Лидеры




Популярный контент
Показан контент с высокой репутацией 27.09.2016 в Сообщения
-
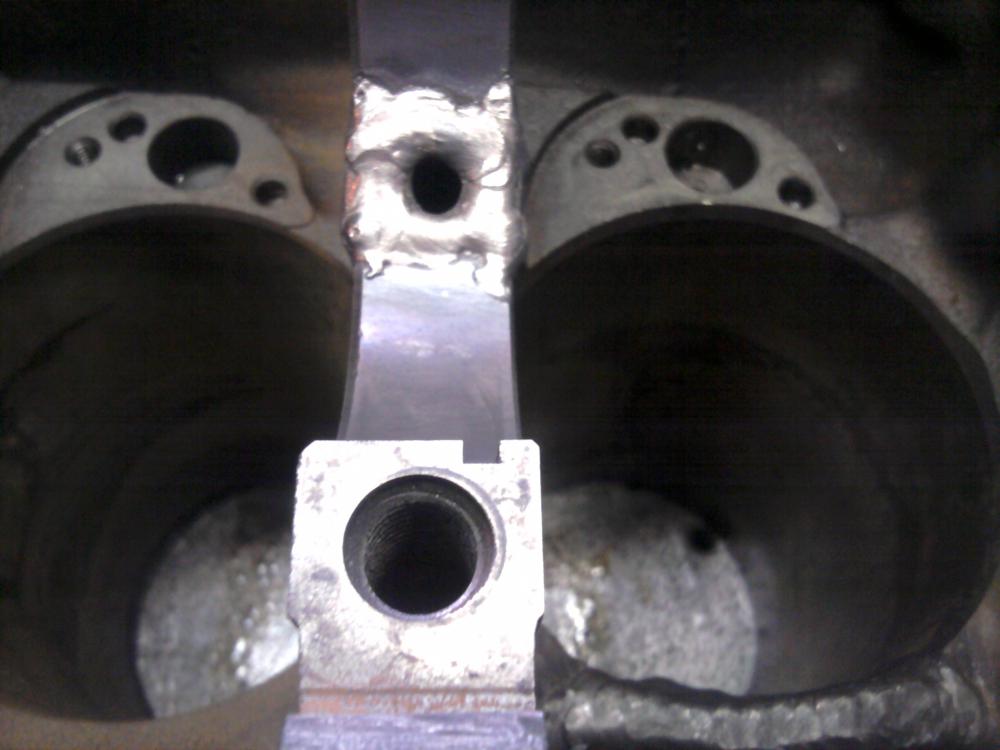
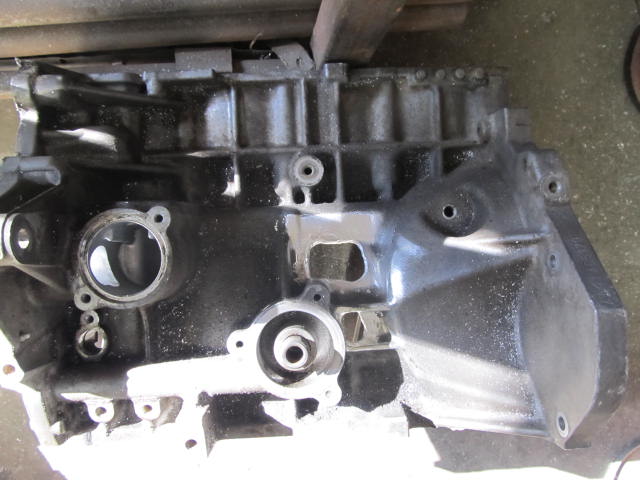
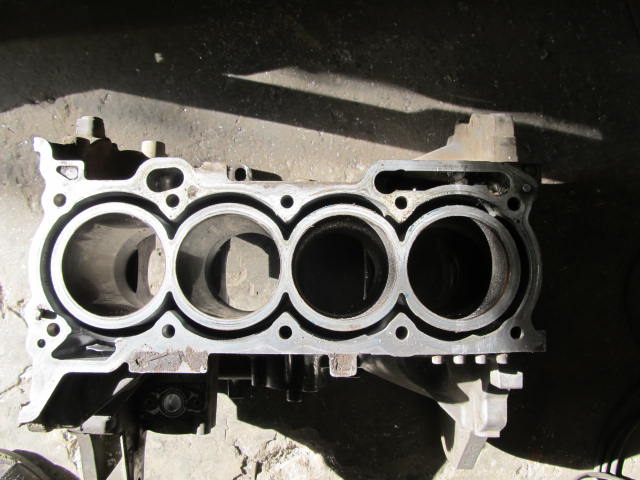
Блок , Чугун , отломана - срезана ? Бабышка крепления кранштейна. Постель отдельно (по моему от этого блока) Постель (в продолжение блока которого тут уже показывал с заплатой и ребром жесткости) в масляный канал вставили трубку и обварили.
