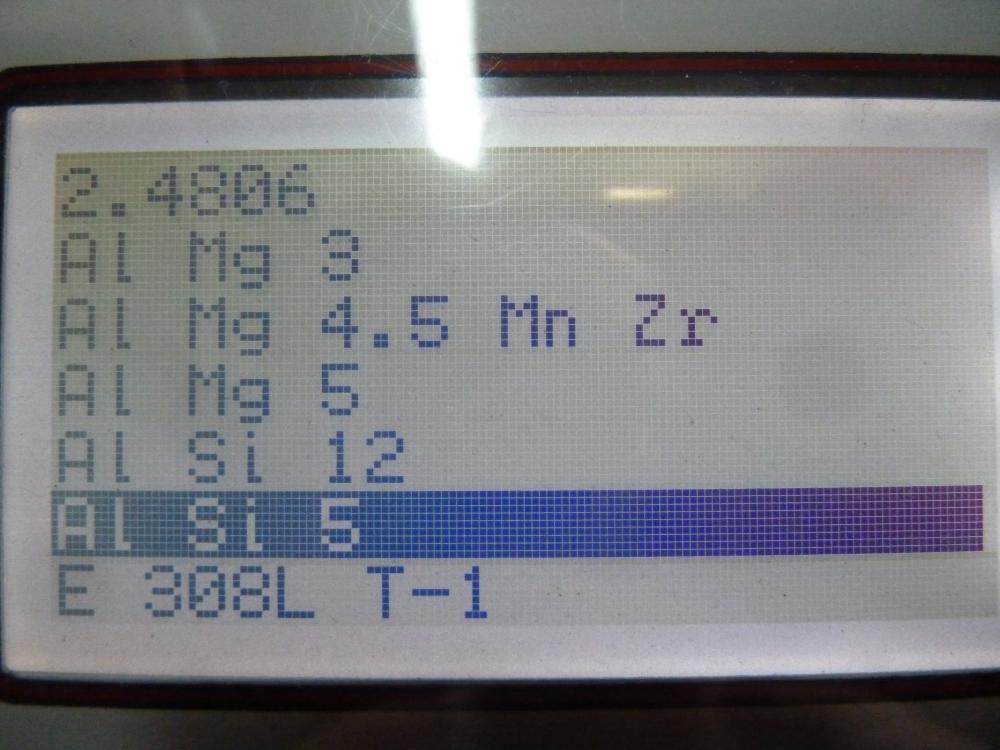
Сергей AlSi5 и есть АК5 и на Хелви обозначена просто AlSi и только по диаметру в программах разница и вот есть еще AlSi12 но думаю все в этих же программах с коррекцией . У Меркле есть различие в программах между ними , но это и понятно другой уровень ПА и считайте промышленный но варить можно в любой программе с коррекцией и не будет проблем.

-
Магнитик захватите и попробуйте . Странно на катер чугуняку и она тяжелая , впрочем дождемся Завтра.
-
@krech, Что скажет МАЭСТРО блоков ДВС по сему случаю , ну я уже знаю ответ и взялся бы за сие .
-
Возможно возможно , но она абсолютно не похожа на АЛ в близи и только из далека имитирует собрата. Вот сейчас увеличил фото в районе тех. заглушки и плоскость там люминиевая нет там серебрянки . Если я ошибусь то пойду в аптеку за очками +5 , и ждемс вердикта хозяина сообщения.
-
Ну может тему перепутал и всего то делов . Ну не похож он на чугун и чугун так не "блестит и кстати АЛ отливки также имеют пупырышки. Вот приглядитесь еще раз выше трещины технологические пробочки ну если бы это чугуний то они бы цвета ржи были , впрочем
-
Но гильза может быть и залита то есть не съемная , ну не похож он на чугун . Впрочем вот что в красном кружочке мною отмеченное , это можно считать уже отделившимся " куском метеорита" от планеты и пусть блок чугунный или Ал его крепко "удержать" на планете уже не получится и только одно дать ему улететь с богом , ну и в замену наварить - наплавить близнеца , впрочем если это чугуняка то ей место в чермете однозначно ей уже не помочь.
