Лидеры

.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)


Популярный контент
Показан контент с высокой репутацией 20.02.2020 в Сообщения
-
Ничего хитрого. Изначальную длину сопла 6L - пополам.На другом сопле резанул 2\3. На другом фото разная длина под скос,залазить в "закрома" На следующем фото - для контактной сварки,разрезы для выхода аргона. Очень удобная штука.
 10 баллов
10 баллов -
Работы хоть спать не ложись. У тех кто заряжает от 5000 час, да, ее стало сильно меньше. Мне лично и за 2000 чистыми в день не западло. За пять так вообще хорошо. Причем день даже не 8 часов. Недавно ставил лестницу. В общей сложности на нее ушло часов 30. Заработал 30000. Но многие скажут что я лох и работаю за бесплатно. Демпингую и отнимаю работу у мать их профессионалов. Но класть я на них хотел.10 баллов
-
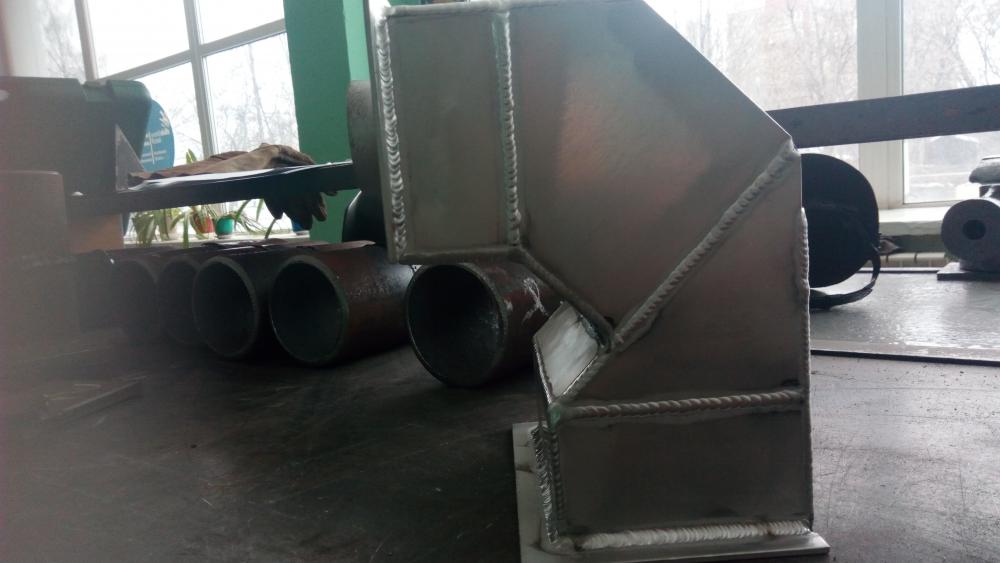
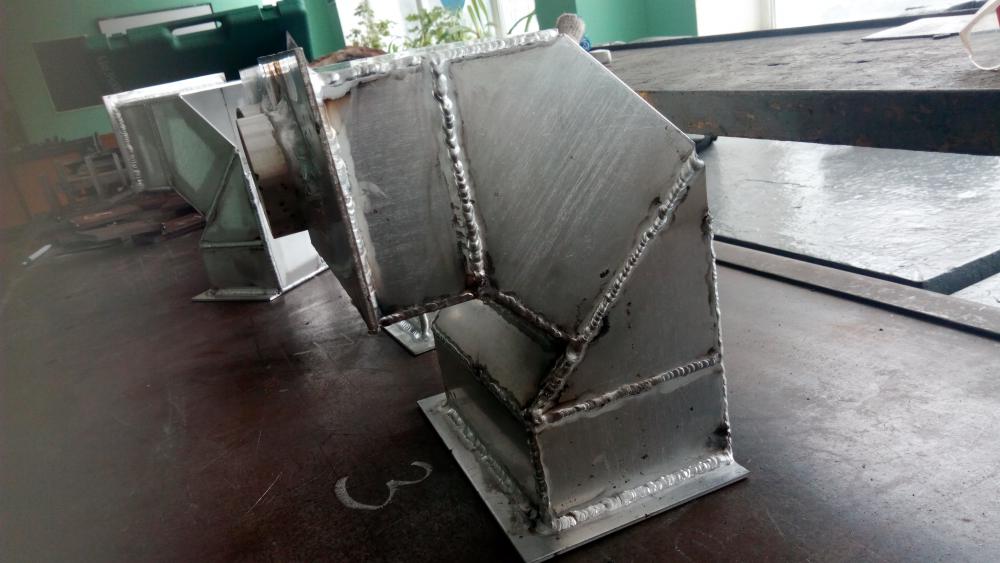
Вот такие коллектора интересны в работе. Возни есть немного,но выручает шлифованный швеллер. По режимам у меня без изменений - грел в печи,панч "александровский" нового розлива,педаль-предел 0-190 ам,WZ-8,сопло №6 резанное по длине пополам.Не знаю почему,но защита по сравнение с родным длинным лучше,ровнее и удобнее маневрировать.Сверял дымом. Так и режу пополам длинные по надобности,да и линза цела. Проверил на керосин-часик и отдал на шлифовку.
9 баллов
-
@Zwangsschweiser, в мае будет 2 года, как пытаюсь уйти от мелочевки к производству. При том мелочь не брал в работу вообще. Вот только месяц назад прижало с деньгами, пришлось дать объявление - сварка в аргоне. Наработок - очень много уже, но пока они денег не приносят. Если есть наработанная база клиентов и прикормленное место, то смысла сворачиваться нет, это хоть какой-то постоянный стабильный доход. Мне видится следующий путь развития такой мастерской и в его правильности я уверен. Нужно анализировать абсолютно все входящие заказы, которые идут в изготовление и тиражировать все что можно. Т.