Урий
-
Постов
223 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Урий
-
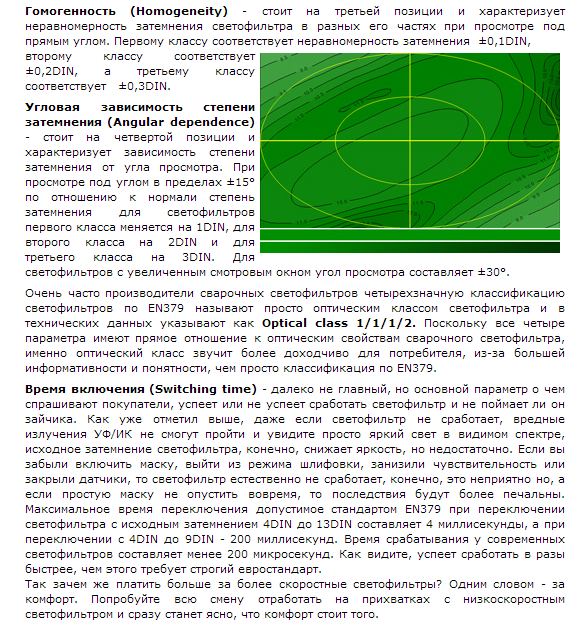
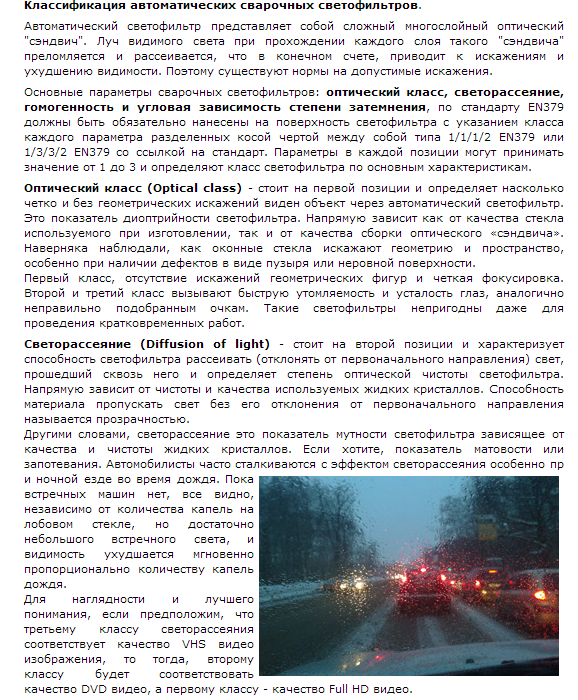
Параметры светофильтра.

-
Как я понимаю у Вас спросили в этом вопросе про материалы (электроды какие?,прутки какие? вид сварки ,что будете использывать ? почему к автоклаву Вы применили те или иные материалы. Вы же будете писать это исходя свойств материала автоклава. Проведите сравнительный анализ свойств наплавленного слоя, Напишите , чем будет крепче,легче исходя из таблиц свойств использываемых Вами материалов, что подходит больше по составу основного изделия (автоклава) Ну итд. Про трубчатые электроды (видел раз их для сварки под водой)
-
Прутки подбирают по составу основного материала,а паял строительным феном. Необычно для первого раза ,но паяное место на радиаторе давление держало. Кроме радиатора поял другие треснувшие изделия ,вроде не плохо держит пайка. Вроде есть спец аппараты для пайки,для себя обошелся феном. Паяльником разделывал кромку в месте пайки. Шов затем стачивают до уровня основного материала, если мешает шов. Если не мешает выпуклость "шва " разглаживают паяльником и остввляют.
-
Round_Square Самое время ,найти выход и исправить ситуацию практическим путем с болгаркой. Считать дело интересное, нужное ,но реальность подталкивает уже к другим действиям. (к практикическим занятиям)
-
Чтобы спросили конкретно ,пока тоже не знаю такого факта, Но при желании могут, что делать тогда? Мифических приимуществ этого , также не акцентируют. Но вопрос как реально или не реально соблюсти требования Госта -мнения расходятся. Что касается замков , что значит (запил делать проблематично (оставаясь в параметрах) ??? Насколько я понимаю ширина проправленного первого прохода с зазором в 2мм становится до 4мм (можно и больше ,но тогда ширина облицовки станет более 6мм) В чем проблема делать заход на краях шва первого слоя? На сколько я понимаю ширина первого слоя стыка не 2мм а 4 мм. Разрезал я тот стык ,что на фото, решил померить ширину корня да поразмышлять кой о чем,размер был 3 - 4 мм в разных местах в этих приделах. Что касается ширины первого слоя в 2мм я такого даже представить не могу на 5мм толщины в ММА.
-
В том и дело , что Гост никто не отменял. Как примут "обывательский Гост" в качестве критерия ( " зазор меньше держака сварщика-не зазор, а лучше без зазора, воду держит и ладно, паутиночные, ниточные, канатные, танковые швы, и другие похожие стандарты ") вот тогда и будут другие песни. Можно говорить про года этого госта , бумага все терпит, а вот работодатель и другие товарищи пока в праве требовать этот гост с пристрастием. Дело даже не в моем озвучивании этого факта ,а скорее в том, что Гост пока действующий и никто его не отменял. Соответственно за (ГОСТ) соблюдение могут спросить с сварщика ,что даже не помогут слова бред, итд. Другое дело время на соблюдение госта больше (подготовку итд) тогда и цена должна быть достойная. Но это другая история не про С-2.
