Лидеры



Популярный контент
Показан контент с высокой репутацией 01.04.2024 во всех областях
-
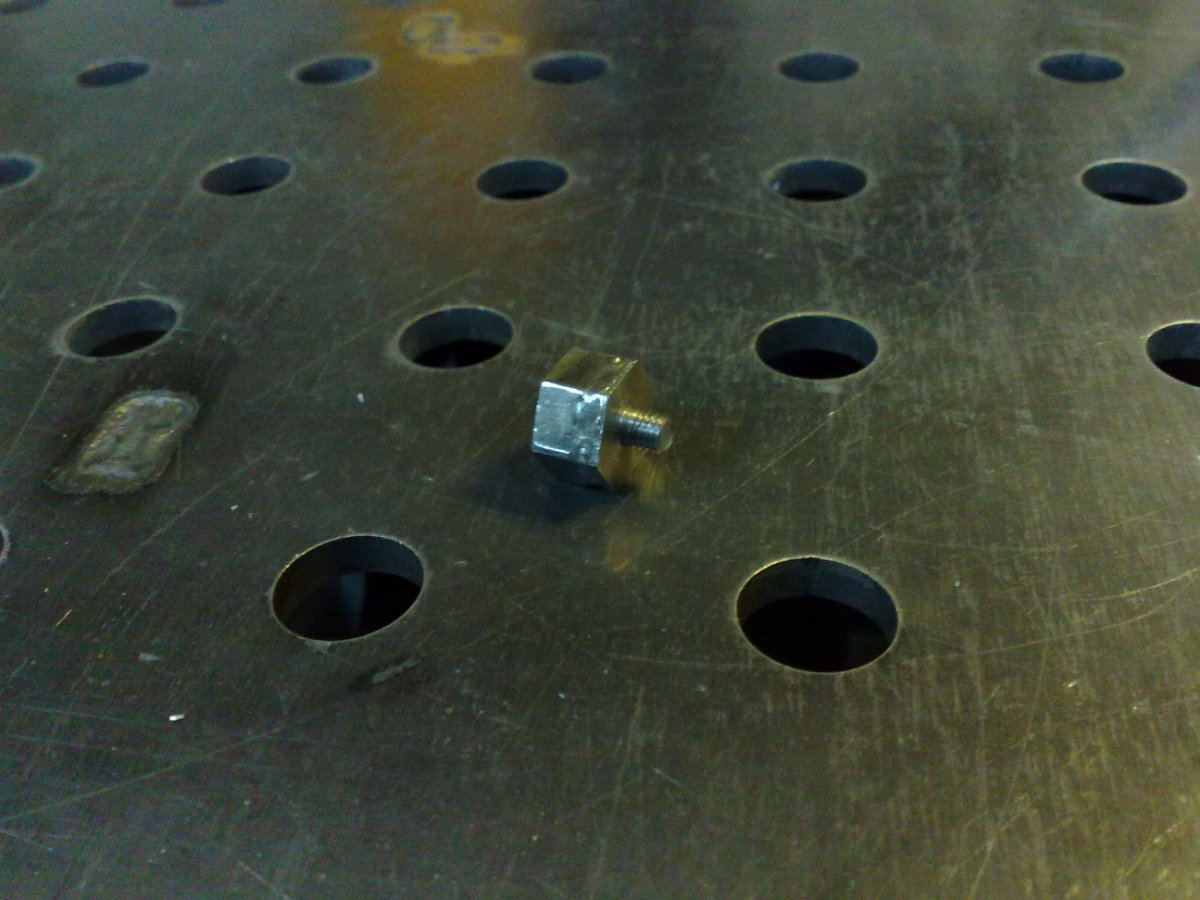
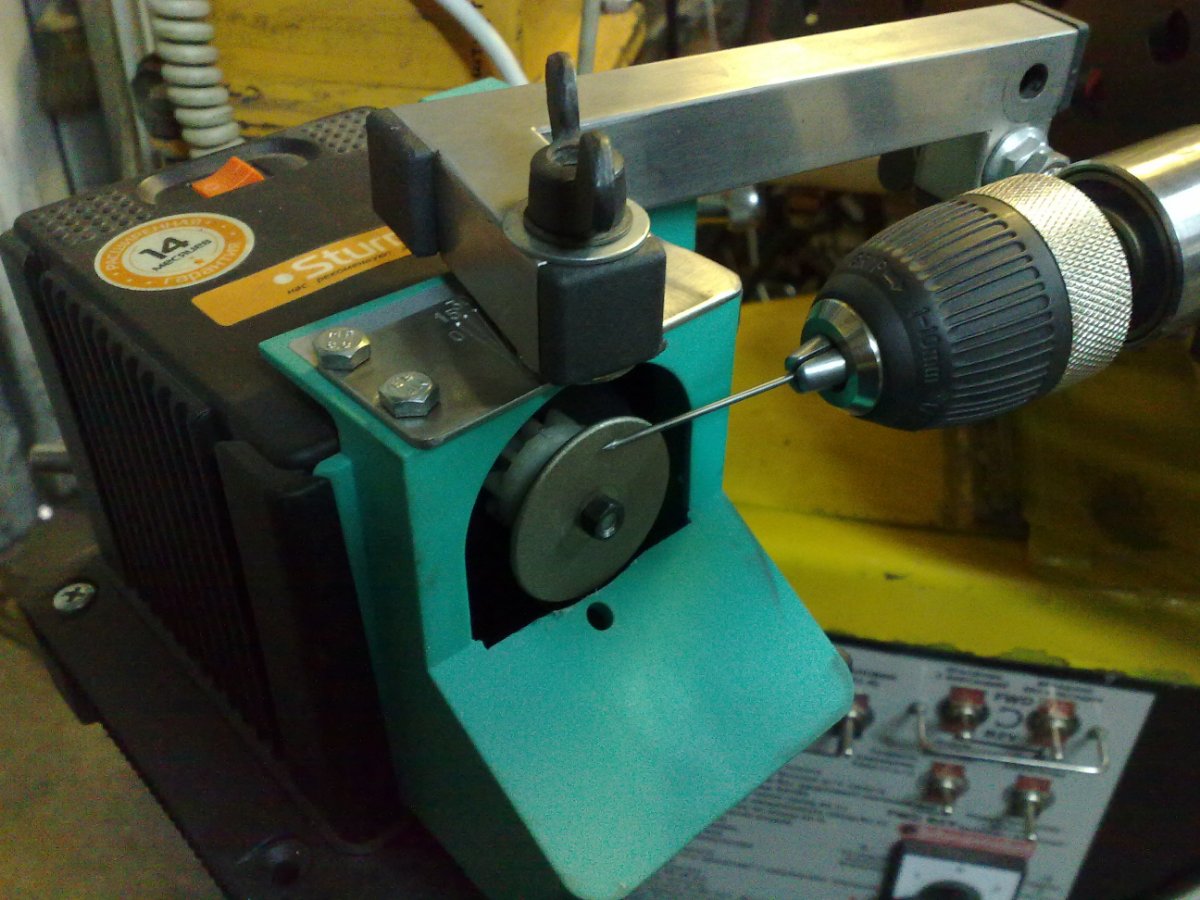
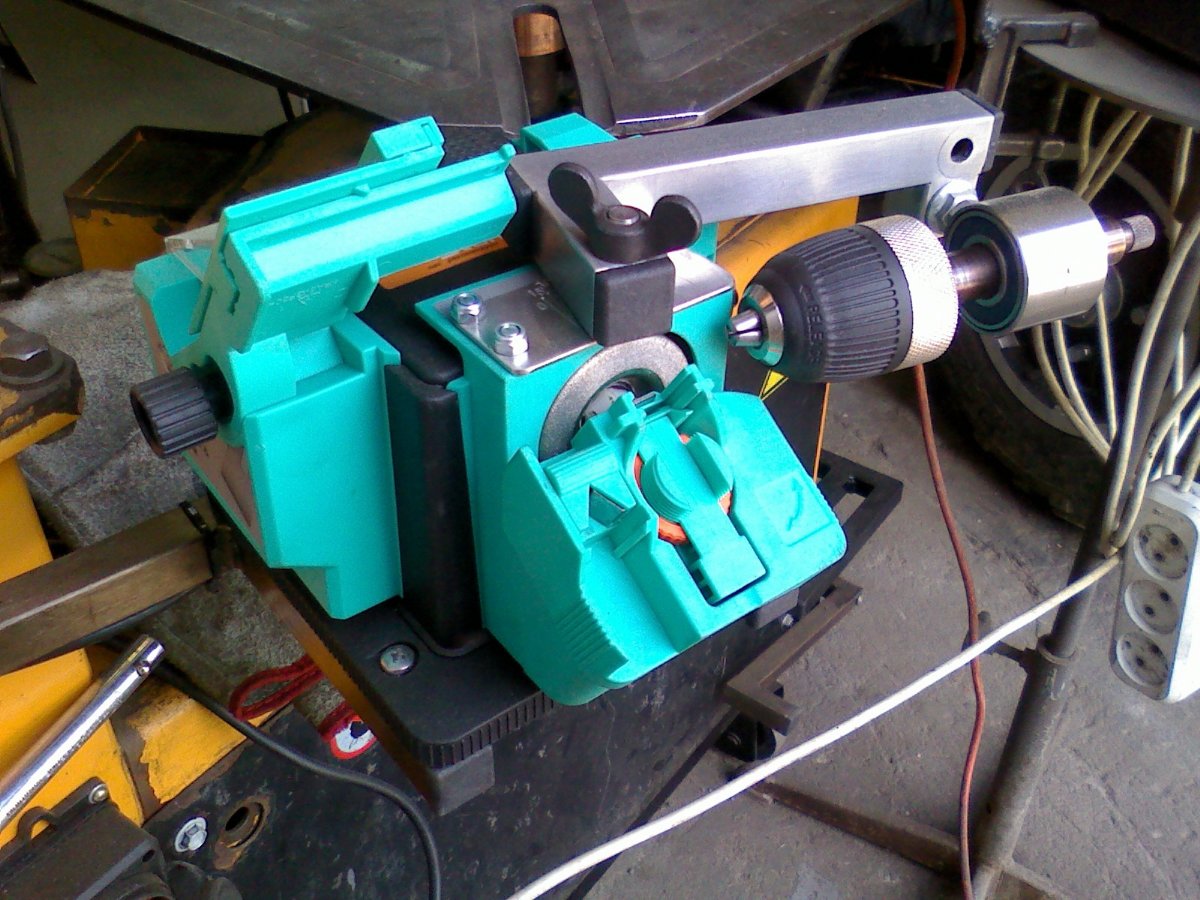
Дотянулись наконец-то руки. Доделал. Напомню как было. Машина заточная уже была сделана, но штатный алмазный диск имеет очень слабую гальванического никелевую подложку крепления драгоценных камней. Зернистость тоже не очень - крупновата. Из-за этих факторов подложка моментом облазит. Докупил алмазный диск https://www.vseinstrumenti.ru/product/disk-abrazivnyj-grindex-start-3st8035-10657862/ . Его посадочное отверстие - D5. У штатного диска - D10. Пришлось делать переходник. Резьбы переходника: М10-LH; М5-LH. М10-LH - резьба глухая, из-за этого переходник сварной. В общем, по любому получилось дешевле, чем специализированную машинку покупать.