е. кто-то заказал емкость, узнал - для чего она, какие есть альтернативы и по какой цене. Суть этого всего - если кому-то что-то потребовалось изготовить, то значит есть люди, которым тоже это надо. Обязательно все документировать, фото, видео, соцсети. Когда человек видит фотографию готового изделия и цену - это совсем другое, чем платить за изготовление какого-то абстрактного хоть и нужного изделия. В общем, путь не для всех, но все реально.8 баллов
-
Развлечение повеселее.Суппортик на станочек.Плод коллективного труда и воспалённого разума конструктора.Мое только заваренные дупла,остальные швы и корни- не мое.Струйный перенос,300 А,4 т...
7 баллов
-
Я тут развлекаюсь слегка,вы не против?
7 баллов
-
Да ну, скажете тоже ... если сделать всё правильно-то вероятность ДНО-97%. 3% отнесем на форс -мажоры типа некачественного металла , электродов и т.д... то есть на то. что от нас не зависит.. Я за карьеру сварщика , по самым скромным подсчётам .заварил тыщ 5 всякоразных стыков..от 32до 1500мм и ВСт3....до 12Х18Н10Т и прочая и прочая и прочая ТИГ/МИГ/МАГ/ММА ... и закосячил на контроле штук 5 штук.. и то 3 по ВИК , и то в начале карьеры..а дальше -даже не парился-соблюдение технологии сводит к минимуму риск брака... ну и вернёмся к нашим баранам-РЧ WSR- по большому счёту- соревнования не было-было избиение младенцев,игра в одни ворота, победа за явным преимуществом, ( как бывшему спортсмену , мастеру спорта, очень даже приятно)- а с точки зрения поднятия уровня сварочного образования-всё было очень печально-развития нет-а деградация налицо...прям по Виктору Степановичу-никогда такого не было -и вот опять...настоящий велдпорнотрэш -там где мелкие трубочки из нержи-это курсанты -аргонщики , вдохновлённые прочитанной теорией и 6 занятиями по практике-рванули трудоустраиваться на тёплые места-и их,после сварки образцов( на фото) взяли на работу-тоже позитив.... а курс ещё не закончен...
