krech
-
Постов
1 949 -
Зарегистрирован
-
Посещение
-
Победитель дней
63
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент krech
-
Головкка Додж Трещина меж седлами. Заварил одну , после опресовки , по соседству оказалась еще одна. Заварил и ее , после сварки седла изготовили и забили .

-
Латки , стальные , (если имеется ввиду на заплаты чугунных блоков ) . Чугун там не к чему . Вообще не нужен. Только дополнительная проблема , что бы еще и латка не треснула. а стальная латка ужу имеет свойство , растягиваться , тем самым снимая напряжение в св.шве и около св.шва с чугуном. Так же ее можно выгнуть и осаживать .
-
Все будет хорошо , я тоже устал , скоро в отпуск ))
-
Да видео можно записать , но выкладывать его потом у меня нет времени , я как то тут выкладывал короткие ролики сварки , изощерялся через св стекло четверку снимал . У как то сложно все .))
-
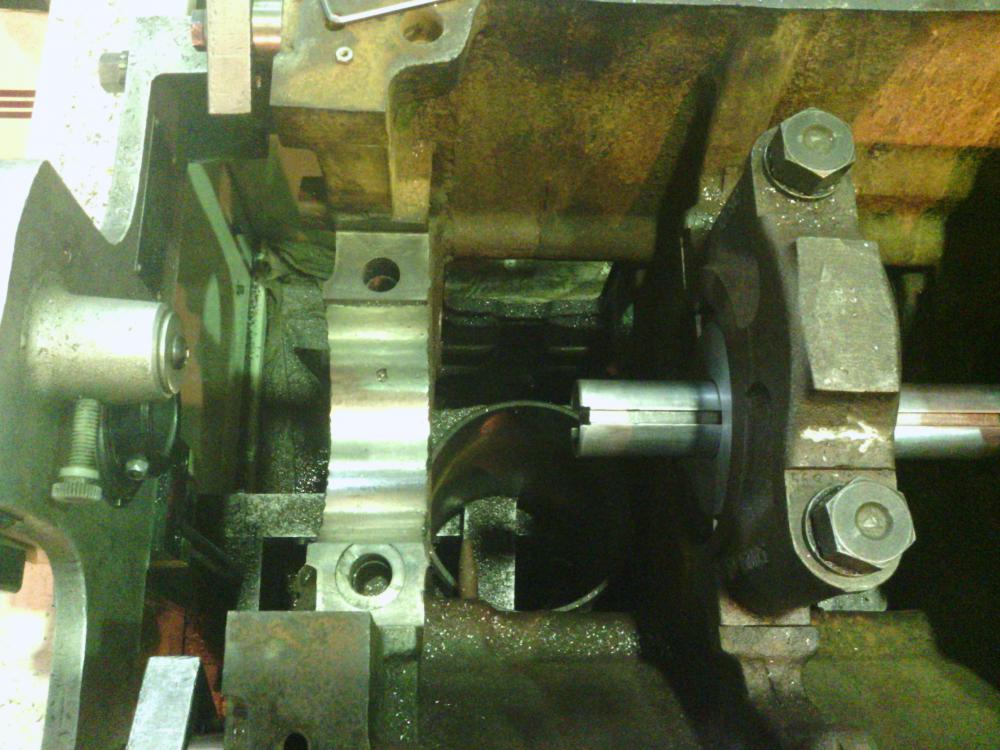
На последней фото это расточка , далше будет хонингование , торцы наверно думаю тут не к чему обработывать , может просто шабером. Кстате щас делаем , это все в реальном времени.))
-
Поздравляю , от души )) всего хорошего вам .
-
Вот еще крупнее привезли , ребята из НАМИ на сварку . Тут уже раскововал каждый шов , проход. Помоему грузовик китайский , каменс.
-
Ну тут нужно взвешивать (мне на пример) тратить время на прогрев и остывание блока , или сделать на холодную быстро. Но порой если рискуешь и на холодную варишь времени можно затратить больше переделывая потом ))
-
Ну не так все страшно , это дело нужно как говориться "посмотреть" . Я принимаю решение прежде чем класть в печь , стоит это делать или нет . И бывает на холодную варю.