-
Понятен и этот момент, что сварщику сложнее оживить Гост в практической его части, чем его нарисовать и требовать его соблюдения. Но почему тогда он существует на других соединения скажем с разделкой, ( этот самый ГОСТ) Он существует с 3мм стенка без разделки а вот 5 мм это миф, бред , итд? Гост с подковыркой? Зацепимся тогда за другое, в некоторых книгах пишут до 5 мм допускается варить без разделки. Фото даже с 2 см шва и проплавления 5 мм стенки и зазор 1,6 мм уже есть. Да оно не идеальное внешне , оно в нижнем положении , оно не имело продолжения полного стыка . Но, после всех слов остался видимый факт, при зазоре 1,5мм проплавление появилось при стенки 5мм без разделки кромок. И так как это проплавление появилось , уже есть намек ,что такое соединение с таким зазором могло существовать. (мое личное размышление) Соглашусь- его умудриться надо сделать идеальным с рентгеном, в это трудно верится, да надо развивать те умения которых пока нет, но факт проплавления не выкинуть. Раньше тоже казалось, что рентген это издевательство, не реально его пройти, не реально и многое другое было. Двигало одно, если это возможно в нижнем положении, даже 1 сантиметру, то станет возможным и в других положенияж . Все остольное было предоставленно времени и самосовершенствованию , чтобы получалось так как у того дяди который почемуто мог и у него электроды не прилипают.
-
Это очень хорошо,что по Госту с 3мм проблем нет. ( подчеркнул специально, чтобы было понятно что в 80 годах Гост имел место с з мм стенки и зазором 2мм) Юмор это хорошо , про аппараты из цельного куска металла , тогда вопрос, что в то время аппараты были совершенней чем современные? Надеюсь ответ в стороне современных возможностей аппарата.
-
Нет проблем, проверяем ,может это соединение быть или оно как миф. Это интересно , особенно в номенале. Думаю эта не тема для разборок а скорее некое практическое исследование.
-
Один вопрос пока , а как дела обстоят с С-2мм с соблюдением Госта на неповоротке с 3 мм стенка?
-
На вкус и цвет как говорят -каждому свое, ну и смотря на какие виды работ. Мне на трубах из всех нравилась "вилка" когда запретили ее после всех переборов остановился на есаб прима. Не любит он ржавчину, износ "губок зажимных" держака сразу увеличивается. До их износа (губок) держак приносил мне удовольствие. Если чирком зажигать электрод то долго он служит. Фото как выглядит держак нашел в интернете.
-
BelaZZ Электроды лб-2,6мм, ампераж не скажу, нет на аппаратах циферблата. Совсем на заре работы как я варил? Зависело как в жкха отрезали сантехники трубы. (местами ширина 8 мм а иногда когда заваривал не стыковку и более 10мм было, все от зазоров зависело ) В газ попал там образцы варил зазор по лб-2,6 выставлял а ширину шва 8-9 мм делал. Когда лабораторию прошел, приняли. (почемуто их это устраивало ) В процессе начальник как-то сказал надо Гост, начал собирать стыки с зазором 2мм . Ширина в начале была 7-8 мм, позже стала 6мм при зазоре в 2мм. Прошло время, начальник стал требовать Гост, выкрутился , с сылкой на конкурентов ,чтобы он показал кто так варит по Госту, чтобы требовать его за ту зарплату которую он платит. Когда в процессе варил Гост , коллеги по "партии" искоса смотреть стали, как и здесь на форуме пошли разные дисскусии об этом. Стал варить и для своих навыков по Госту и разбавлять стыками как у коллег по "их Госту", чтобы всех все устроило. (как будто случайно вышло 6 мм) В прошлом году оставил я сварку газопровода. В этом году начал осваивать Tig, а интерес про Гост и С-2 в ММА остался по сей день. Особенно при зазоре в 1,5мм.
-
Elektro_D, Для начала неплохо, видно что местами корень проскакивает с хорошими внешними данными, ну и само стремление делать зазоры по требованиям Госта, и тд, это уже хорошо. После подобных эксперементов и их анализа у Вас появится способ ,который поможет отсеить ненужную технику движения электродом и подкорректировать то,что поможет получить нужный результат. Слишком много зачищать кромки не надо, 2-3 см хватает. Не забывайте, зачищать и внутри кромки.
-
BelaZZ Ну,что тогда сказать, на С-2 ММА - рулит. Да и само соединение очень интересное как процесс, когда из множества техник, и других трюков, самое эффективное действие бывает здесь только 1. Ну а другие манипуляции приведут к неудачи, вот этим и интересно это соединение без разделки кромок.
