Лидеры




Популярный контент
Показан контент с высокой репутацией 16.04.2023 во всех областях
-
Уже при литье блоков предусмотрен такой металлургический дефект как пористость. Для устранения используют вакуумную пропитки полимерными смолами3 балла
-
варил при ссср 1.6 и 2.0 проволокой. любой катет за 1 проход. сейчас требования к швам и характеристикам соединений другие. оптимально 1.2. это омедненкой. порошковой варить можно 1.6 -в принципе неплохо получается. но 1.2 в силу универсальности всегда лучше прочих . проверено неоднократно на разных предприятиях(это когда руководству приходит в голову ускорить процесс и удвоить обьемы без затрат) большинство аппаратов не варит вообще 1.6 , а которые варят- паршиво. и все возвращаются на 1.2 , предварительно почесав репу и повздыхав хочется пятилетку за один год? не буду подробно расписывть все недостатки. весь мир варит1.2 ( все сказанное к автоматам(коням) не относится- только к полуконям)2 балла
-
ауди,дырочка,заплаточка,проверка на керосин.
 2 балла
2 балла -
не менее 0,05 МПа (0,5кгс/см2) должно оставаться в баллоне1 балл
-
С пористсть часто сталкиваюсь. Обычно пропитываю термостойкими лаками как более текучими. Но вот что нарыл : https://findpatent.ru/patent/131/1310092.html https://adhesion.deal.by/p35589594-propitka-germetiziruyuschaya-anaterm.html1 балл
-
К сожалению не зафиксировал посредством фото результаты проверки на керосин. Но обязательно предоставлю отчёт о этом блоке, после сборки и запуска оного. Меня больше всего волнует, не утянуло ли куда посадку под вкладыши...1 балл
-
Это еще не результат. Результат- это двадцатиминутная керосиновая проба на герметичность, и отсутствие микропор на всем протяжении почти 400мм шва.1 балл
-
Пневмоподушки от пиндосовской скорой помощи Форд. Владелец решил поставить размером побольше. Пришлось на каждую опору точить и приваривать колечки.1 балл
-
Ступица небольшого квадрацикла . Залетел под машину, удар колесом. Ступица передняя правая. Разделка узкая сквозная.Полярность прямая 73а/20,7в, ф 1,2мм, NiFe55.(о проволоке вопросы не задавать). Какое решение? Либо ставить угловые накладки с двух сторон из 4мм ст.3, либо увеличить размер катета. Конечно, возникает вопрос о безопасности дальнейшей эксплуатации узла.