Лидеры




Популярный контент
Показан контент с высокой репутацией 05.10.2022 во всех областях
-
Всем привет. Купил по случаю комплект из двух горелок Искра (наплавка и напыление) и подвернулась работа ,на которой можно опробовать в деле сие чудо. В общем с одной стороны ,примерно на половину толщины ,выполнил пологую U-образную разделку и постепенно наплавил с бугорком под шлифовку.Все прошло нормально и спокойно. Затем разделал вторую сторону,но уже V-образно и вот тут допустил ошибку,судя по всему. Целый день убил,но так и не смог ничего сделать. Порошек скатывается в шарики и отпадывает,не вплавляясь в чугун. Поверхность изделия покрывается сажей и благополучно счищается металлической щеткой. Удалось наплавить на края разделки,а вот корень просто никак. По совету Александра (Миротворец) ,за ,что ему огромное спасибо ,попробовал на простой железяке и куске коллектора наплавить небольшой слой,для исключения возможных неполадок в самой горелке. Все наплавилось на обеих деталях,что радует! Только после того,как я сделал разделку под U, смог наплавить корень! Видимо в V-образной разделке происходит завихрение,которое но позволяет порошку прилипнуть и выдуват его на края! Вот такой вот опыт почерпнул! Ну,собственно фото! Жаль не запечатлел первоначальный вид слома (тупанул слегка второпях),хотя вроде и так всё будет понятно. Тапками не кидаться,это первая работа с применением данной технологии на чугуне! И жду с нетерпением комментариев от профи. Всем добра.
 6 баллов
6 баллов -
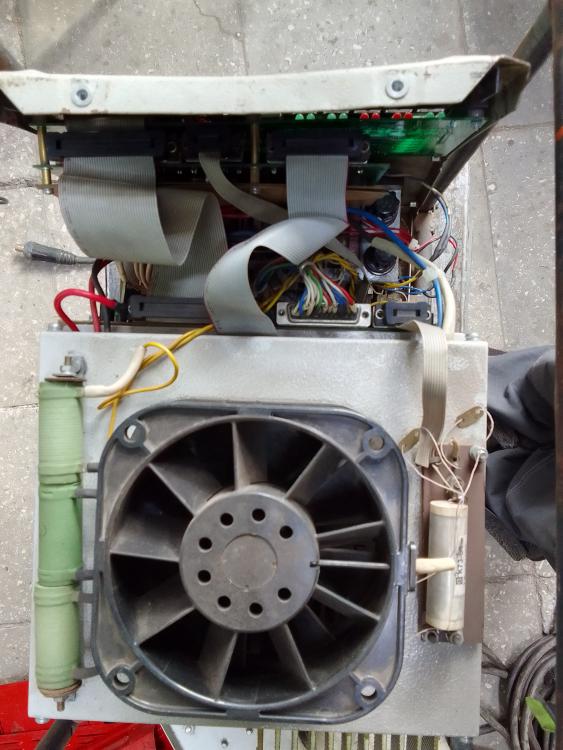
Коллеги, всем привет. Купил аппарат Неон ВД 201 АД AC-DC. При работе по нержавейке вопросов не возникало, все отлично всегда хороший поджиг, варит мягкой, замечательно! Наступил момент, начал варить алюминий, конкретно АМГ5, присадка 5356. Зачищаю, обезжириваю, вообщем все что нужно. Аппарат не хочет работать или работает как-то через раз, на третий т д. Конкретно, не хочет выходить на базовый ток, если и выходит то с 3-го поджига, дуга не стабильная, рваная, не управляемая. Все настройки которые можно было применить, перепробовал все! Даже грешил на просадку напруги в гараже! Обратился к Алексею tehsvar, рассказал историю болезни))) Коллеги! Решение было настолько простое! Алексей посоветовал заменить газ!!! Свариваю в аргоне. Как раз закончился балон. Поменял. Вы не поверите! Буду то мне заменили аппарат! Мгновенно все встало на свои места! Поджиг с первого раза, дуга там где надо, варит очень мягко! Поменялось все, от звука сварки до зоны очистки и т д. Свариваю лодку, конкретно сейчас сварка гидролыжи, привариваю кильсоны, варятся швами не более 30мм. На 2000мм швов полно, ни разу аппарат т е поджиг не подвёл! Радости нет предела!!! Коллеги! Не торопитесь с выводами о плохом аппарате и т д. Всему виной был газ! Вот лодка что собираю. А это мой аппарат. Охлождение делал сам. Работаю в данный момент на красном антифризе. С уважением Александр.
