Лидеры




Популярный контент
Показан контент с высокой репутацией 22.02.2020 в Сообщения
-
Все мы в той, или иной мере-развлекаемся. Я, вот, часто по просьбе сервисменов, занимаюсь экстракцией заломышей. Набор не совсем юного экзорциста и его (экзорциста) оппоненты. Приварили гаечку, погрели фланец автогеном и вуаля. Немного буковок "Г" понаделал. То есть сварка г-образных шинопроводов. Всё однообразно: х-образная разделка, по два прохода с каждой стороны. Утирать сопли-тоже развлечение... Ну, если речь идёт о гидравлике. Сопли побырому сдул строгачом, зачистил стык УШМкой и зааргонил. Поигрался в полостного хирурга. Исцелил "кубическую матрёшку", то есть многослойный выпускной коллектор с шахтового тепловоза. Внутри-трещины. Коллектор-сварной. Выстрогал швы, которыми обварены сквозные шпилечные втулки, а внешнюю "матрёшку" располовинил отрезным диском. Ух ты, как интересно! Изнутри трещины наблюдаются, а снаружи-нет... С двухслойными коллекторами с водяным охлаждением-дело имел. А тут- тройная матрёшка!. Что ж, режем дальше. Ага, вот оно!!! Чистим борфрезой и завариваем полуавтоматом. Сборка матрёшки-в обратной последовательности. Поигрался то ли в диггера, то ли в проктолога... Традиционная болячка ивановских автокранов-разрыв отвода на вводной гидравлической трубке высокого давления. На КрАЗах и КамАЗах-это ещё цветочки. Там хоть и не танцзал, но, после снятия заднего кардана-вполне можно подлезть и работать руками. То ли дело-МАЗ, будь он неладен. Чтобы добраться до внутренностей поворотной платформы-надо либо тележку мостов выкатывать, либо протискиваться в зазор между лонжеронами рамы. Из-за срочности работ-первый вариант отмели сходу. Пришлось облачаться в одноразовый комбез маляра (поверх ХБшной робы на голое тело) и вползать во чрево автокрана. Учитывая водомасляные потоки сверху и 54-й размер в плечах-ну, вопчем, сами понимаете... Та ещё развлекуха. Маску сначала пропихнул вперёд, потом сам заполз кверху брюхом. Тормозные камеры и реактивные штанги мостов-обеспечили весьма ощутимый массаж спинных и ягодичных мышц. Несмотря на околонулевую температуру в ремзоне-пот лился рекой. Бормашинку и горелку с присадкой-механики подавали сбоку, между мостами. Расковыривал кромки порыва и варил-через зеркальце на магните. Вытаскивали меня за ноги. Эта "ректальная хирургия" меня порядком забодала. Оттого и не стал лезть туда с фотиком ради пары кадров, а ограничился ракурсом со стороны "заднего прохода".
 15 баллов
15 баллов -
Оптимизация-с... Бывает и так, что две детали с одного и того же мотора-варятся по-разному. Вот, к примеру, блок цилиндров и выпускной коллектор. Коллектор с предподогревом изумительно зааргонился. А вот блок-фиг вам! Правда-на холодную. Смачиваемость-просто никакая, треск, брызги, поры. Победил покрытыми электродами. А бывает так, что подсознательно ждёшь от детали какую-нибудь подляну, а она тебя прямо радует. Мне, вот, надысь попала на излечение крышка улитки насоса для перекачки технической воды. Водичка сия- с какой-то ядрёной взвесью. Оттого крышка поимела нехилый гидроабразивный износ. Варил на холодную. С проковкой. Но, ПАНЧ настолько изумительно разливался, что мне даже казалось, что это-малоуглеродистая сталь, а не серый чугун.