-
P.S. Вот что я вижу на фото и это вроде блок из Ал сплава или у меня что то с глазами. Если он действительно из Ал сплава то сносите усе вот примерно так и вываривайте по новой . По другому не получится там в рубашке охлаждения грязи не мерено да и резьбовое отверстие под болт тоже потрещало а его надо сделать целиковым и не заварить его так оно довольно глыбоко и в нем грязь и дрянь Ал этого не стерпит . В общем если чувствуете силу (уверенность) в своих руках то бог в помощь , если нет то вежливо отказаться.

-
Ну, это-поправимо, продраят на станке и потом легче подваривать будет . А вот здесь-вопрос? И, думаю, агрегатчики бессильны будут . Гнездо под седло, я так полагаю, будет на расточном станке обрабатываться и вот обварить надо было по кругу, а не только где испорченное и расточнику будет сложно поймать размер, да и резец будет грызть одну подваренную часть и, думаю, точности не получим а там должно точно усе быть. Вот полностью обваренное-гораздо лучший результат был бы .
-
Алексей у него коррекция не хуже чем у Меркле и она работает то есть заводская программа и дуга обычно (это касается импульса) немного коротковата по крайней мере для меня и коррекция в минус энное количество и дуга 3мм что мне нравится , но если коррекцию переборщить и для примера выкрутить в минус 30 , то точно наконечник придется выкинуть так как длина дуги будет такова что сама дуга будет гореть с наконечника и т.д и т.п. Что касается выбора другой толщины не соответствующей заготовке и это просто для скорости и немного поясню так для примера . Например мы будем варить две железяки толщиной в 1мм и вот в импульс режиме импульс будет например 50гц (он завязан на ток) и да сварка пойдет и усе прекрасно но относительно долго , и я обычно на такое ставлю на аппарате 2мм по толщине ну и импульс уже 70гц да и ток повысился и таже сварка только горелка поедет быстрее да и деталь меньше греется в таком режиме . Вот и все премудрости и кто хочет тот может пользоваться по выбору толщины то есть что на аппарате то и в металле и усе прекрасно сработает. Завтра если времечко будет то видео сделаю . Что касается импульса то есть его формы то он точно меняется в любом импульсном аппарате и имеет очень причудливые формы для каждого материала и вот только в Меркле их 144 штуки , но их не увидишь и надо слушать. У меня были проспекты с разными формами импульса от Меркле и ЕВМ но комп слетел и усе улетело в бесконечность , впрочем импульс у каждой фирмы свой и это секрет , но думаю взламывают и воруют друг у друга . Вот брошюрка конечно мало про импульс но почитать интерес. 5-13-1-PB (2).pdf 28.pdf Сергей, по подаче наверное еще шире и на большее мы наверное не ответим . Ну и коррекция вольтажа или подачи влияет только на длину дуги и больше практически не на чего и это и на Меркле и на Хелви что я часто пользую примерно равно .
-
Сергей вот видео и смотри , то есть усем пляшет от ампер и если коррекция по подаче то остальные параметры стоят на месте , так же если по напряжению . При сварке отклонения от 100А если допустим коррекцию сделаю минус 10 или плюс 20 , аппарат будет держаться выставленной энергии (кстати так у Меркле называются амперы) и +- 5 ампер в обе стороны но это максимально и обычно 1-3 ампера ну и они не о чем тем паче в импульсе . http://websvarka.ru/talk/topic/8744-evospark-rosweld/?p=356488 Сергей конечно будет и только коррекция нужна будет и я даже АМГ в нерж программе варил но с коррекцией , без коррекции не выйдет.