4 балла
-
Пожалуйста. Но ещё раз повторю, что на нерже проблемы с поджигом нет. Можете мне не верить, вообщем то все равно! Главное, Алексей помог решить проблему! Аргон брал в центгазе, больше брать не буду!
3 балла
-
Напряжение в сети повлиять не могло аппаратом работал в разных местах, балон тот же. И сваривал тот же АМГ5. В пятницу поеду варить, поставлю старый балон. Отпишусь.2 балла
-
На нерже, при не особо чистом газе, будет шов черноватый. Но дуга держаться будет отлично. Неискушённому пользователю этого вполне достаточно для сварки нержи. А вот на люмишке будет такой эффект, как описывали выше, из-за перехода ноля. Обрывы и нестабильность. Это проверенный временем случай.2 балла
-
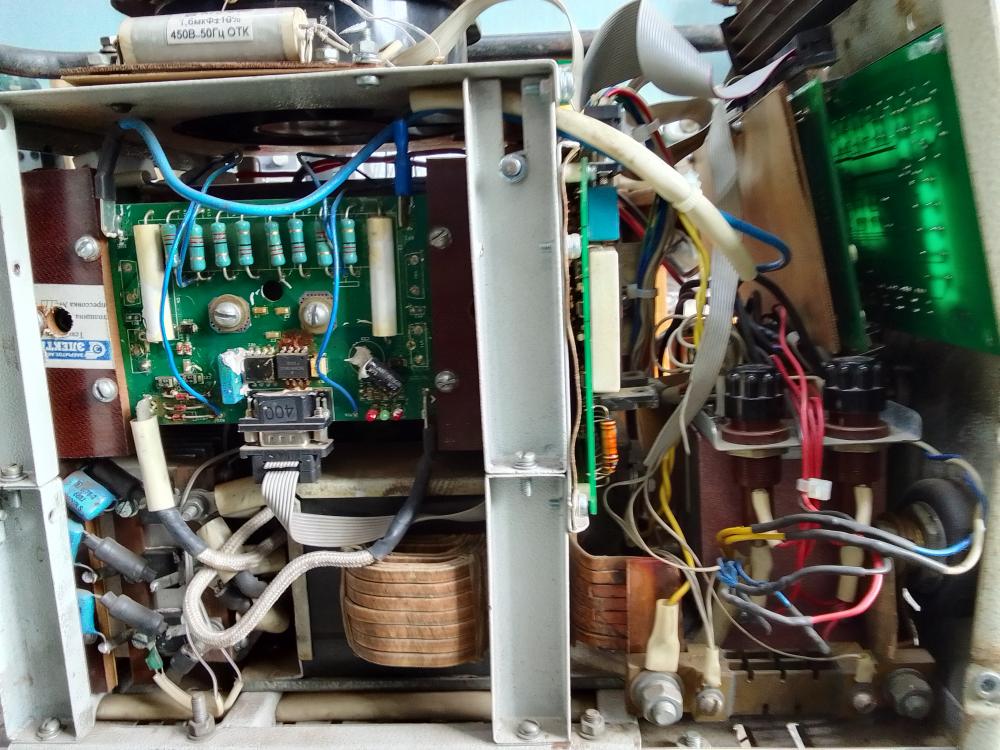
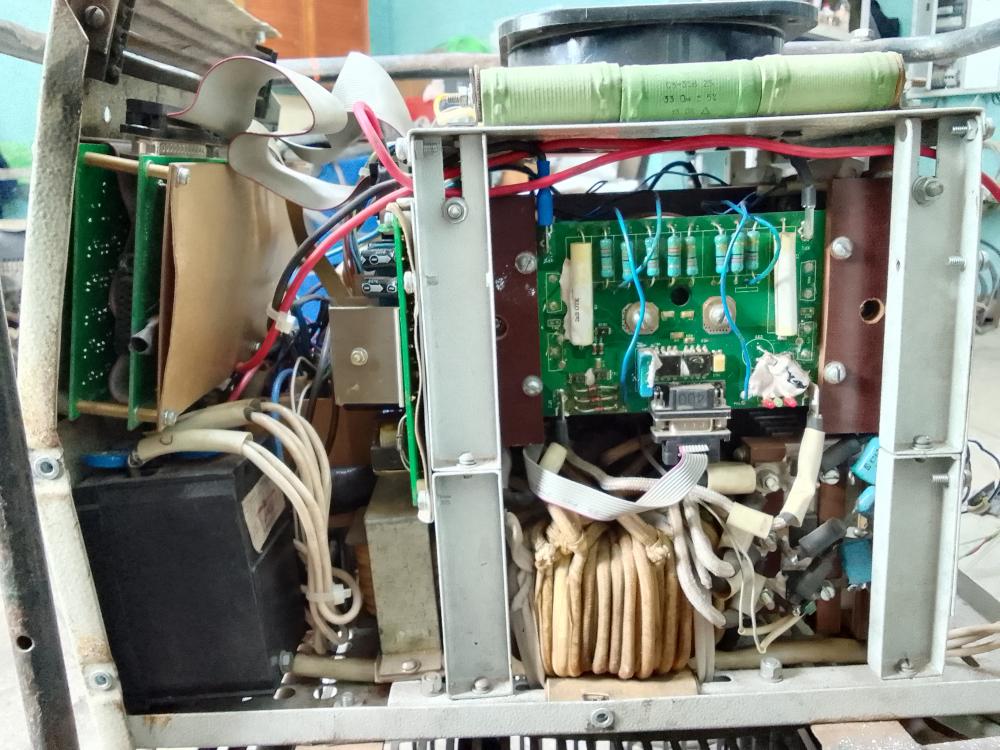
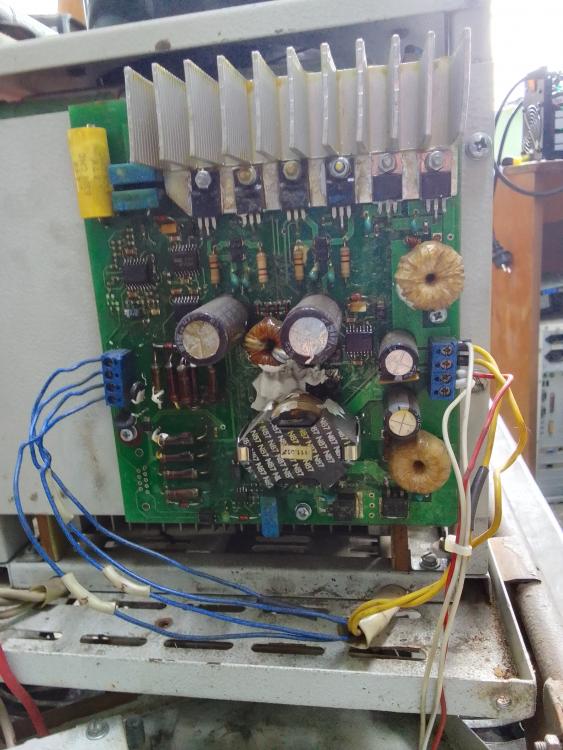