 16 баллов
16 баллов -
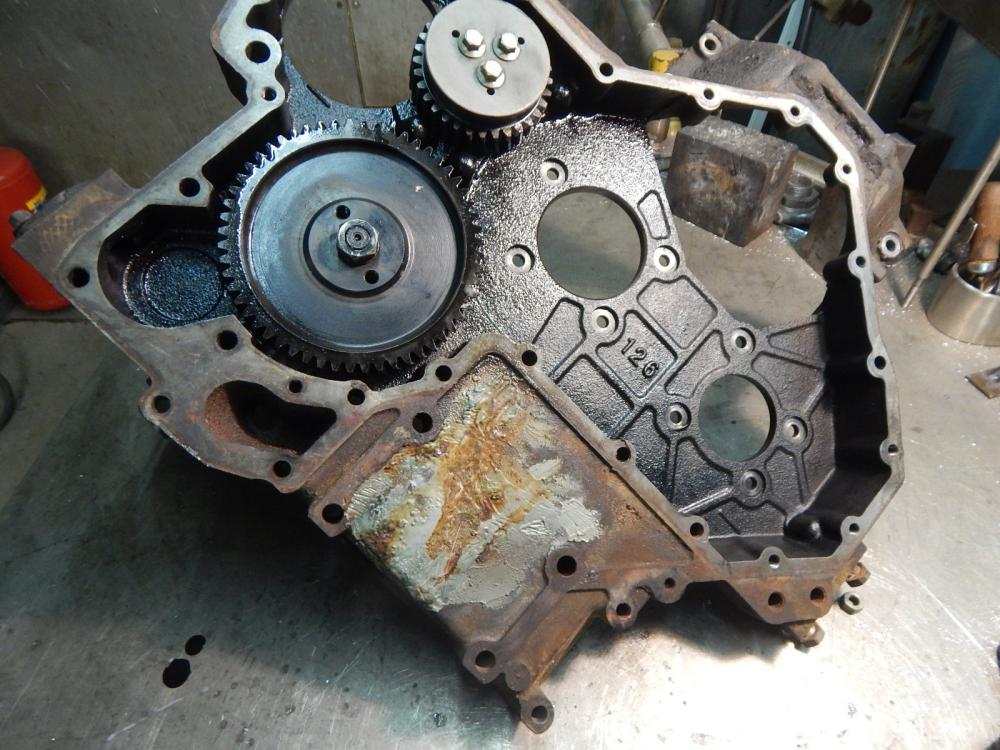
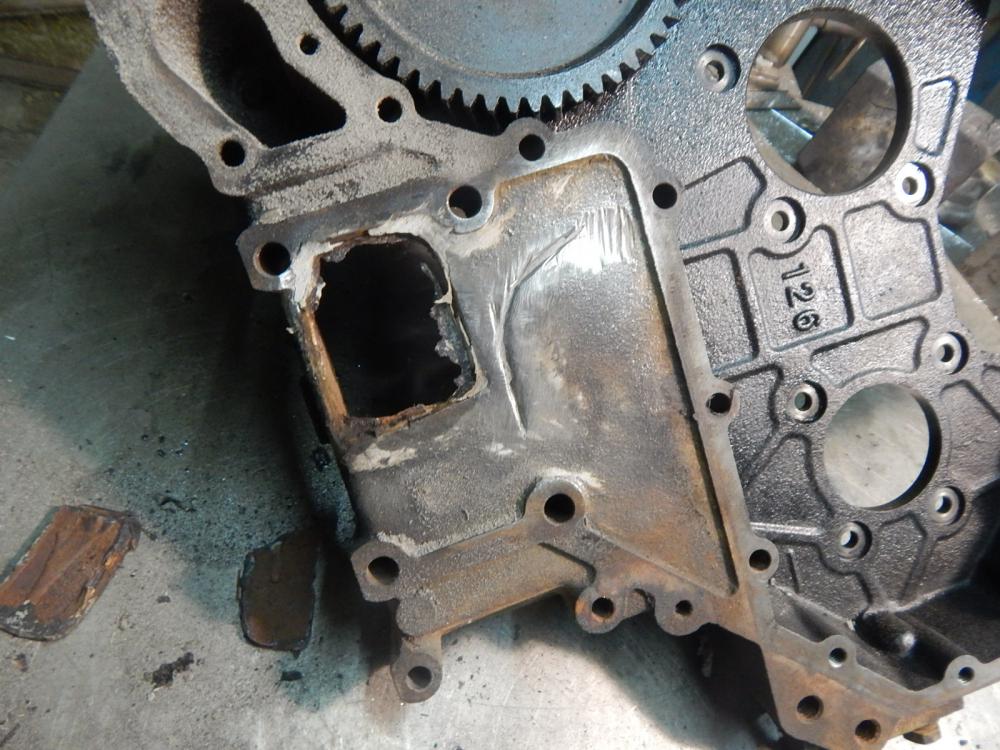
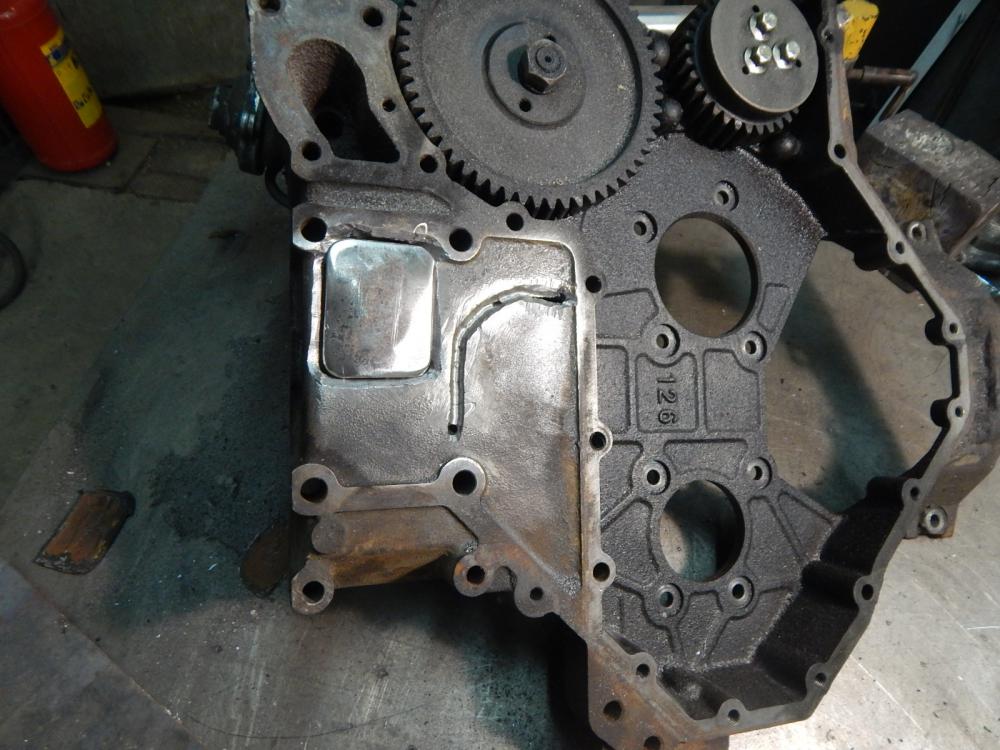
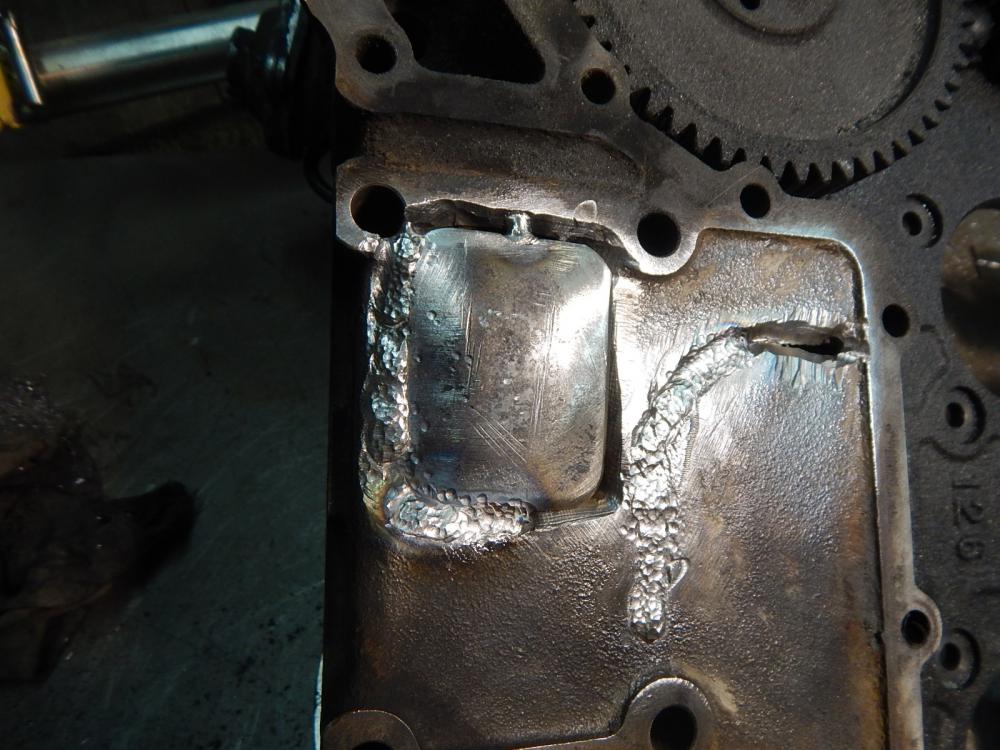
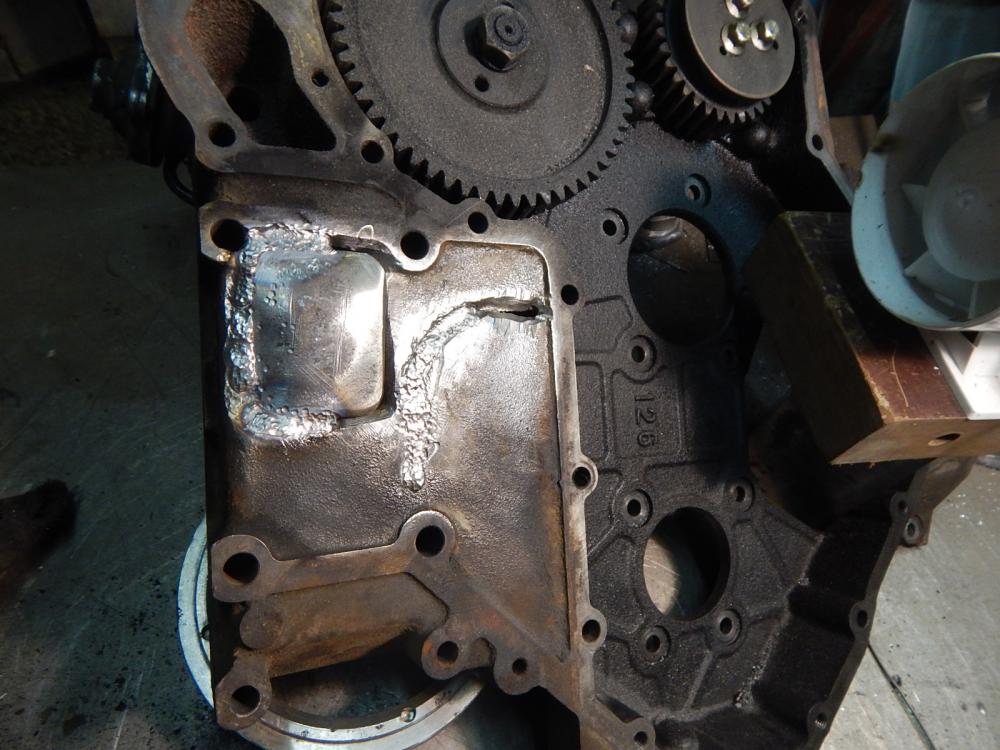
