Лидеры




Популярный контент
Показан контент с высокой репутацией 17.12.2023 во всех областях
-
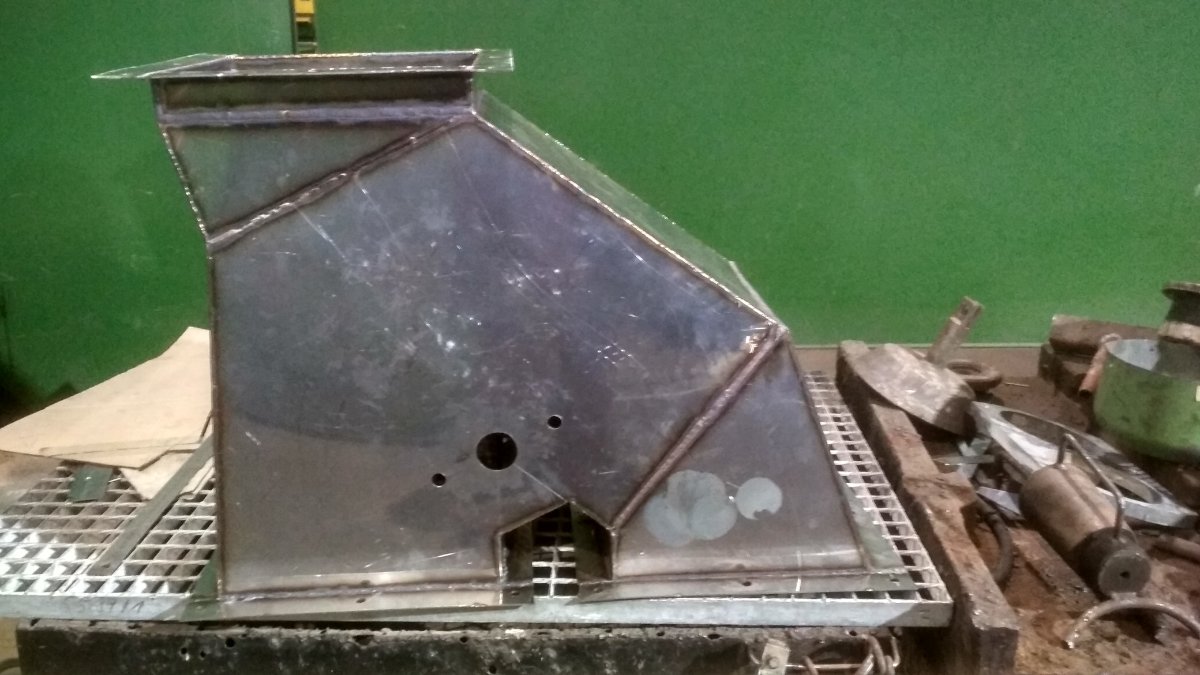
Немного сварочных и сборочных работ. Подающий конвейер и перекидной клапан.
 3 балла
3 балла -
Это, вероятно, слишком высокая скорость сварки. Происходит встречная кристаллизация зон сварочного валика, приводящая к такому усадочному эффекту (или дефекту, если может сработать как концентратор напряжения). Вот нечто подобное.
2 балла
-
Одна из проблем сварки тавровых швов. Возникновение горячих трещин - тиг-сваркой. Суть. Слишком большое перемешивание основного материала и присадочного, в данном случае панч11. Чугун содержит значительное количество серы,при перемешивании появляется сульфид никеля,который имеет низкую температуру кристаллизации. Кристаллизация металла шва начинается с мест наибольшего теплоотвода -со стороны катетов.По мере роста кристаллов, эвтектика вытесняясь перемещается в центр шва и кристаллизуется в последнюю очередь.Усадка металла продолжается,а в центре еще остается жидкая прослойка и напряжения разрывают шов по этой еще не застывшей прослойке. Какой -либо проковкой бороться с такими трещинами бесполезно. Полуавтоматическая сварка проволокой NiFe позволяет избежать горячих трещин из -за незначительного перемешивания металла в большинстве случаев. Как исправить? Трещина вырезается таким образом,чтобы слой никеля остался со стороны свариваемых деталей,а потом наплавляется вставка из 12.64.