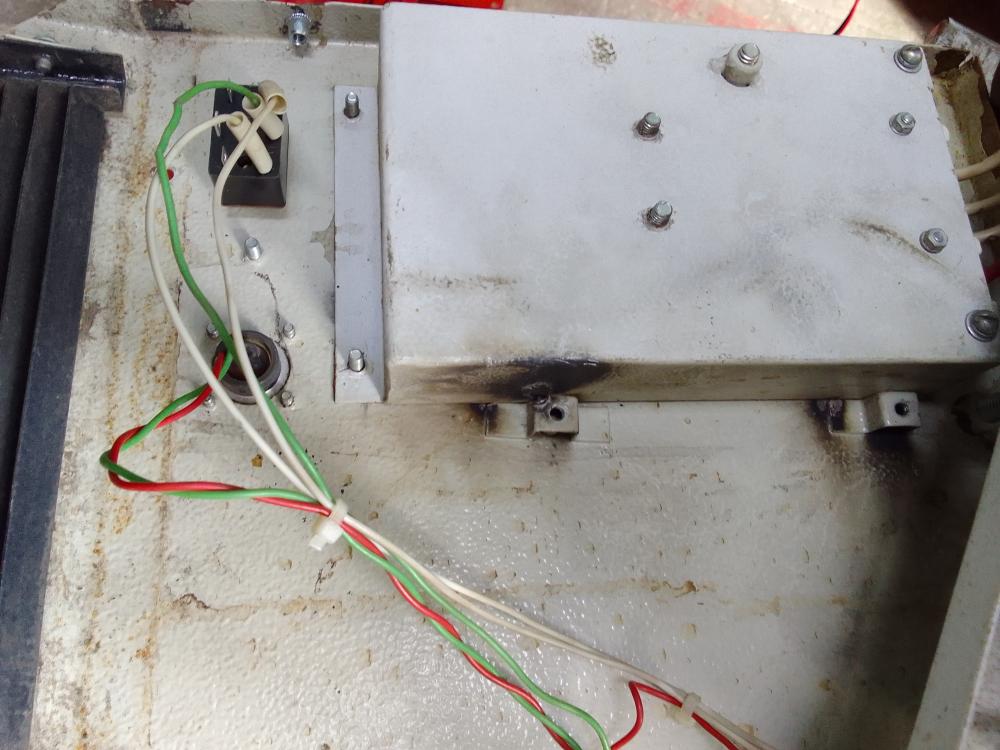
ФЭБ Магма 315. После нескольких "сервисов". Описание дефекта - как до нас дошло: - Включили Илектрики ... тут искры с корпуса, бахи и тп. После включали, не запускается. Понятно, что Илектрики в несознанке. Аппарат 220-380, но на 220 нужно подключать по схеме (она под крышкой ) на 3 и 4 контакт. 5 -й контакт - корпус. Тут же один провод на корпус, второй на 4-й контакт. Либо так фазу на корпус бросили, при 220, либо при подключении 380 на корпус фазу зарядили. На фото видно, как крышка с болтом корпуса приварилась дугой на другую стенку корпуса. Аппарат повозили по разным сервисам, напаяли там нормально ! Стандартно ! Даже на фото видно. Дефект нами найден и локализован. Неисправна плата ВИП. Её восстановили компонентно. Ну и малость сам аппарат отрихтовали, подпаяли и протянули. Аппарат восстановлен.
