Лидеры




Популярный контент
Показан контент с высокой репутацией 31.07.2024 во всех областях
-
да делали мы анализ и не в пользу турбулентности. Если касательно комнаты 2х2х2м, ну плюс минус, то ламинарным ее наполнить конечно очень долго если не сказать, не возможно. Поэтому там задуваем следим датчиками поддуваем аргон в процессе и основываясь на датчиках делаем додув вытесняя все больше и больше кислорода. В любом случае, процесс не быстрый. В некоторых изделиях так и прописано, 5 мин, 10, 15 и т.д., продувать при расходе таком то. Но в малых объемах все гораздо проще. Немец рассказывал, как баки из нержи варили. И скажу, что у сварщика был четко прописан таймер и расход газа. Да, хорошо, у вас глушитель. И конечно вам важно просто получить качественный корень шва. А если говорить про пищевку, где окислы не допустимы, т.е. молоко, пиво и т.п., то там уже важно соблюдать требования. Поэтому я и описал, из-за чего скорее возникает у товарища проблема, если для него это критично. Но ... кому интересно могут поэкспериментировать. А не интересно, ну и ладно.1 балл
-
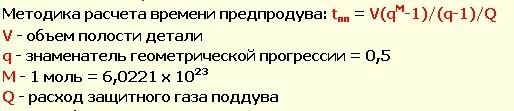
Я особо с продувкой не заморачивался (вытеснял кислород до минимально-приемлемого значения), так-как это у меня приемная труба выхлопной системы мотора. У меня сам шов не окислился, значит в норматив по прочности прохожу, а потеря коррозионной стойкости самой трубы не имеет значение так-как условия в процессе эксплуатации заведомо хуже. Интересная тема и она где-то уже проскакивала. Я конечно не встречал деления людей на адептов ламинарного и турбулентного вытеснения (подавляющему большинству вообще похрен на время предпродува и на остаточный кислород), но сам я за турбулентное. P.A. Сразу оговорюсь, речь буду вести про внутренний объем детали приемлемых размеров, не размером с железнодорожную цистерну, или длиной с серую ветку Московского метро. Мое мнение - вытеснение кислорода методом замещения одного объема другим, менее предсказуемо и трудней посчитать, чем расчет изменения молярного объема кислорода сильнотурбулентной смеси (может и неправильно выразился, не физик-химик). Как ведет себя ламинарный поток внутри объема - одному Богу ведомо и специалистам ЦАГИ. Может там Гольфтрим получается и из выходного отверстия будет течь практически чистый аргон? Моя теория: чем интенсивнее (быстрее) все перемешается, тем корректнее можно применять математический расчет. А расчет у меня простой (может даже и примитивный, но на безрыбье и хрен за мясо): P.S. Счастливые обладатели газоанализатора могут проверить мою теорию на своей практике.
 1 балл
1 балл -
странно. Варил орбитальной сваркой трубочки разные и не замечал такого, если конечно предварительно обезжирить (внутри так же) и количество газа правильно установить с выдержкой предварительной продувки для вытеснения воздуха. Конечно еще от марки нержи сильно зависит. Но какой перегрев? Если окисляться не в чем?! Ведь в зоне самого шва нет же ни желтого цвета и тем более сине- черного, а там температура куда веселее, ведь там материал плавится и при остывании проходит точку соизмеримую по температуре рядом со швом. Из опыта, когда Ёмпуртную варишь 304 нерж, то практически всегда результат светлого шва и около шовной зоны гарантирован при качественном поддуве. А вот российского производителя, то иногда приходится попрыгать, а точнее практически всегда и далеко не всегда удается победить синь и иногда даже самого шва. у вас на поддув какое количества газа используется? Сколько выдерживаете по времени перед сваркой? Суть в том, что надо постараться сделать ламинарный поток внутри "камеры", если у вас поток газа довольно шустрый, мол быстрее продует, то внутри идет перемешивание газа с воздухом. И когда это все выйдет, не известно. Поэтому тут надо следовать правилу, что малый расход и длительное время, а не большой расход но быстро. На сколько помню, еще к выходному отверстию есть некоторый критерий, чтобы не большое было и не малое. И опять же, иногда не по центру его надо делать, а например в верхнем положении, чтобы аргон вытеснил воздух. Но это для орбиталок, если стык не поворотный. Если стык поворотный, то там по центру отверстие, но опять правило, расход газа - время, надо больше соблюдать. Если поток ламинарный, то аргон ниже ложиться, а воздух вверху. И отверстие по центру уже начнет выпускать аргон, а воздух будет так и оставаться выше отверстия. И при большой скорости сварки, если труба вращается, не будет ламинарно перетекать, а будет перемешиваться.1 балл
-
Это тот же перегрев. А меняет положение зона перегрева из-за изменения условий охлаждения - ближе к холодной стороне, или дальше. И чем меньше диаметр трубы - тем критичнее. В моем случае, причина в высокой скорости сварки (16,69 см/мин). Моя черная полоса - это место встречи температурных полей в зоне окончания шва.1 балл
-
Пара фоток, просто в кучку сложил. А применение, вот этого длинного Дер приспособления с большими отверстиями? Тоже как удлинитель подставка наверное?
1 балл
-
Уважаемый Izhstal вы отдаете себе отчет? Работая на режимном предприятии, вы разглашаете закрытую информацию о предприятии и о продукции, которую выпускает это предприятие.-1 балл