5 баллов
-
С бункером закончили появилось время для творческой работы, товарищ просил попробывать на импровизированных центрах выставил биение в пределах 0,5 мм - о чем и было сказано хозяину А вот мои кормильцы Скажу честно Линкольн не впечатлил, в ручном режиме на углекислоте и проволоке, которую покупают так себе. Дома solaris TOPMiG и то приятней варит.
5 баллов
-
Вот вот и вижу по фото что к сварке отнеслись экак бы помягче на одну то букву . Анадо было определить чугкуний это или все таки спец сталь . Ну и если чугуний то подумать чем как и усиление шва каково (может шпильки перекрестные и т.д) и этого не чего не сделали и скорее эту буксу уже не сваривать по третьему разу (металл уже напрочь испорчен - мин. водой) а в чермет . Со сталью думаю тоже самое . ЗЫ , не каким образом не хотел обидеть сварщиков что сие варили , и скорее они не виновны и как всегда начальству быстрее надо чтоб работало и прибыл приносило , ну и выходит как всегда.4 балла
-
Тут конечно плакать а не ржать надо. Предыстория такая, повысил разряд, но так как разряды тю тю, то влепили они мне 3й уровень и по ошибке превратили из электрогазосварщика в газосварщика((( процесс превращения на видео.4 балла
-
Сергей Николаевич, доброго здоровья и привет из солнечной Мордовии, страны глухих лесов и лагерей )) Вобщем-то также и у нас на работе - подавляющее большинство сварщиков воспринимают полуавтоматическую сварку ну просто как нажатие на кнопку. Расход газа, правильная настройка аппарата, многопроходные швы, сварка корня - о таких вещах здесь говорить не принято, я единственный человек в смене (бригаде), который хоть как-то время от времени делает акцент на таких вот вещах. Например, сварка рамы. Один из элементов - шкворневая балка, там два листа толщиной 10 мм в тавровом соединении варятся с катетом 10 мм. Так вот я один-единственный человек, который попытался как-то объяснить, или кому-то доказать, что правильно было бы варить как минимум в три прохода. На меня последовательно ополчились ОТК(они просто не видели многопроходных швов), мастер смены (долго варю), да даже коллеги - бросаю тень на их непререкаемый авторитет. У нас в почете почему-то принято нелепо растягивать этот несчастный 10-мм катет, превращая