10 баллов
-
Да-с, развлечения иногда бывают на любителя.Пасаны попросили: " как-нибудь, Антоха, подвари чуть-чуть глушитель". Меня эти чёртовы глушаки просто преследуют. Сей шЫдевр, такое чувство, что варили, как минимум-трое и разными видами сварки. Ну " как нибудь" в сущности и подварил... А что ещё делать оставалось-то?
8 баллов
-
Тэкс,подварил трещину на тисках- более мерзкого чугуния мне ещё не попадалось,не смачиваются вообще кромки ,заливал ПАНЧем,подрез ужасный еле залил МНЖКТ.Советую всем,если стало скучно поварить чугуний без ВЧ поджига,очень острые очучения.Доварил рессивер,окрасили порошком( не у себя), повесили на стену,выглядит почти как настоящий.Смонтировали примитивную систему слива СОЖ на сверлильный и до часа ночи сверлили рейки на портал.В качестве рольганга применили иновационное приспособление из кружки и уголка.Установили полочку для самограйки.Портал помаленьку собирается.
7 баллов
-
Иногда ситуация с ремонтом баков напоминает во эту картинку -"Мост глупости" под Санкт -Петербургом.Уже 170 -я по счету(без всякого сомнения -будет и 200-я) Газель застряла под этим мостом,несмотря на предупреждающую надпись -Газель не пройдет....,а наша Газель везде пройдет!Так и с баками,если написать -Бак подлежит ремонту(сварке) только в том случае, если его объем заполнен негорючим газом - углекислотой,аргоном, их смесью ,но все равно найдется масса экспериментаторов,готовых испытать свою судьбу.6 баллов
-
К горелке приставка. Trailing Shields по английски. Мне тоже интересно на какую зеркалку вы снимаете. И какой фильтр используете и используете ли. Личное дело каждого, а такие хейтеры, это в большинстве своём псевдо-сварщики, работающие не себя и боящиеся, что у них кусок хлеба отберут, зачастую как сварные из себя редко что крутое представляет, в лучшем случае середняки. Что по монетизации, я бы был очень рад чтобы мы жили в утопичном обществе, и с прилавков магазинов, или как они будут называться, можно было бы брать всё необходимое бесплатно. Некоторых ещё пугает и настораживает ваша подача материала, рассказы про высшие силы и тп. Кто не может смириться или пропустить мимо ушей, пускай не смотрит. Зачем вообще обращать на это внимание. Я вот всегда просто ржу с таких людей. У человека могут быть любые "тараканы", это его зона комфорта, пока они не мешают окружающим и не лезут в чужие зоны комфорта, всё ок.6 баллов
-
@necaevsergej726,всё это правильно,кому сколько отмерянно,но если настойчиво просить и доказывать что вам уже надоело быть здесь, есть шанс быть услышанным...6 баллов
-
Про кокой сапожек, вообще не пойму. Мне пишут много писем, так же в чате, еще работа с постоянными вопросами, завален так, что все и не припомнишь. То про камеры выведывали, то канал продай, то один даже позвонил, блогером оказался и обвинял меня в том, что я лгу, что помогаю людям бесплатно и учу даром. Такого не может быть. Какие то обо мне легенды ходят, что бескорыстно помогаю, кто пишет мне и задает вопросы, отвечаю всем бесплатно и даром. Все это ложь говорит он мне. Вот честно, я был в шоке. Вот у него пригорело Спрашиваю, дак ты что хочешь от меня услышать? Правды говорит. Ну вот смотри, сей час скажу тебе не правду, то, во что ты хочешь верить, то сразу поверишь, скажу правду не поверишь. Ну вот сколько ты зарабатываешь? Вот скажи, разве денег с людей не берешь? Не беру. Да лааадно и ржет. Говорю в своей жизни не с одного человека денег не взял, за то что знания передал. Но одно от тебя скрыл, скажу, что директора предприятий меня заказывают на свои заводы, где я даю лекции и практику за 2 дня и платят директора, а не коллеги. Для коллег выходит все даром. Так что меня поймите тоже и простите, завален раз, оплеван не обосновано два, лгу всем три, что то скрываю четыре. Жаль, что сердца моего не знаете6 баллов