2 балла
-
Проблему с сетью,удленнителем не исключаете? Вот если бы на старом баллоне проверить и сказать точный вердикт. А так "гадание" на кофейной гуще.1 балл
-
Алексей , но если аргон уж совсем грязный то на алюмишке-шве будет "кака" , ну а если не совсем грязный то на алюмишке практически не будет "каки" но при сварке таким аргоном обычно поры лезут но при этом дуга должна гореть нормально . Вот похоже у этого Неона будут проблемы с дугой в гелии или смеси гелия+аргон , конечно многие и не варят в сих смесях но при этом многое теряют и озвучивать не буду в учебниках все прописано и аппарат должон работать с любым газом то есть аргоном или гелием , относительно грязном заметьте "относительно" и с особо чистым . Вот кстати мне лет за тридцать да и вообще в практике не попадался "грязный" аргон вообще .1 балл
-
Вы бы лучше швы (нержавейка) показали. А то как то не понятно, что на нерже нет проблем хотя металл как раз критичен к газу. Может и на нерже была с газом проблема а Вы просто не заметили. Хотелось бы понять есть такая проблема с газом или нет.1 балл
-
А у меня вот что - Буду сваривать ПА, шовчиками по пару см не более. От центра к краю по длине. Вот думаю нужно ли сразу делать длинные боковины или нет. Склоняюсь что нет. В каждом квадрате будет 4 сварки под овальным вырезом, больше наверное нет смысла. И второе может кто скинет настройки ПА для таких так сказать прихваток на стали 8мм. Да понимаю что для каждого аппарата могут отличатся и перед сваркой буду на кошках тренироваться, но хотя бы понять от чего отталкиваться на такой толщине что бы была меньше деформация.
1 балл
-
Рутина тоже нужна и иногда интересна бывает . Сергей , а что ты с этими пивными кеглями делаешь ? и я по фото что то не совсем понял. Ну и вот она рутина , только привез в общем человек решил поменять хаб на Санг - Енге и у нас тут теперь в деревне и автосервис и зубной кабинет в общем как в мегаполисе . Так вот мастер хозяину сказал не стой над душой не люблю когда работаю (в принципе и я тоже не люблю) и тот часок погулял на улице ну "мастер" ему забирай и с тебя 3кр , отдал заводит и включает передачу но дизель глохнет что то держит машину . Мастер сам залез поддал пару диз. и съехал с подъемника ну и чувствует что то не то и обратно на подъемник хозяину сказал погуляй сейчас исправим , через мин 20 выгнал все в порядке и хозяин поехал но и километра не проехал спустило колесо , запаска и к нему в общем похоже он рулевую тягу по первому прикрутил кверх ногами вот та и прочертила диск и не давала ехать и ладно прочертила где то лопнул так как колесо спустило . Завтра бум искать и исправлять конечно за счет "мастера " , ну как можно тягу прикрутить наоборот там же палец на конус садиться вот такой пока сервис но говорят будет не хуже чем в мегаполисе , поживем увидим.
1 балл
-
Если искра - значит в этом месте нет наплавки. Участок детали, подлежащий наплавке, надо предварительно обнизить на 0,5-1,0 мм. Это предотвратит появление зон без покрытия после мех. обработки, удалит дефектный слой (усталостные микротрещины), да и на шероховатую поверхность наплавка лучше ложится.1 балл