все в какое-то жалкое подобие сварного соединения. Разговаривал с Главным Сварщиком на эту тему - он однозначно признал мою правоту, но как бы намекнул, что вся бюрократия завода приветствует неправильный, но более быстрый способ. Увы. А так конечно очень приятно вспомнить свой непродолжительный курс обучения у Вас. Много полезного и интересного, жаль что не так близко живу, неплохо было бы еще потренироваться под вниманием опытных инструкторов.4 балла
-
Наконечник 1 ф1,2. Жиклер 3п Второй снимок жиклеры 2п и 3п
4 балла
-
@saper24,у всех свои расценки,если все устраивает,то проблем не вижу.4 балла
-
http://cdn.fishki.net/upload/post/2020/02/19/3234821/c36f0658934ff2183beec75ba2723d06.jpg4 балла
-
@Kondor416 надо надсверлить , а не просверлить насквозь . Сверло 2,5-3 мм на глубину 3 - 4 мм . Родное отверстие не трогаем Чтоб основание пламени горело внутри горелки и не отрывало . Давление пропана и кислорода в половину меньше на редукторах чем при стандартной пропановой горелке .4 балла
-
Я дико извиняюсь,но це ж-повна дупа! Одно дело,когда видно,что человек учится и его учат,а на конкурсе немного накосячил( нервы,незнакомая обстановка/ оборудование и т.д), но явно же видно,что вообще не учат ничерта...3 балла
-
Мне не понять смысл такого "секрета"? мы тут как бы собрались в форум/"общину" и делимся, советуемся помогаем друг другу и вдруг секреты. Если реально есть плюсы (пускай с недоделками) почему бы не опубликовать для братьев по "оружию", мы же будем экономить а значит больше останется бюджет для семьи, или это помощь ближнему не в ваших правилах, как бы мы второй сорт (язычники)...???3 балла
-
Погодь, скоро приедет кемпи будем все люто завидовать)))3 балла
-
Вот, а согласно картинки с ТВ бонз компетенции Сварочные технологии WSR -всё хорошо, прекрасная маркиза, всё хорошо, всё хорошо...2 балла
-
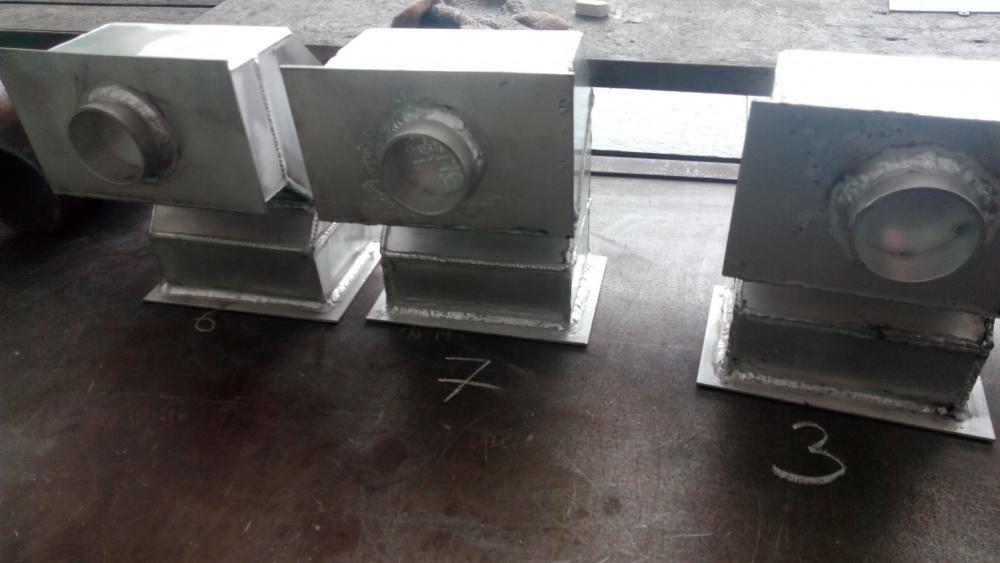
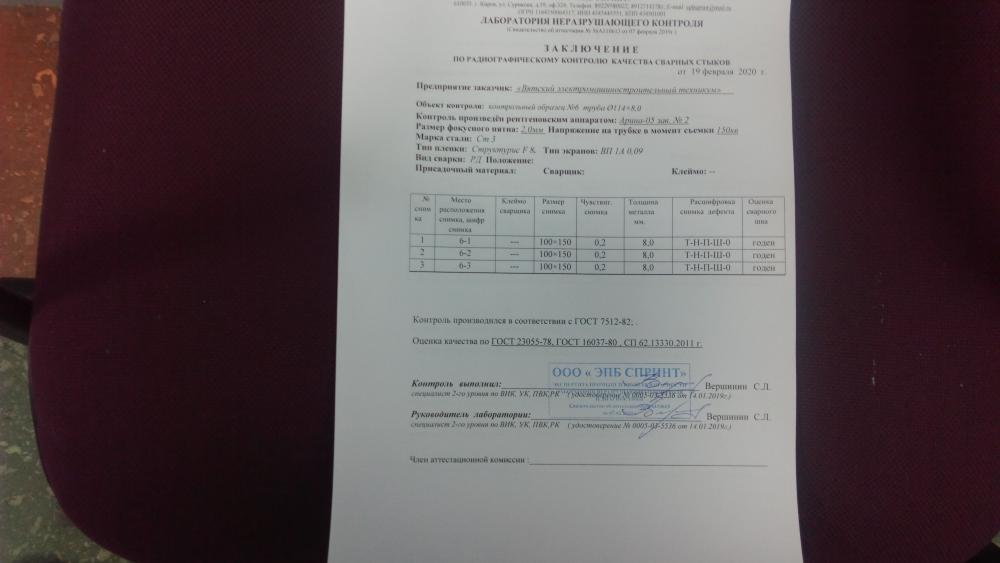
Пневмоиспытания завалили все ,кроме шестёрки, ну у номера 7 есть ещё год на тренировки, подтянем...залили воду, надавили 8 бар, через 5 минут в узле появилась микроскопическое пятно... но соперников № 6 это уже не спасло. они сошли с дистанции гораздо раньше..2 балла
-