-
@Kondor416, мне один раз клиент попался, приволок бензобак с маленькой дырочкой, я тогда уже начальником работал, все заказы через меня шли и я их оценивал. В общем я ему говорю ценник - тыщу рублей, это минималка была за бак. Он как начал, да я его промыл, тут делов на 5 минут, давай я рядом стоять буду, если боишься Типа если мы вместе умрем, то меня это как-то утешит? Говорит, давай я туда спичку суну! Я говорю - давайте вы это сделаете за углом дома, а не тут Ушел клиент непонятым! Слабоумие и отвага!6 баллов
-
Олег, позвони им,может человек в травматологии уже "обитает". Если ко мне привозят бак, стоимость пропарки уже включена в стоимость, если не согласны -ходите... к другим. Как бы жить хотца.6 баллов
-
6 баллов
-
Поделюсь своим опытом общения с клиентами по бакам. Звонили три раза и все три раза меня убеждали, что есть чудо средство моющее про которое они прочитали в инете и которое у меня должно быть, поэтому сварка бака должна стоить копейки. После озвученной цены на сварку с пропаркой итд итп ни один не приехал. Кто им варил я не знаю, может быть такие же камикадзе.5 баллов
-
@AMBIVERT42, прямо как записки практикующего проктолога прочитал)4 балла
-
@Шурпет, Доброго дня, здесь смотря что именно нужно сваривать. К примеру аустенитная нержавеющая сталь вполне допускает сварку своим телом, а вот аустенитно-феритная нержавеющая сталь такого не допускает,так же как и "черная" меняется структура и мех.свойства ,а и кто му же нужно вводить раскислители в сварочную ванну. Для само образования можете почитать книгу под ред. Петров Сварка и резка нержавеющих сталей - 1970 http://booktech.ru/books/svarka/1642-svarka-i-rezka-nerzhaveyushchih-staley-1969-vn-petrov.html4 балла
-
@Сергей Витищенко, ну почему же, есть и новинки! Китайцы не дремлют, делают вещи и дальше борются с коронавирусом. http://websvarka.ru/talk/topic/12778-prodam-kramer-200-bi-puls-i-magnum-214-dual-puls/?p=4015754 балла
-
3 балла
-
У нас группа 15 человек, один из них не имеет профессии сварщик, и паралельно учится тут же в техникуме на профессию. Остальные работают в разных отраслях, на оборонке на роботах, в АТП, на трубе, с атестацией НАКС. Вообщем нам рассказывают и учат тому, что в большинстве своем сварщик знать при собственной любознательности должен, но в принципе не обязан. Высшая математика, английский язык, НВП или как по новому ОБЖ. Материаловедение, метрология, информатика, но на ней учимся работать с КОМПАС-18, в 3 Д моделировании, даже физкультура есть. Интересно. Сергей Николаевич разрешает посверкать в мастерской, но у них сейчас плотный график и соревнования были на прошлой неделе, но об этом написано выше. Если будут вопросы как к студенту ВЭМТ, с удовольствием отвечу.3 балла
-
Умеет же прикинуться шлангом. Принять статическое положение. Ну и из "несвоего"- Весна3 балла
-
