

krech
-
Постов
1 935 -
Зарегистрирован
-
Посещение
-
Победитель дней
55
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные krech
-
-
Жаль, нет такой возможности с прогревом.
Ну не так все страшно , это дело нужно как говориться "посмотреть" . Я принимаю решение прежде чем класть в печь , стоит это делать или нет . И бывает на холодную варю.
-
До какой температуры?
Ну блоки чугун желательно 400 градусов , (грешу порой меньше грею
 )
)а Люминь 250 хватает , вроде , главное не затягивать после печи со сваркой и если остывает то снова в печь.
-
@krech,Доброго дня,скажите общий подогрев при сварке блоков и постелей делаете или нет,сам блок постелей в кондукторе зажимаете или нет?
Блоки , когда варю заплаты или иная сварка то грею . Постели без подогрева. В кондуктора не зажимаю.
-
Sunnen, или иной производитель?
Да, он самый )
-
Сначала на плоскошлифовальном плоскость крышки с постелями , потом на фрезерном плоскость на блоке , после расточка постеле с последующим хоном , это уже американское оборудование , горизонтальный хон .(так я его называю)
-
Да без проковки ,я на счет постелей имею ввиду. Проковка там не нужна ,трещать нечему ,навариваем ведь плоскость.если бы даже была трещина масляного канала постели то сначала рекомендую заварить плоскость сверху , как бы жестко завязать постель что бы при сварки трещины меньще она расползалась ,играла. Иногда правда я расковываю постели , но это лишь с тем умыслом что бы как можно меньше повело , стянуло постели внутрь . Ведь после сварки постелей верхние площадки где садятся крышки ,приходится фрезеровать ибо их ведет. А при расковке есть щанс что можно обойтись без фрезеровки.Без проковки?
-
 4
4
-
-
спасибо, удачи в работе. да и не только в ней)
И Вам того же )
-
krech, а почему п/а не наплавляете? чем радс удобнее, если панч есть?
Если честно не пробовал , панч в ограниченном количестве , он можно сказать на вес золота ))
Ну и по моему , если не ошибаюсь сечение у проволоки панча , что у меня , 1,2 или 1,6 щас не помню . Мой ПА , не протянет ее .
-
krech,Спасибо.
Не за что .

-
или как обычно образовалась ванна
Как обычно , ванна , потом подавал присадку , но далее , дугу долго не держу на родном чугуне , отважу обратно в ванну где уже панч , подаю присадку на край ванны и как бы волной , наплывам гоню ее на чугун . Большой ток там противопоказан , чугун отбелится и потом не расточишь постели .
-
2
-
-
Процесс сварки чугуна осуществляется через присадку?
Павел вот тут немного не понял вопроса .
-
krech, Панчем варили?
Да , Панчем .
-
- Популярный пост
- Популярный пост
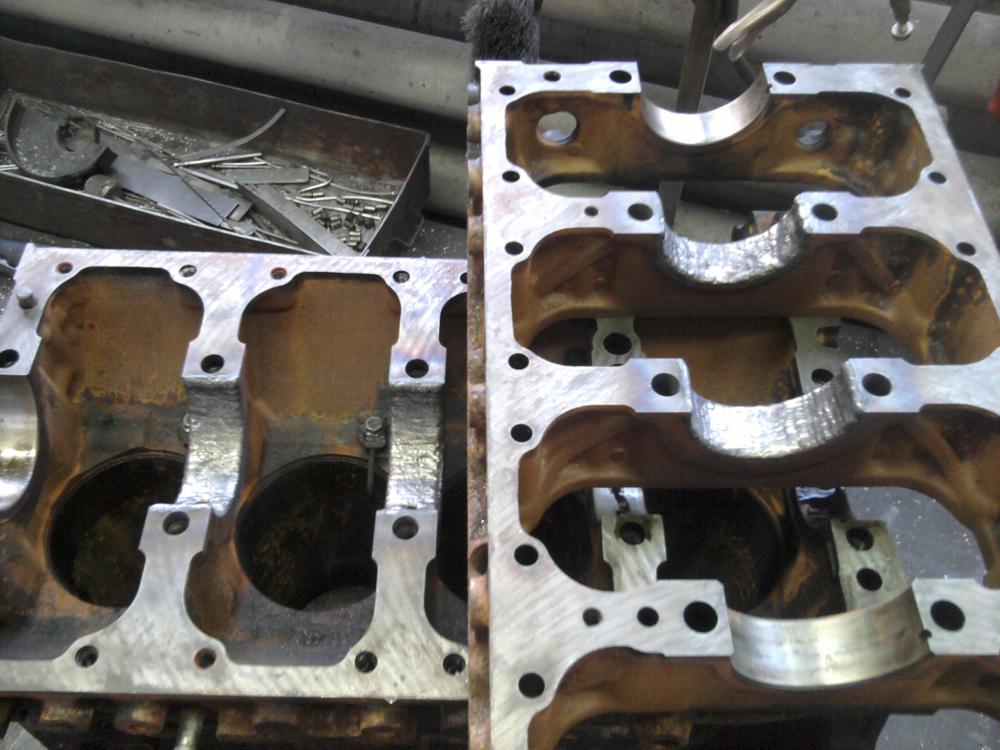
Постели чугунного блока Исузу
И постели чугунной крышки одноименного блока.
Очень нудная работа , и площадь у этих постелей большая . Часто задумываюсь (встает вопрос цены за такую работу).