Посадил бы я своего ребенка за руль этого квадрацикла? Да , притом безбоязненно,но только в том случае, когда сам руку приложил к ремонту. Это только полуавтомат. Без всякого облагораживания -выравнивание и зачистки швов. Сварка "на холодную". На предпоследнем и последнем снимке пор нет -светотень.Был вырван кусок-это наплавка.
1 балл
-
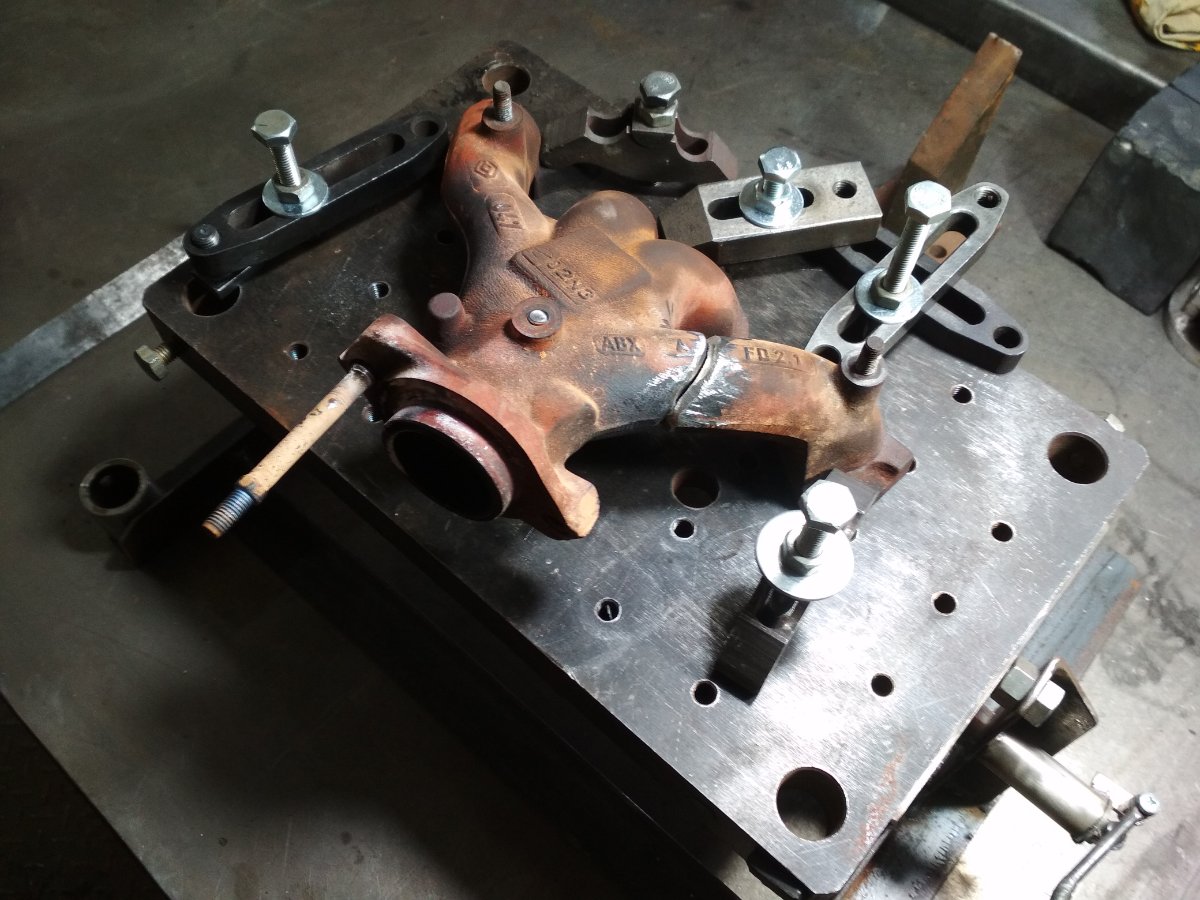
Коллектор Вольво 1998г. Рост чугуна, причиной которого является графитизация при нагреве, естественно, возникают напряжения, приводящие к образованию микротрещин, а те уже к трещинам. Полярность обратная. В принципе проволока хорошо подходит для сварки чугуна. Несколько снимков печного чугунного литья,а печное литье,которое находилось в эксплуатации долг,сваривается довольно трудно... Дверца переделка после сварки нержавейкой.
1 балл
-
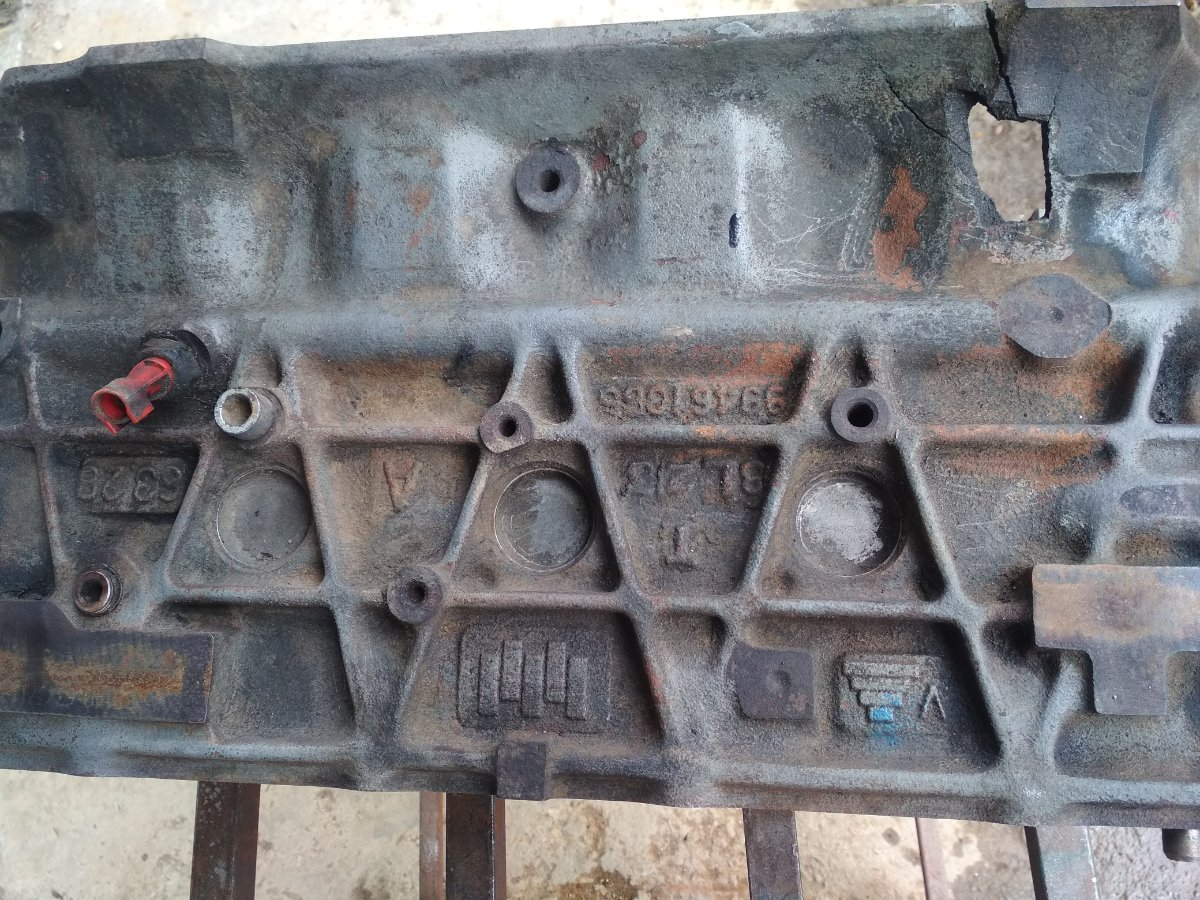
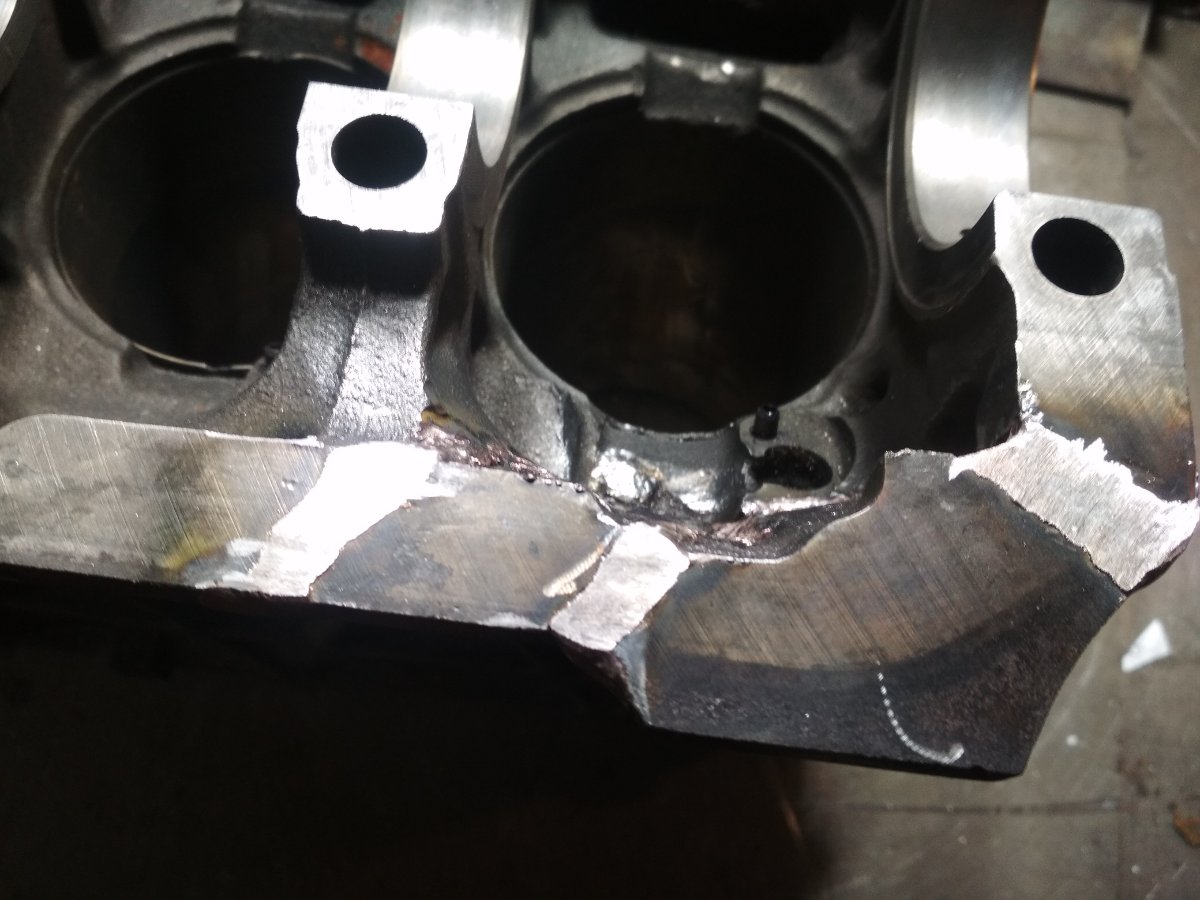
Блок микроавтобуса Ивеко . Выломан угол блока полностью. Полярность обратная, проволока та же. Наружные швы полуавтомат, внутренняя подварка МНЖКТ тиг. Сварка "на холодную". Порядок наложения швов надо соблюдать строго. Латка ст.3 5мм. Масляный канал заварен. Деформация угла 0,65мм.
1 балл
-
Коллектор. Проволока NiFe55. Прямая полярность.
1 балл