Допустим,как объяснить человеку,что засыпать за рулем -смерти подобно.Многие усмехнуться -мы,что не люди,не знаем,как засыпает человек,успеем всегда выправить ситуацию?А ведь не знают,что за рулем засыпают мгновенно,как выключатель щелкнул;был в сознании и мгновенно вырубился, и через несколько секунд на встречной полосе. Что толку говорить человеку,что нельзя перелазить под вагоном стоящего поезда.Не поймет..успею,многие перелазят и ничего - живы,но когда увидит,как цепляет тормозной скобой за одежду,а потом тащит метров 200-300 под вагоном ,разматывая кишки по шпалам и на стрелке разрезает на несколько частей,то приходит понимание опасности. Все-таки объяснять надо,к чему это может привести,если,конечно,сам это знаешь. Основная масса людей надеется на авось,авось пронесет,впрочем,кого -то проносить,а кого-то и нет.3 балла
-
Может быть кому-то пригодится это решение? https://youtu.be/H2Z_KH7oZfk3 балла
-
Ну во первых тут не блогеры и причем ДАЛЕКО! лично не спрашивал, но обратил на это внимание, мне показалось странным... во вторых лично от вас Евгений получал вопрос как добился такого шва (не смогу найти) я тут же показал сапожек (может что то перепутал, но ни какой корысти не имею тут ни в чем) и т.к. тут не только односторонняя ветка (выкупленная площадка для рекламы) пишем и свое мнение, как бы делимся всем что косвенно касается деятельности и т.к. иногда кто то хочет так же поделиться но далек от "кино" не считаю зазорным (тем более на подобном форуме) рассказать о технике съемки и заметьте - не для коммерческого использования а ради всех т.е. снять что то свое (удобосмотримое) И ПОКАЗАТЬ! Валера @selco, старается что то снять, экспериментировать и всех научить и за свою полувековой стаж никого не упрекнул за вопрос - а как это вы делаете?, -что мол Я потратил свои лучшие годы, а вы тут салаги с не обсохшим молоком на губах, имеете дерзость задавать подобные вопросы. Для тешенья своего ЭГО есть другие ресурсы а тут на то и форум, что бы делиться и не только кто то , но и я в том числе почерпнул и не только из этой ветки и благодарен тем, кто без какой либо корысти делится, тратит свое время а иногда и деньги, и появляется такое же желание привнести и свою лепту по мере возможности и умения.3 балла
-
Жалко парней. Но все чаще встречаю спецов по роликам с ютюба, которые прежде чем отдать специалистам насмотрятся блоггеров, которые говорят что масло не воспламеняется от кислорода и бак можно просто с фэири промыть, не очкуй я сто раз так делал... Правила ТБ написаны кровью и об этом надо помнить!3 балла
-
ГЦБ от трактора. Как всегда забыли слить водичку. Поиск окончания трещин,разделка,прогрев в массе,сварка. Что интересно головки Д-240 варяться намного лучше,не так газят. А вот это ГЦБ от Д-245. Панч-11, горелка Wp-20, сопло №6, WZ-8 "в иглу", педаль. р.с. локтевой сустав гудит,намахался молоточком.
3 балла
-
Можно и бормашиной с алмазным диском,но мне удобней краешком алмазной чашки.Держишь,одновременно вращая вокруг своей оси само сопло. р.с. сама чашка служит для полировки вольфрама,поэтому и с дорожками.Моторчик расположился на тормозных дисках.Удобство в том,что получился мобильный станок и устойчивый.
3 балла
-
Азов Виндоус и Шлоссер Швайстехник ГмбХ презентс...эм сильно пафосно да?С чего бы начать?Короче говоря ещё давно мой товарищ купил гараж- бокс.Обсудили некоторые планы по нему,но все руки не доходили.И вот,пока я парился в " бане" час настал! Время мантулить!Для начала киданули 0,4 КВ и запилили сварочный уголок,попутно разгребая залежи всякой фигни.Работаем втроем- мой товарищ,его сын- школьник и я,выкраиваем время после работы и по выходным,жены бурчат уже.Но шо делать.)