-
Ну блоки чугун желательно 400 градусов , (грешу порой меньше грею ) а Люминь 250 хватает , вроде , главное не затягивать после печи со сваркой и если остывает то снова в печь.
-
Блоки , когда варю заплаты или иная сварка то грею . Постели без подогрева. В кондуктора не зажимаю.
-
Да, он самый )
-
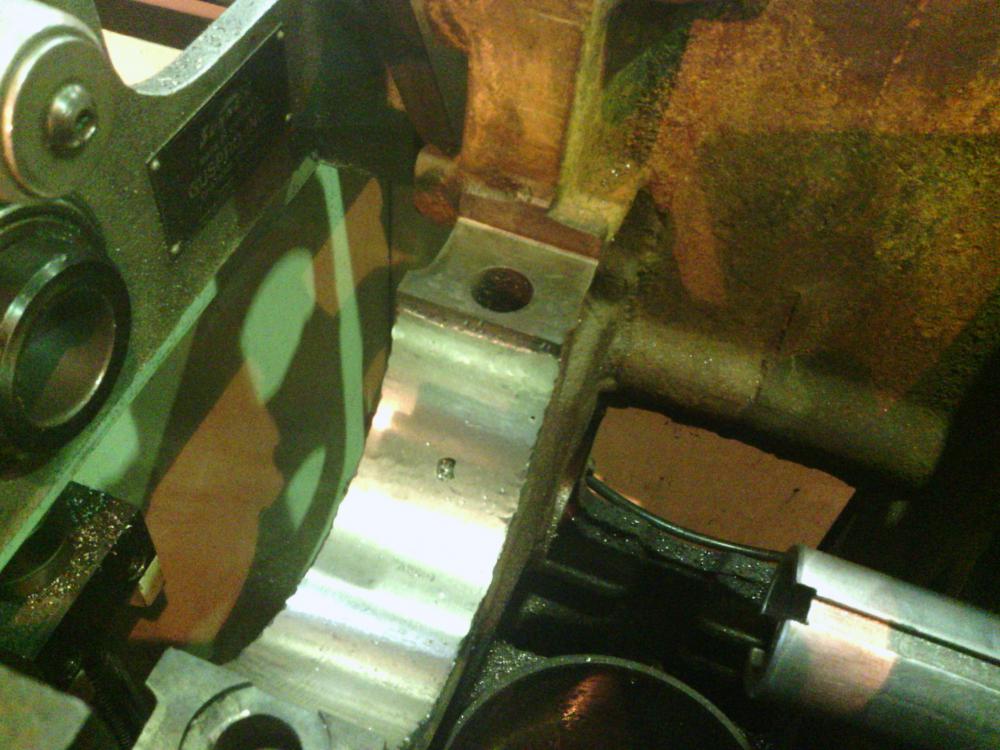
Сначала на плоскошлифовальном плоскость крышки с постелями , потом на фрезерном плоскость на блоке , после расточка постеле с последующим хоном , это уже американское оборудование , горизонтальный хон .(так я его называю)
-
Да без проковки ,я на счет постелей имею ввиду. Проковка там не нужна ,трещать нечему ,навариваем ведь плоскость.если бы даже была трещина масляного канала постели то сначала рекомендую заварить плоскость сверху , как бы жестко завязать постель что бы при сварки трещины меньще она расползалась ,играла. Иногда правда я расковываю постели , но это лишь с тем умыслом что бы как можно меньше повело , стянуло постели внутрь . Ведь после сварки постелей верхние площадки где садятся крышки ,приходится фрезеровать ибо их ведет. А при расковке есть щанс что можно обойтись без фрезеровки.
-
И Вам того же )
-
Если честно не пробовал , панч в ограниченном количестве , он можно сказать на вес золота )) Ну и по моему , если не ошибаюсь сечение у проволоки панча , что у меня , 1,2 или 1,6 щас не помню . Мой ПА , не протянет ее .
-
Не за что .