-
Yuvellir77 , Вы интересовались о полировке,чем и как ,сегодня нашел в мастерской кой чего.(заглушки,фланцы,диски итд,все продается)
-
BelaZZ ,Интересно стало про Тиг, я конечно тиг пока осваиваю , а почему металл выгорает? Точнее интересней ,что надо делать, чтобы 5 мм толщина выгорела? (Почему не знаю ник после обращения не меняется автоматом в синий цвет.)
-
jaan , Будьте так добры, название напишите фото,о котором Вы говорите,а лучше покажите. Я понимаю, что 5мм стенки без разделки не плавятся, но тем немение. И если Вы и заговорили о 1,5мм зазор , то прочитайте текст несколько раз, помоему,если мне не изменяет память я искал ответа и подсказки тех кто его делал и варил номинал С-2. И еще про заблуждения, вроде я не говорил стенка 5 мм без разделки (как?) да так -как в ГОСТЕ про С-2,(про зазоры также) так чьи это заблуждения в итоге? А кому и во что удобней верить,так это дело личное, я так думаю.
-
Абсент 70-80 гр кто пробывал? (Зеленая фея ) - На ,что похожа для сравнения эта дама?
-
Ага, еще бы сказали -это ангел с турбо двигателем.
-
Yuvellir77, присадка Еn 308 L пойдет, лепистковые диски разные бывают ,от крупных до мелких. Норматив на шлифовку, полировку не знаю. morgmail, хоть раз, горелку в руках держал.
-
Yuvellir77, Да. Спасибо. Сварка Tig, устройство - трубогиб, балгарки,буравые итд, еще нержавеющие отводы, фланцы, анкера,трубы,диски итд. Особенности, полировка стыка до однородного блеска,без царапин , спец пастами. Еще Снип в придачу про перила и разные ограждения как документ. Видео в ютубе как доп информация.
-
Стенка в 5 мм , тоже в Гост входит,а вот номинал предполагаю ,что варят в нижнем положении и поворотку. Тот кто сварит ММА номинал чистый , звание нужно присвоить, минимум главного сварщика России. (1,5мм зазор, стенка 5мм,ширина шва 4мм, +рентген бонусом на С-2 )
-
BelaZZ Есть не сплавление на стороне дальней,где указали на мое фото .Я не отрицаю, добавлю , старался в ровень стенки коренной шов положить и без бугров разной высоты.( так сказать без выпуклости, усиления ) Хочу еще раз подчеркивать про толщину итд.
-
BelaZZ, Про кусты- был билет читателя у меня. (молчание в причине бана ) Я еще раз пишу давно не варил не поворотку и зазор 2мм ставил в отличии Ваших 3х мм. (варил без тренировок после длительного срока) Или думаете ,что с 3мм зазора мне сложнее чем с 2мм? Далие бугор в шве корня ,доказывает, что выпукласть корня реальна на 5мм стенки. Стало быть, что и варить 4 мм стенки и зазор 2мм реальность истинная. (для меня) Да есть косячки на фото ,так зато на 5 мм толщины и 2мм зазор, а не на 3мм стенки и 3-4 мм зазор на Вашей поворотки 57 трубы в нижнем положении. Вы бы разделку сделали для смеха на 3мм стенки. Я тоже варил газ и воду, причем на трассе не поворотку , и газ и вода к людям досихпор идет, это я так " о птичках". Зазор 1,6 сложно варить в номинал,поэтому и ищу везде где можно ответы для себя . Не реально Вам 5 мм лично,так и пишите про себя. Нет мне желание всех переубеждать про 5мм и зазор 2мм. А если применить "ГОСТ" не потечет, то тогда стык с косячками будет самое то. Скажу, прожег я не делаю давно на трубах и с 5мм толщины. Что мешало также качественно представить свои достижения? Телефон, 2х пиксельная камера.
-
Коллеги, не хочу уходить от темы,спрошу иначе. Кто варил трубу с зазором в 1,5мм и толщина стенки 5мм и вписался в гост с шириной шва 4мм? Надеюсь часть коллег понимает о каких тонкостях госта идет тема. (интересует не теория,а то как был достигнут номинал в госте, диаметр электрода, ампераж и количество слоев.) Есть другие темы на форуме про другие вопросы с своими реально или не реально,корнями и другими манипуляциями технологии. Чтобы не быть занудой отвечу на вопрос Elektro_D не в тему. Обратный валик (выпуклость корня) , Есть отчетная точка ,скажем ноль (в ровень с стенкой самой трубы) и все что больше, это высота выпуклости пошли ,0,1 , 0,2, 0,3 мм итд. Даже при пропиленном зазоре 1,5мм в стенке трубы 5мм выпуклость корня была (обратный валик ) от 0 до 0,1мм. (самые нижние фото с синей обмазкой мр-3 и ф-1,6мм в этом пропиле вставленны) Надеюсь не надо говорить,что разными углами и прочими манипуляциями мы формируем форму и размеры обратного валика .(корня) Присмотритесь на фото ,в трубе видно на корне рядом с трубным швом выпуклость в 1мм точно есть. Дернулась рука,даванул в потолке больше чем хотел ,вот и косячек .Давно не варю ММА. Tig покорять начал с этого года. Хотел бы в теме найти ответы по теме, а не вопросы.