 3 балла
3 балла -
Как вам удобнее, если вы хотите передвигаться мелкими шажочками под ритм, заданный даблпульсом - можете делать так. Главное чтобы общая средняя скорость обеспечивала необходимое количество наплавленного металла. Мне видится, что вы придаете повышенное значение второстепенным вещам. Главное же видеть, сколько наплавляется металла, как он растекается и заполняет область сварки. И в зависимости от этого корректировать процесс.2 балла
-
теория должна перетекать в практику. Поэтому на данный момент, лучше дождаться аппарата или если он есть, то параллельно и делать эксперимент, после задавать вопросы. А так, мы может дойти до тупика в виде теории протекания электронов и как вообще и почему капля отделяется от проволоки и как на это влияет импульс. За частую, это лишнее. Другое дело, что ищите аппарат... но тут желательно визуально их щупать, а еще лучше если на разных проволоках, на разных материалах, т.к. в неокотрых брендах, на одном будет все хорошо, а в другом вылезут проблемы (например на проволоке 1.0 все изумительно, а 0.8 уже стреляет или выше среднего и максимум все хорошо по режиму, а на минималках тыр-пыр). В теории, идеально, когда все и на всем хорошо. Но на бюджетах это рулетка. нет и не бывает и не нужно, т.к. импульс не для плавления как самого материала, а для формирования отделения капли + контроль дуги. В ТИГ у вас относительно 0 есть положительная полу волна и отрицательная. В МИГ такого нет. да как удобно. Можно углом вперед, можно назад. Тут надо понимать, что в одном случае будет немного больше брызг, но это в некоторых аппаратах немного корректируется. А вот на сварке алюминия, есть разница, но в основном только в том, что больше копоти образуется на поверхности. Хотя конечно в некоторых случаях и сварка проблематичнее протекает. в целом на тефлоне можно и черную сталь варить и нерж и конечно алюм. Но немного не бюджетно. И когда варили черную сталь, то установив алюминий, могут быть проблемы и поэтому желательно менять канал. Спиралька, для алюминия не есть хорошо. Но если у вас горелка будет перегреваться или режим довольно моШный, то канал может потечь и проволока станет оплавляться внутри канала. Поэтому спиралька это несколько среднее, чтобы и варить алюминий (маленький участочек меньше проблем, чем целиком канал в виде спиральки), и страховка от расплавления канала в гусаке горелки. Хотя если правильно, то лучше углетефлоновый канал (черный) и вплоть до наконечника. Но это только - алюминий. На черной и нерже - кощунство в виде избыточных затрат. Повторюсь, под разные материалы лучше использовать свой канал. Даже если это углетефлон. Под нерж, чернь один, второй под алюминий, это минимум. А лучше вообще каждый под свой. Т.к. черная сталь это черная сталь, а тем более если проволока омедненная. именно и тогда станет понятно как и с какой скоростью двигаться. Мне иногда проще подстроиться по скорости, а вот встречал сварщиков, когда аппарат подстраиваешь под их привычную скорость сварки. Но в любом случае, ни какая теория тут не помоет, т.к. надо видеть и на сколько аппарат позволяет подкорректировать режим. Реально может проще ручками чем крутилками подобрать ожидаемое. посмотрите соответствующую ветку по теме крамеров шерманов и прочего. Там полно видео. Физически в момент паузы, практически нет наплавления материала, поэтому смещение горелки в пространстве не даст сварочного шва. Но режим паузы дает небольшое время для формирования предыдущего места и небольшого остывания, чтобы наплавленный материал не поплыл или не поплыл вместе с основным (представьте это в виде, когда вы отпускаете кнопку горелки, но в режиме паузы на аппарате, горит дуга только на достаточно малом токе(для поддержания горения дуги, но не для обеспечения сварки)) . Но и для синергетического режима и для импульсного вполне допускаются режим, что шаг вперед пол шага назад или шаг вперед небольшая пауза. следующий шаг, т.е. пульсации горелки вперед-назад или вперед-остановка. Но выбор движения зависит от толщина свариваемого, подгонки кромок, пространственного положения шва и прочее и прочее. индивидуально под данную задачу и требования к получаемому усилению шва и видовым качествам.1 балл