-
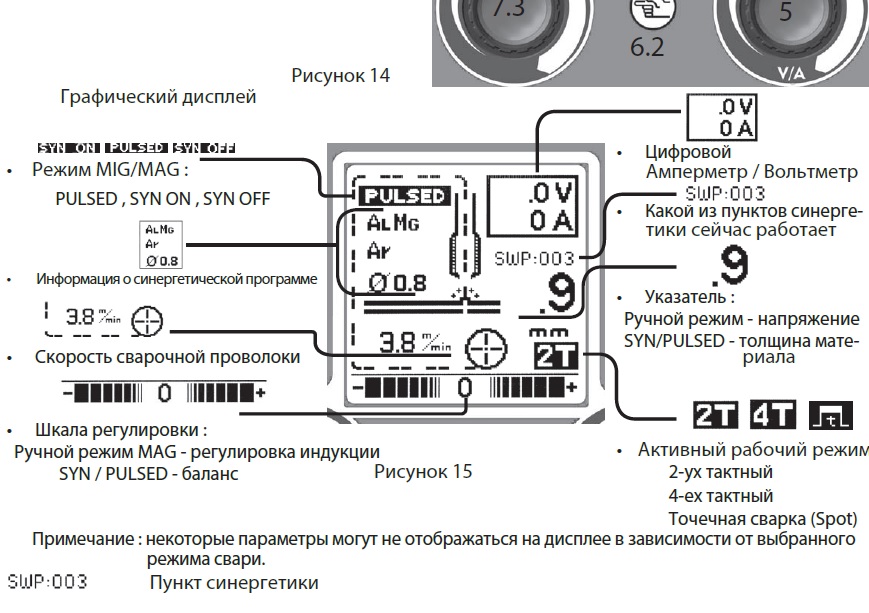
Виктор , ну наверное форма импульса изменяется или еще чо , и вот на некоторых программах есть 3 варианта на некоторых 4 . Ида работает и это видно по дуге. SWP толщина .8 то есть 0,8мм а вот тут уже изменилась толщина материала .9 что сответствует 0,9мм и так далее .....





-
Усе ,,,усе ... Мужики , заканчиваем !!! , и ждем ПА EVOSPARK на тесты да и у Сергей тоже покажет все . Ну и разбавлю все это парой фоток с выставки и пусть они напоминают что тема Evospark.




- 2 452 ответа
-
- 12
-
-
Сергей, наконечник то наконечником а вот сопло легкое да с изоляцией внутри самого сопла и импульс его да и горелку убьет мигом , так что берегите ее под МИГ-МАГ простой и под сталь . На импульс нужно чтобы горелка двух трубная то есть сопло без изоляции и медное толстое и массивное и оно забирает большую часть "жара" от дуги. Вот я как то заморочился баночки пивные ПА и по первому не получалось всю коррекцию по напряжению искрутил в доль и поперек и я даже не знал что можно коррекцию переключить и случайно набрел во втором меню и переключил на подачу и пара банок пробных , третья попытка удача , коррекция по подаче точнее что ли, как то так .
-
@Вад11, Вадим . Да все мнения принимаются и мы все учимся . Бывает и на производстве меняется и не один раз на дню так чо сварщик должен знать своего кормильца и ладить с ним , то есть настраивать его . Это выходит как шофер скажет я могу ездить только по прямой , ну и чо из этого выйдет. Во вспомнил в армии было у нас , пришли новобранцы ну и по первому стажировка , так вот один попался таков , спросили на чем ездил или учился до армии ,,,, на ГАЗ51 ,,,,, хорошо поехали на ГАЗ53 . В общем залазим в кабину , заводит мотор и стоим ,,,, что стоим? ,,,,, а как тут передачи включаются , да так же как на ГАЗ51 ну и показываю первая ,вторая ,третья,четвертая и Зх ,,,,,,, стоим ,,,,, что стоим то ,,,,,, а можно мне на бумажке схему переключения нарисовать , нарисовали он ее на доску приборов воткнул ну.....и ...поехали . Конечно научили и сам потом смеялся , но чему он в автошколе учился то.