-
14
-
- Популярный пост
- Популярный пост
Работаем дальше ). Коробка сплав алюминия , Молодой человек нашел меня тут на форуме , попросил сделать .
с моей стороны было просьба фото коробки и маркировки сплава (литья) .
Грамотно все мне прислали на почту .
Договорились , встретились , за вечер сделал .
Заплату правда пришлось выгибать по радиусу , и делать (кроить) немного. Ну а так все вроде бы получилось .



-
18
-
- Популярный пост
- Популярный пост
Как обычно.
Дыра.
Блок чугун .




-
15
-
Не знаю что и предположить , вчера варил поддон , востонавливал отверстие под сливную пробку . не трудная операция , но копоть о чернота лезли ! все в порах. пробовал на этом же поддоне в другом месте , все льется-варится отлично . В итоге пришлось вырезать по обьему в два раза больше , вываривать 4043 присадкой , что бы после сверления и нарезания резьбы не было пор. Я думаю в моем случае это литье не везде однородное .У Вас думаю что весь кронштейн скорее всего так будет вариться. (на очень малых токах можно попробовать)
-
Как вариант грею пару часов в печи 400 градусов (примерно).
-
Георгий 11Что за авто ? какого года ? а с боку на фланце не пробовали (на пробу- точку ) как плавится -льется этот чугун ?
-
krech,может возьметесь тогда?Я пообещал ему,что узнаю по ценам,он готов т/к отправить,завтра должен позвонить.
Как все это будет выглядеть ?)) Он отправит его в Москву ? Так же после сварки будут в обязательном порядке станочные работы , фрезеровка плоскости (тоже стоит денег , по цене щас точно сказать не могу ).
Хотел добавить , в моей практике было пару коллекторов , которые я не смог заварить (от очень старых машин рарететных).
И ту выдержку которую дал валера1963 именно под это подходит , там и большие температуры и длительный срок эксплуатации (старение металла или как еще назвать ). Начинал варить , основное тело чугунного коллектора , пытаясь разогреть ванну , но ни чего не получалось ванны нет , все сыпалось как труха и каталось как ртутные шарики
 кое где удавалось уцепится Панчем .
кое где удавалось уцепится Панчем .-
1
-
-
Все правильно написано , в этой выдержке.
Хотя только этим и занимаюсь уже лет 10 варю чугунные детали , работающие длительное время при высоких температурах и пропитанные маслом и керосином .
-
5
-
-
Я беру за трещену на чугунном колекторе
1500р
если она круговая то 2500
--------
знаю - знаю что это дешево (наверно)..))
У тебя получилось если по 300 р за см то 8100
У меня бы наверно если трещина 1500+трещина в круговую 2500= 4000
Хотя 300р за см шва по чугуну Панчем с разделкой и если нужно подогревом я считаю это приемлемая цена .
-
заварил кусочками поршня спасибо за совет, (поршень был не лопнувший задрало проточку под кольца, наплавил, уже проточили все отлично) еще раз спасибо за совет!!!
Ну естественно засунте палец , посмотрите не клинет .
-
и весьма нехороший спектр вибраций дизельных моторов
Да и требования к другим агрегатам у дизеля тоже "капризние" . Будь то вакуум в цилиндрах (герметичность притирка клапанов) , будь то шлифовка плоскости головки , или подрезка седел . Я уже молчу про турбины ))
(это мое личное мнение к дизелям).
-
Ужос )) ну что сказать , нужно варить в защитной среде (аргона).
Честно ? эллектрод , красный , синий , зеленый , белый имеет свои отличия по качеству сварки . Но раньше была "солома" варили и алюминий и чугун , все ей .
-
2
-











Сварка деталей двигателя,трансмиссии и подвески, часть 1
в Сварка в ремонте автомобильного транспорта
Опубликовано
Ну тут нужно взвешивать (мне на пример) тратить время на прогрев и остывание блока , или сделать на холодную быстро. Но порой если рискуешь и на холодную варишь времени можно затратить больше переделывая потом ))