2 балла
-
С наступающим Днем Советской Армии и Военно Морского Флота!2 балла
-
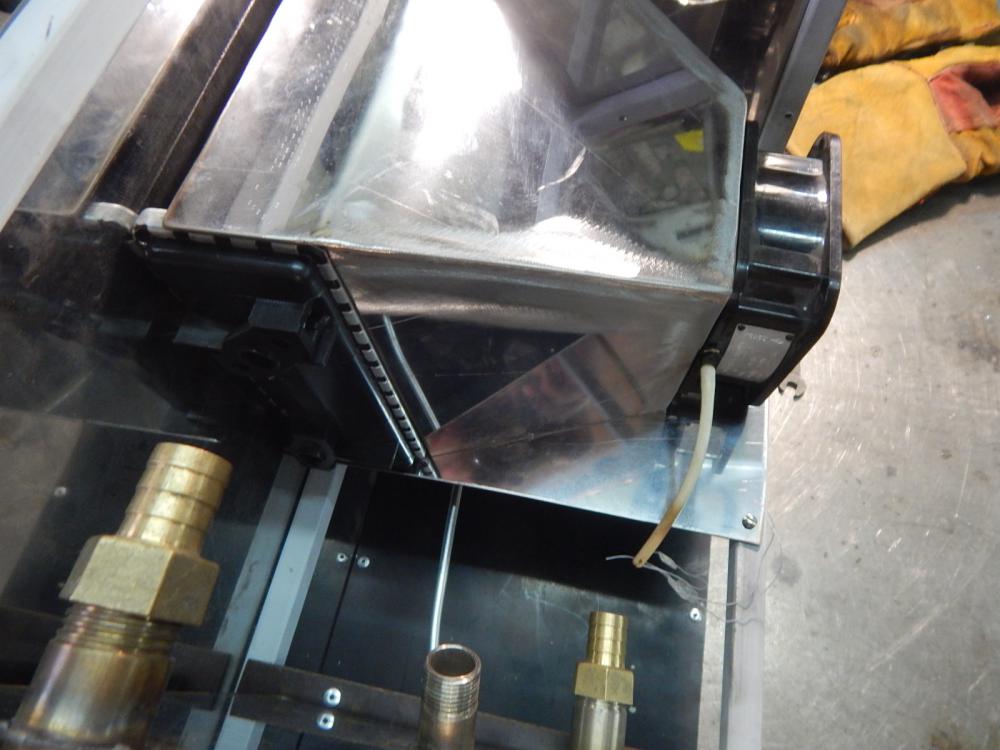
как производство? Пойдет? Не переживайте за меня ) Придерживайтесь пожалуйста темы. По теме. Вот ещё одно изделие в рамках сделать на продажу. Вот оно в действии Такое продать гораздо сложнее, ибо это изделие для богатых.
2 балла
-
По рассказам очевидцев в соседнем дворе так и будет, от тех кто рядом, обычно впечатлений уже не услышать.2 балла
-
Это не отвага и не слабоумие,просто он не представляет,какими могут быть последствия взрыва бака.Думает,что если что-то пойдет не так,будет хлопок,все немного испугаются и только.2 балла
-
по генератору смотреть с 12й минуты .2 балла
-
Хотелось бы еще катапульты( требушеты) делать. Но государство наверное то же против будет)))2 балла
-
Олег, ещё страшнее становится после слов:- " Бак пропарили под выхлопной трубой" . Карбюраторный двигатель,и его болячки.2 балла
-
Собственно, по этому вопросу Вы можете проконсультироваться и у Егора Луза, Эльдара Масса Том-они по , крайней мере регулярно что-то пишут здесь, и заодно учатся на заочке.Касательно качества обучения-смотря к кому попадёте по спецпредметам-коллектив преподавателей достаточно волатилен...временами..касательно практического обучения-программа заочников не предусматривает учебной практики на нашей базе, за исключением каких-то практических и лабораторных работ, так как при поступлении Вы должны иметь рабочую профессию в области сварочного производства( как правило -сварщик энного левела, не важно какого) если нет-Вас могут проучить на необходимую Вам специальность в нашем МФЦПК, но за Ваш счёт.Можете заниматься этим прямо на сессии, при удачном стечении обстоятельств. Как Масса Том, например.2 балла
-
Я дико извиняюсь,но це ж-повна дупа! Одно дело,когда видно,что человек учится и его учат,а на конкурсе немного накосячил( нервы,незнакомая обстановка/ оборудование и т.д), но явно же видно,что вообще не учат ничерта...2 балла
-