@Kurt1, Да вот чо можно придумать с соплом от ПА чтобы оно меньше жрало газу и на патент сие , да практически не чего и видел америкос типа "линзы " вставлял типа негорючего поролона что то , но сие на расход скорее в большую сторону повлияет . Уже все придумано и по сотому кругу испытано , в СССР были двойные сопла с разным газом и импульс подачей газа и т.д. и т.п. Torch_consumables_09.pdf
2 балла
-
Так,а при чем здесь ЖД? ЖД литьё отлично варится хоть УОНИ,хоть Г2с,хоть чем угодно.Это наверное с рудничной техники деталь.2 балла
-
Иногда. Но больно хочется за человека порадоваться. Жаль пацанам грести еще полгода.2 балла
-
@zolwik, все проволоки реагируют на повышенную влажность. И все смеси реагируют на сквозняк. И не вдруг, а реагируют однозначно. Если у вас есть возможность, пробуйте трёхкомпонентные смеси. Вот там можно серьёзно уменьшить набрызг подобрав смесь под ваши режимы. А так то вам надо самому знать и понимать: 1. Типы переноса металла с проволоки в сварочную ванну: короткими замыканиями, мелкокапельный, струйный. 2. Работу источника сварочного тока как стабилизатора напряжения. 3. Что это такое, и как влияет параметр "индуктивность" на режим сварки. Тогда вы начнёте понимать что вы крутите, и куда крутить вапще.2 балла
-
У меня 5 лет работает с алюминиевым радиатором.Надо,чтобы pH(водородный показатель ) был равен 7,т.е. среда должна быть нейтральной,тогда алюминиевый радиатор будет служить долго.2 балла
-
Добрый вечер друзья . Давно не заходил сюда , так все некогда , до некогда ... Представляю ваше внимание продолжение ремонта Шестерки , которое никак не закончу . на сегодня вот на этом этапе ... Правый лонжерон приварил из семерки , решил поставить электронный люк из мерседеса . Продолжение следует .
2 балла
-
Приехали результаты РГК по трубным стыкам, ездили туда только " шестёрка" с "семёркой". "Шестёрка"-"молоко", ДНО , "семёрка"-два дефекта (проходных).... По результатам контроля-"шестёрка" в лидерах и сильно увеличивает отрыв. И те, о ком не пишут в передовицах...3 курс ОиТСП, волонтёры, по большому счёту-любого из них можно после КРАТКОГО курса, чисто соревновательного выставлять на сварочные ристалища...Все, кстати, в кадр не попали, носились где-то по техникуму с поручениями...