1 балл
-
https://www.yaplakal.com/findpost/129983207/forum2/topic2711520.html1 балл
-
https://www.yaplakal.com/findpost/129964055/forum2/topic2711221.html https://www.yaplakal.com/findpost/129964086/forum2/topic2711221.html https://www.yaplakal.com/findpost/129963641/forum2/topic2711221.html1 балл
-
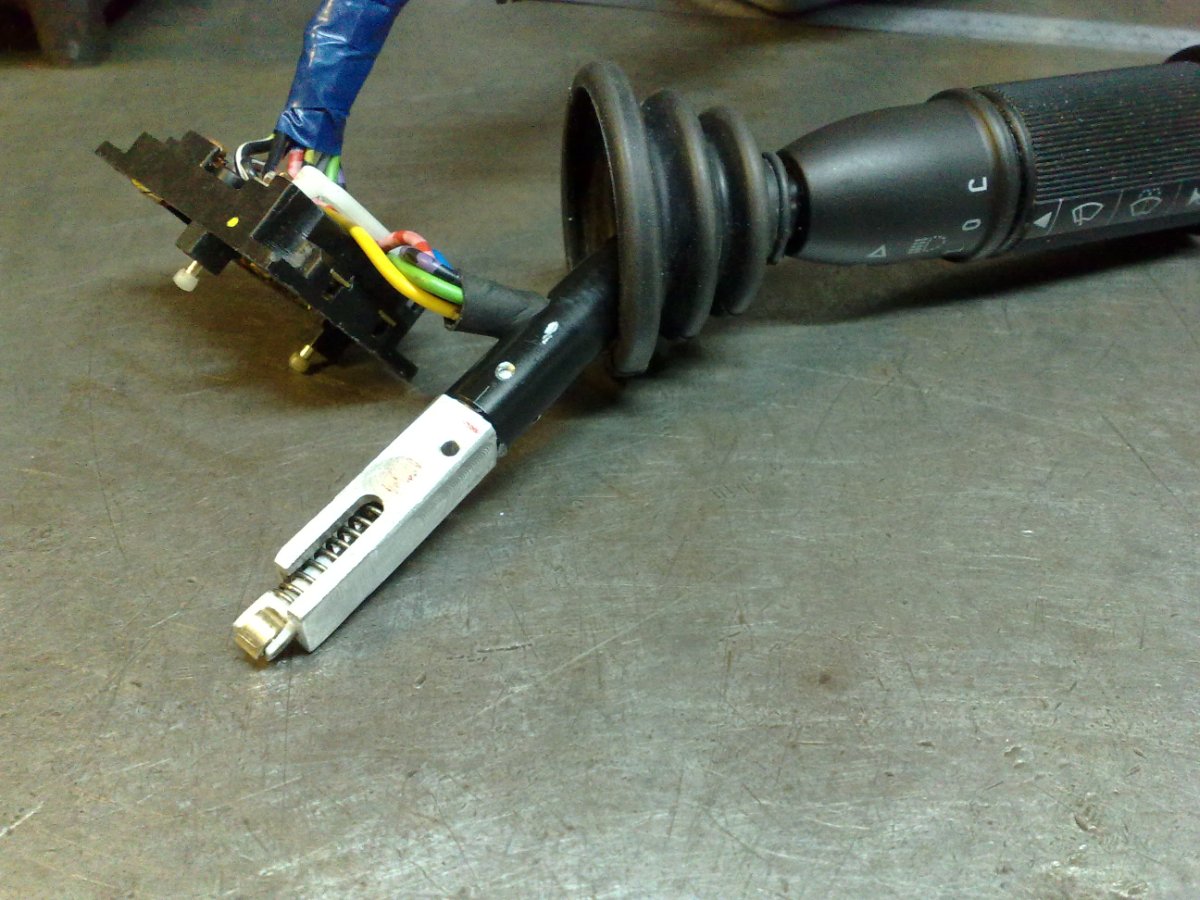
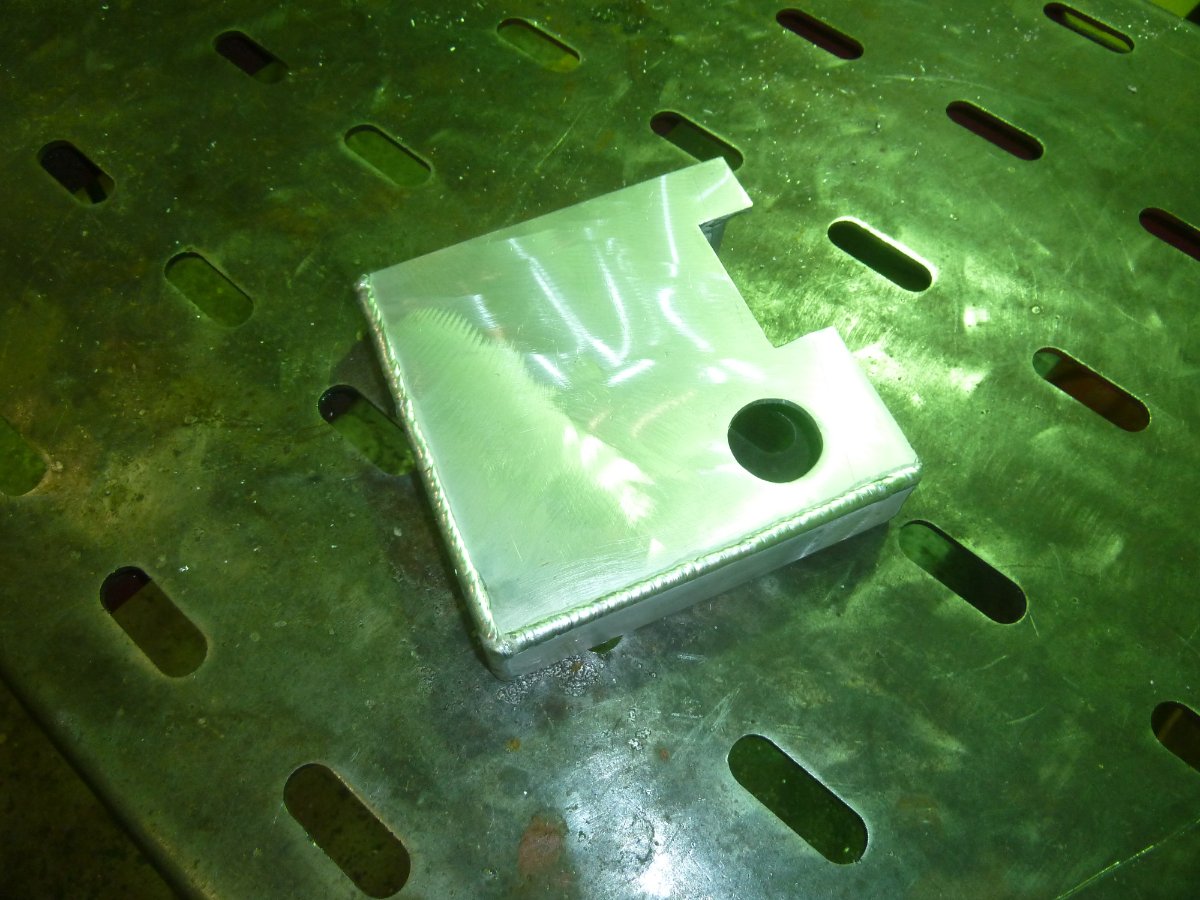
Чуда не произошло. После детального изучения корня шва сварного соединения обнаружились газовые каверны несовместимые с жизнью. Хотя прочность соединения была довольно высокая (выдержало даже легкое подгибание), но тут работает принцип: "если сломалось в заводском исполнении, то отремонтированное сломается с высокой степенью вероятности". Все больше убеждаюсь в том, что или вообще не стоит браться за такую работу, или выполнять ее на деталях с очень низкой нагруженностью (хотя, если сломалось, то работает принцип приведенный выше). При сварке ЦАМ загазованность сварного соединения гарантирована. Будет различаться только степень загазованности, так-как от кипящего цинка никуда не деться. Он кипит, даже если сварочная ванна проста наплывает на материал детали, без контакта с дугой. В общем, будни сварщика плавно перетекли в выходные токаря-фрезеровщика-слесаря. Надо было сразу так делать, но пугал внутренний прямоугольный паз. Конечно паз можно было продолбить на токарном, даже долбяк есть, но не стал корячится, просто пропилил вручную (кстати на сваренной детали пришлось также пилить паз от наплыва обратного валика сварного шва). В купе ко всему, была сломана еще одна мелкая деталька. Деталька из полиацеталя, так что заварить не рискнул (по сварке полиацеталя у меня нет информации и присадочного материала). Пришлось заниматься "ювелиркой". Изготовил из фторопласта. Конечно по прочности фторопласт с полиацеталем не сравнится, но ничего другого в наличии не было.