Сергей Николаевич, доброго здоровья и привет из солнечной Мордовии, страны глухих лесов и лагерей )) Вобщем-то также и у нас на работе - подавляющее большинство сварщиков воспринимают полуавтоматическую сварку ну просто как нажатие на кнопку. Расход газа, правильная настройка аппарата, многопроходные швы, сварка корня - о таких вещах здесь говорить не принято, я единственный человек в смене (бригаде), который хоть как-то время от времени делает акцент на таких вот вещах. Например, сварка рамы. Один из элементов - шкворневая балка, там два листа толщиной 10 мм в тавровом соединении варятся с катетом 10 мм. Так вот я один-единственный человек, который попытался как-то объяснить, или кому-то доказать, что правильно было бы варить как минимум в три прохода. На меня последовательно ополчились ОТК(они просто не видели многопроходных швов), мастер смены (долго варю), да даже коллеги - бросаю тень на их непререкаемый авторитет. У нас в почете почему-то принято нелепо растягивать этот несчастный 10-мм катет, превращая все в какое-то жалкое подобие сварного соединения. Разговаривал с Главным Сварщиком на эту тему - он однозначно признал мою правоту, но как бы намекнул, что вся бюрократия завода приветствует неправильный, но более быстрый способ. Увы. А так конечно очень приятно вспомнить свой непродолжительный курс обучения у Вас. Много полезного и интересного, жаль что не так близко живу, неплохо было бы еще потренироваться под вниманием опытных инструкторов.2 балла
-
Работы хоть спать не ложись. У тех кто заряжает от 5000 час, да, ее стало сильно меньше. Мне лично и за 2000 чистыми в день не западло. За пять так вообще хорошо. Причем день даже не 8 часов. Недавно ставил лестницу. В общей сложности на нее ушло часов 30. Заработал 30000. Но многие скажут что я лох и работаю за бесплатно. Демпингую и отнимаю работу у мать их профессионалов. Но класть я на них хотел.2 балла
-
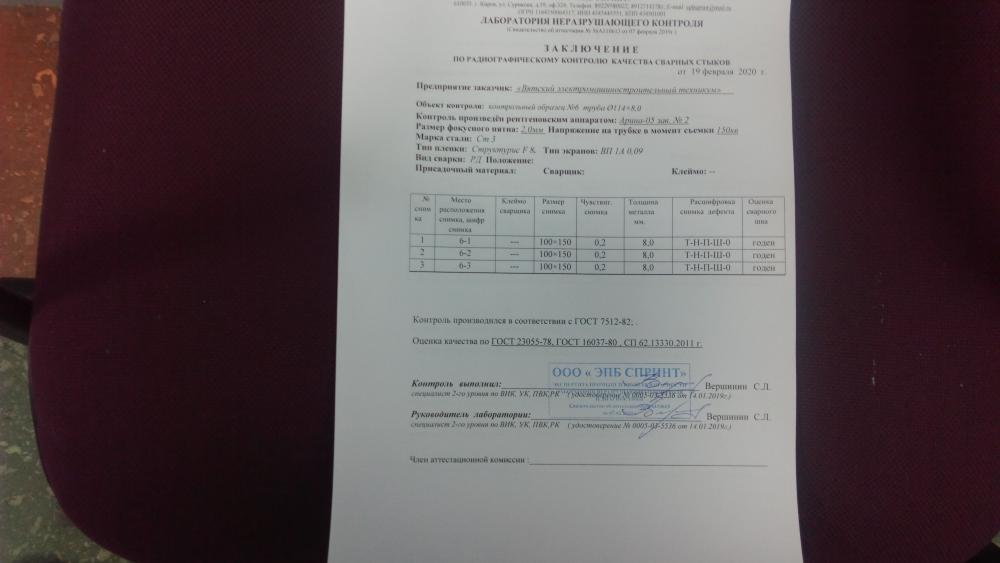
Приехали результаты РГК по трубным стыкам, ездили туда только " шестёрка" с "семёркой". "Шестёрка"-"молоко", ДНО , "семёрка"-два дефекта (проходных).... По результатам контроля-"шестёрка" в лидерах и сильно увеличивает отрыв. И те, о ком не пишут в передовицах...3 курс ОиТСП, волонтёры, по большому счёту-любого из них можно после КРАТКОГО курса, чисто соревновательного выставлять на сварочные ристалища...Все, кстати, в кадр не попали, носились где-то по техникуму с поручениями...