-
Как обычно , ванна , потом подавал присадку , но далее , дугу долго не держу на родном чугуне , отважу обратно в ванну где уже панч , подаю присадку на край ванны и как бы волной , наплывам гоню ее на чугун . Большой ток там противопоказан , чугун отбелится и потом не расточишь постели .
-
Павел вот тут немного не понял вопроса .
-
Да , Панчем .
-
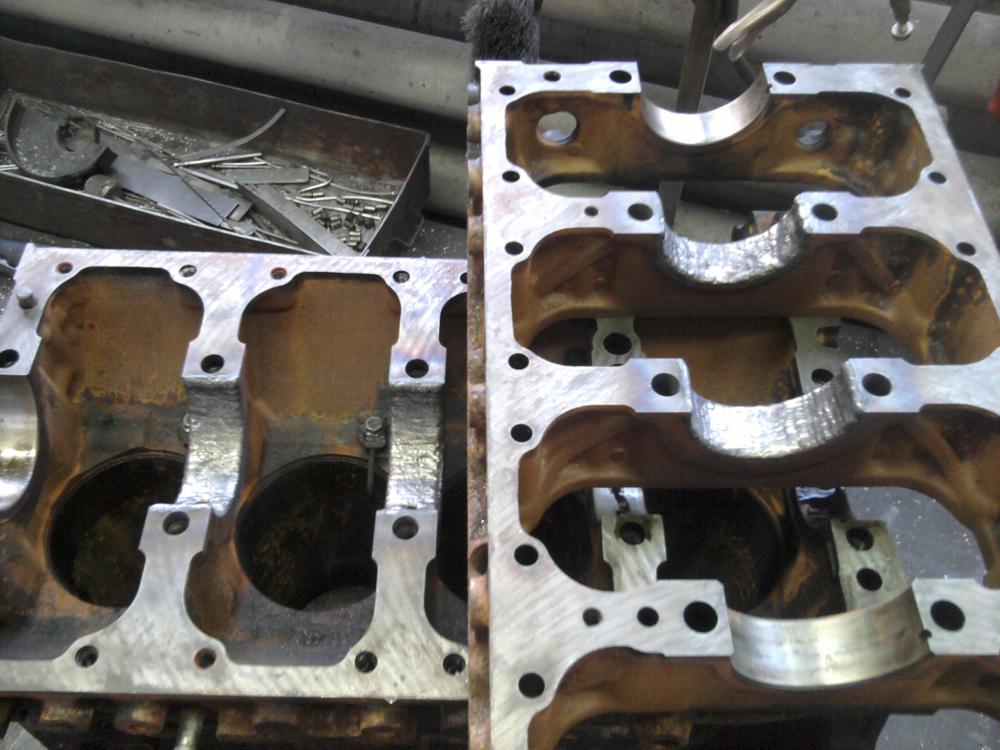
Постели чугунного блока Исузу И постели чугунной крышки одноименного блока. Очень нудная работа , и площадь у этих постелей большая . Часто задумываюсь (встает вопрос цены за такую работу).
-
Работаем дальше ). Коробка сплав алюминия , Молодой человек нашел меня тут на форуме , попросил сделать . с моей стороны было просьба фото коробки и маркировки сплава (литья) . Грамотно все мне прислали на почту . Договорились , встретились , за вечер сделал . Заплату правда пришлось выгибать по радиусу , и делать (кроить) немного. Ну а так все вроде бы получилось .
-
Как обычно. Дыра. Блок чугун .
-
Не знаю что и предположить , вчера варил поддон , востонавливал отверстие под сливную пробку . не трудная операция , но копоть о чернота лезли ! все в порах. пробовал на этом же поддоне в другом месте , все льется-варится отлично . В итоге пришлось вырезать по обьему в два раза больше , вываривать 4043 присадкой , что бы после сверления и нарезания резьбы не было пор. Я думаю в моем случае это литье не везде однородное .У Вас думаю что весь кронштейн скорее всего так будет вариться. (на очень малых токах можно попробовать)
-
Как вариант грею пару часов в печи 400 градусов (примерно).