2 балла
-
Ну и как?Мне конечно похеру мнения ютубных сервисмэнов у которых даже с проводкой в мастерской проблемы, но интересно твое мнение. Конечно до EWM ему далеко, до Эвоспарка тоже, но он и не стоит полляма! А свой тридцатник цены он отбил с первой катушки. Вообще, это у меня в мастерской уже четвертый п\а.Откровенно: пока нравится. Как то так.2 балла
-
Вперёд за лорхом! Какого органа терять время на форуме в ветке эвоспарка?Один в один персонаж уже есть на форуме, возглавляет паству форсажененавистников, теперь вот новый мессия, только предмет ненависти другой. Что характерно, в обоих случаях, обсуждаемый агрегат знаком им заочно. Ну ещё и кемпи у обоих в почете.2 балла
-
@selco, Спасибо, кое что нашёл.1 балл
-
@selco, там и по слому видно было, что чугун, ну не в первый раз на металл смотрю. Думаю одна из причин это, что до меня варил карьерный сварщик (местный) и электродами, которые под руку попались видимо НИИ-48г. Не могу фото залить, я его шов просто выдолбил зубилом и всё что он наплавил оказалось у меня в руках. Разделку шва сделали V -образную с шириной вверху 50мм. Вот и пришлось после того как выпал кусок металла, получился зазор не менее 55мм.1 балл
-
Да, изобрел сопло для полуавтомата, пока держится в секрете, так как не до конца прошло испытание. Скажу пока одно, что оно позволяет тратить газ в 3 раза меньше, а эффект тот же. Когда оно пройдет испытание и будут результаты, опубликую в Ютубе и сделаю сравнение.1 балл
-
Как узнаешь отпишись, тема волнительная)))1 балл
-
Доброго дня, букса случайно не обладает магнитными свойствами? Почитайте может чем поможет Инструкция по ремонту жд составов.docx1 балл
-
@Ильдарка, думаю, что проблема в том, что лопнувшая букса - это следствие поломки оборудования, а не первопричина. Не видя оборудования - сложно что-то сказать, но самая частая причина - выход из строя подшипников, биение и как следствие - разрушение.1 балл
-
Несколько раз садился написать развернутый ответ и постоянно отрывают. Короче говоря, аппарат, по субъективному ощущению - своих денег стоит наверняка и с запасом. Он не "деревянный" как соседи снизу по ценнику, управление, как показалось более отзывчивое, не приходится с ним бороться - вращение регуляторов на самом деле влияет на дугу.1 балл
-
Рассверливал №1,но сейчас не вспомню,могу завтра измерить и сказать..наверное,1,2 мм,а,может быть,и единица.1 балл
-
... да, если не иметь достаточной мощности холодильника. Я видел когда человек варил блоки двигателей большие, головки блоков, диски колёс автомобильных имея ведро с водой в которой жужжал насос стеклоомывателя.1 балл
-
Взгляды на оборудование тут настолько разные, что при упоминании некоторых в слух, тут же слепят куклу вуду с вашим ником и начнут тыкать иголками.1 балл
-
1 балл
-
Ну что же вы , сударь... Сердце чистое, мысли ясные, как я могу обидеть? Думами своими поделиться хотел, с советами своими никчемными к Вам лез... Прошу простить великодушно коли обида какая в моих словах показалась. Не было того в мыслях.1 балл
-
Да получше, чем у некоторых музукантав. Может это занятие для души, хобби такое, а на него никакого времени не жаль. Понятно, что без музыки (или с готовыми композициями) слепить видео быстрее, но на музыку всё равно бы время было потрачено отведено, был бы видеоклип в итоге или нет.1 балл
-
Весна скоро,огороды, дачи, поля...1 балл
-
а если нет-кот на крышу-мыши в пляс-пеналы -печи-это дурь для лохов, "крутой спец" и так заварит....1 балл
-
Наплавка корпуса РК. Найти РК 85г.в. уже не реально, вот и занимаемся "скрещиванием" с более "свежими" моделями.Глушитель с авиатехники, новый, но дорабатывать нужно.
1 балл
-
Частотник! Сегодня все собрал, подключил! на 50 Гц-1.5 об/мин. на 25=0,7-0,8 об. Руками остановить не могу. Прикрутил на планшайбу груз 15 кг, со смещением, крутит в вертикальном положении на ура! Начал делать держак для горелки: Завтра видео скину! Немного конечно громоздко, но терпимо! Следующий будет на шаговике.
1 балл
-
@Kurt1, Правильные вещи глаголишь, товарищ Kurt.1 балл