2 балла
-
Мужики ещё по теплу залили колонны для портала ЧПУ плазмореза,идёт монтаж с привлечением своих людей,спецов.
2 балла
-
Гы-гы https://www.youtube.com/watch?v=kYllSUzAHRY&feature=emb_logo1 балл
-
Пол года не посещал этот форум, сейчас зашёл, а тут все как обычно, Флама, гроверс, аврора, стабильность =))1 балл
-
Как бы там ни было, но так это и называется, сфера услуг, оказание услуг населению. Кто ж виноват, что тёти тоже в этой сфере крутятся, специальность только другая.1 балл
-
@Zwangsschweiser, сделано топорно, облагородить и можно в серию. Сделайте чертежи, раскроите на лазере, шлифованный алюминий, красивые швы и можно на доску объявлений.1 балл
-
@Kurt1, https://youtu.be/_Yc3k887VTg1 балл
-
Пневмоиспытания завалили все ,кроме шестёрки, ну у номера 7 есть ещё год на тренировки, подтянем...залили воду, надавили 8 бар, через 5 минут в узле появилась микроскопическое пятно... но соперников № 6 это уже не спасло. они сошли с дистанции гораздо раньше..1 балл
-
Развлечение повеселее.Суппортик на станочек.Плод коллективного труда и воспалённого разума конструктора.Мое только заваренные дупла,остальные швы и корни- не мое.Струйный перенос,300 А,4 т...
1 балл
-
Ничего хитрого. Изначальную длину сопла 6L - пополам.На другом сопле резанул 2\3. На другом фото разная длина под скос,залазить в "закрома" На следующем фото - для контактной сварки,разрезы для выхода аргона. Очень удобная штука.
1 балл
-
@Zwangsschweiser, в мае будет 2 года, как пытаюсь уйти от мелочевки к производству. При том мелочь не брал в работу вообще. Вот только месяц назад прижало с деньгами, пришлось дать объявление - сварка в аргоне. Наработок - очень много уже, но пока они денег не приносят. Если есть наработанная база клиентов и прикормленное место, то смысла сворачиваться нет, это хоть какой-то постоянный стабильный доход. Мне видится следующий путь развития такой мастерской и в его правильности я уверен. Нужно анализировать абсолютно все входящие заказы, которые идут в изготовление и тиражировать все что можно. Т.е. кто-то заказал емкость, узнал - для чего она, какие есть альтернативы и по какой цене. Суть этого всего - если кому-то что-то потребовалось изготовить, то значит есть люди, которым тоже это надо. Обязательно все документировать, фото, видео, соцсети. Когда человек видит фотографию готового изделия и цену - это совсем другое, чем платить за изготовление какого-то абстрактного хоть и нужного изделия. В общем, путь не для всех, но все реально.1 балл
-
Посмотрите -бачок 7 литров,вентилятор на 220,но поставил трансформатор,так как компьютерный вентилятор охлаждает двигатель насоса...т
1 балл
-
Пайка латунной горловины медно-фосфорным припоем
1 балл











































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)