1 балл
-
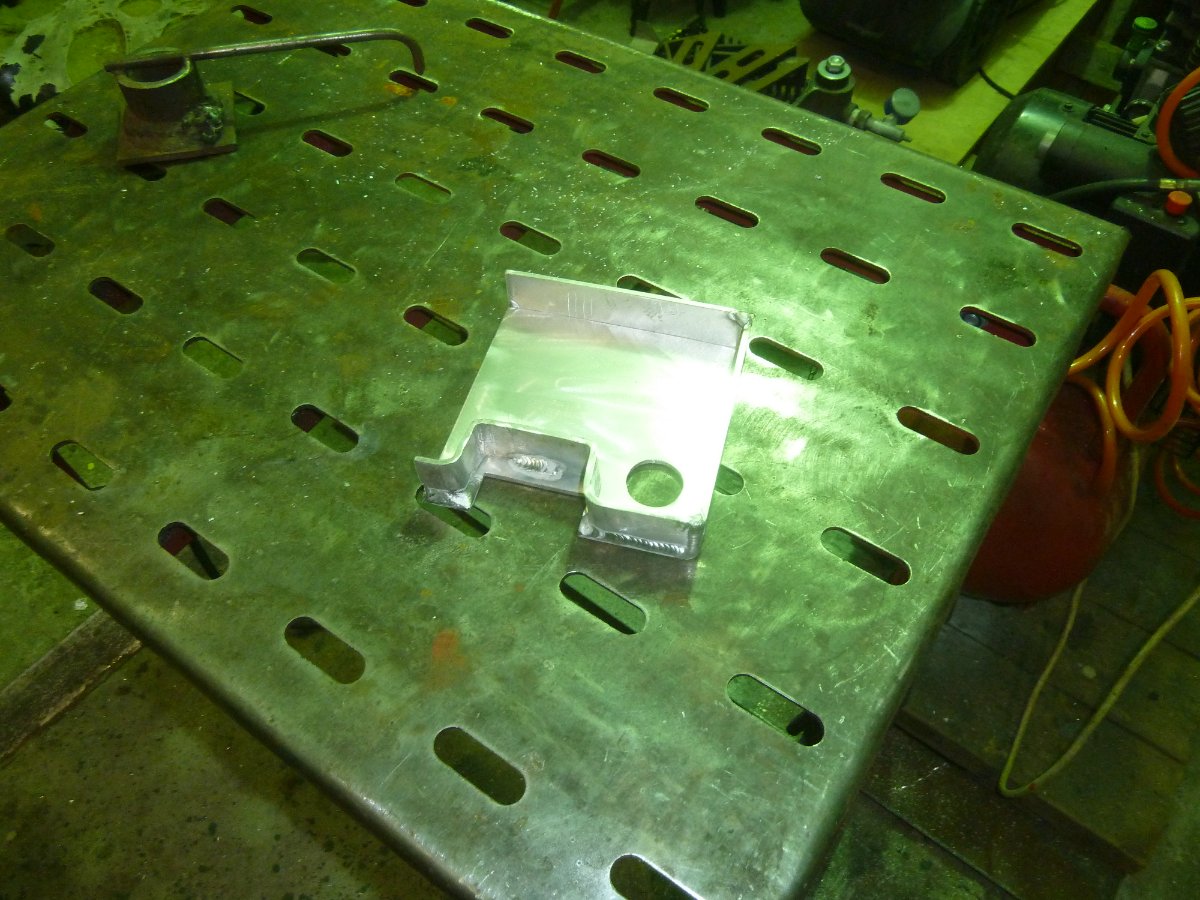
Очередной ЦАМ. 36 А - 200 Гц
1 балл
-
Что то мало стало "будней сварщика" на форуме и совсем чуток подкину . На две недели в отпуске и решил поменять замочек на калитке , стоял кодовый и в мороз замерзал и надоел порядком прикупил простой и поменял ну и "дыру" от кодового надобно было скрыть и за одно от снега козырек .
1 балл