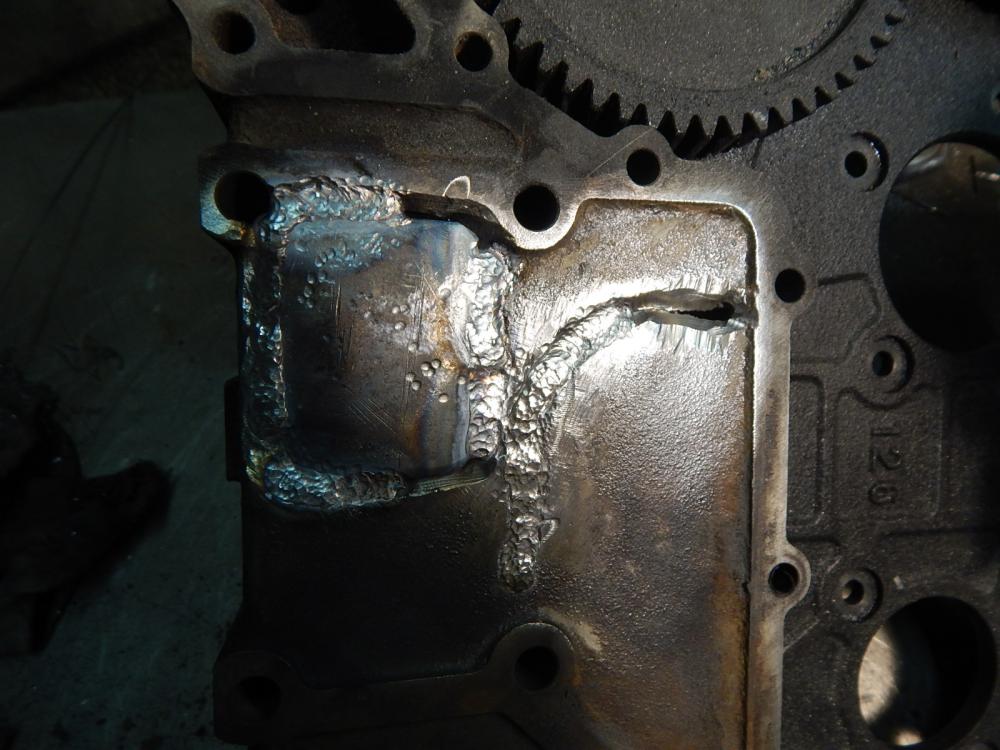
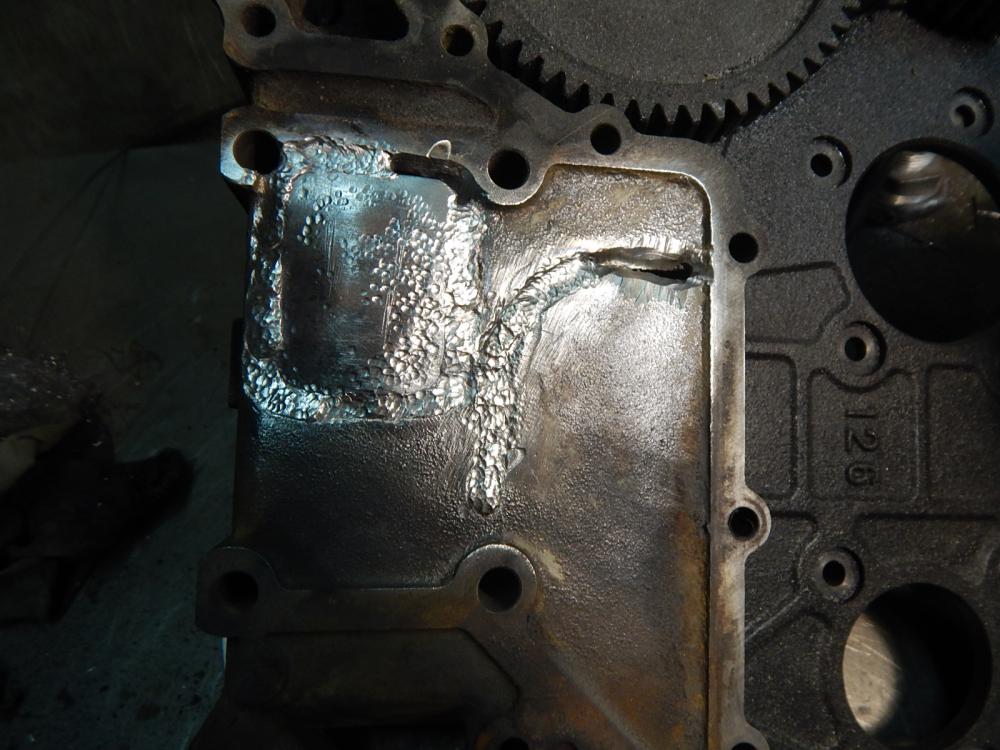
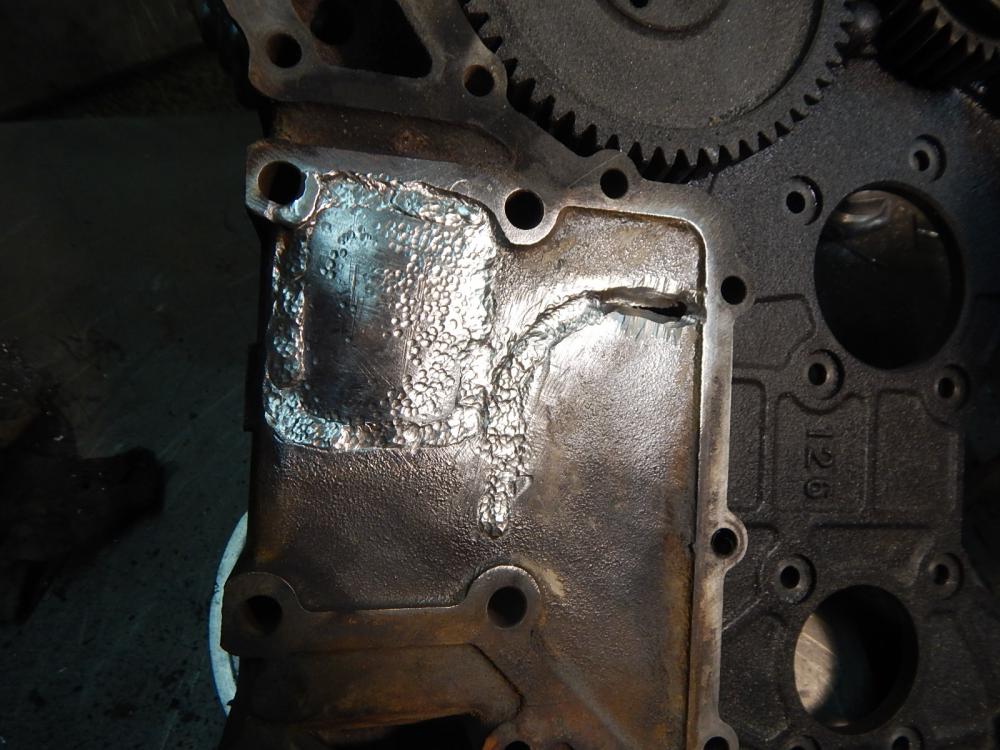
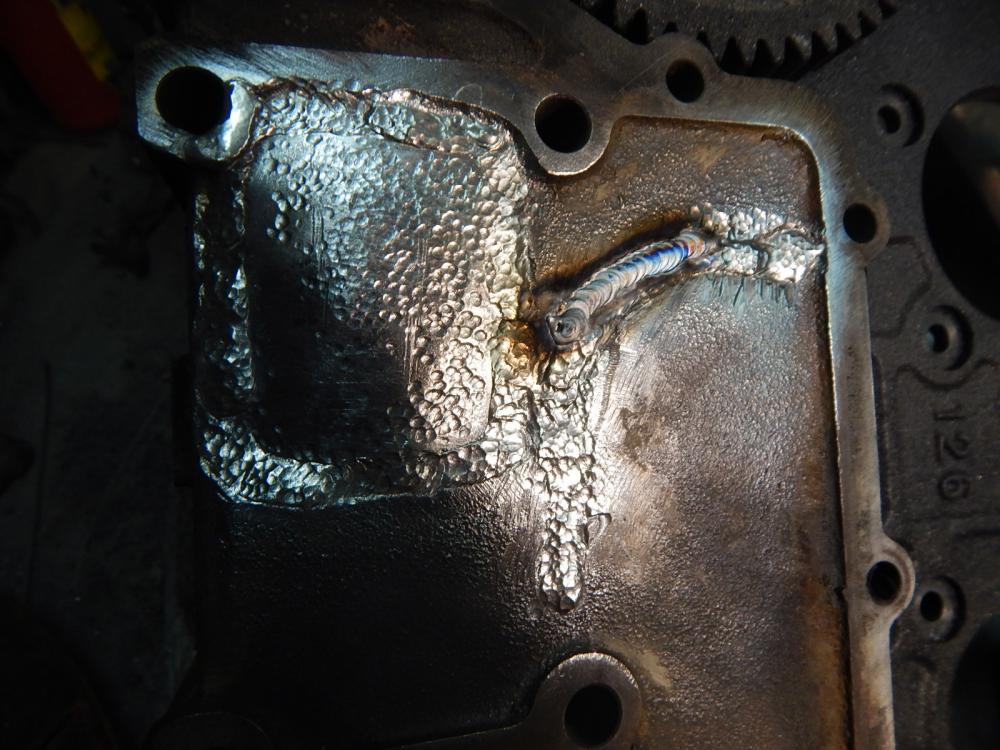
Передняя крышка двигателя.Сварка интересна расположением трещин и напряжениями,возникающими при сварке,контур жесткий.Толщина стенок 5-6 мм,ток 138 а,александровским панчем.Снимки дают представления о поэтапном наложении швов-поэтому их много.Вполне возможно,что кому-то это будет интересно.Латка вваривается без проблем,а сама проблема в расположенной рядом трещине.Может быть,сказался удар,что,скорее всего так и есть и в любом случае сварочные напряжения завершили начатое-у основания пошла трещина перпендикулярно заваренной трещине.Пришлось вырезать и вставить латку.Проба на керосин показала наличие четырех пор.
12 баллов
-
Начали новый объект.ТП жилого комплекса.Попроще предыдущего.И места побольше,посвободнее.Выход сразу на улицу.Будет чем дышать.С поставками опять плохо.Всё переварили,сегодня весь день сидели без дела.Уборкой занимались.
11 баллов
-
Блок,хрен его знает от какой машины,оторвался шатун,дыры с двух сторон
10 баллов
-
Сегодня ёмкость делал.
9 баллов
-
Человек купил мотор а коллектор прикручен заведомо с отломленными ушами (место излома в краске было).
9 баллов
-
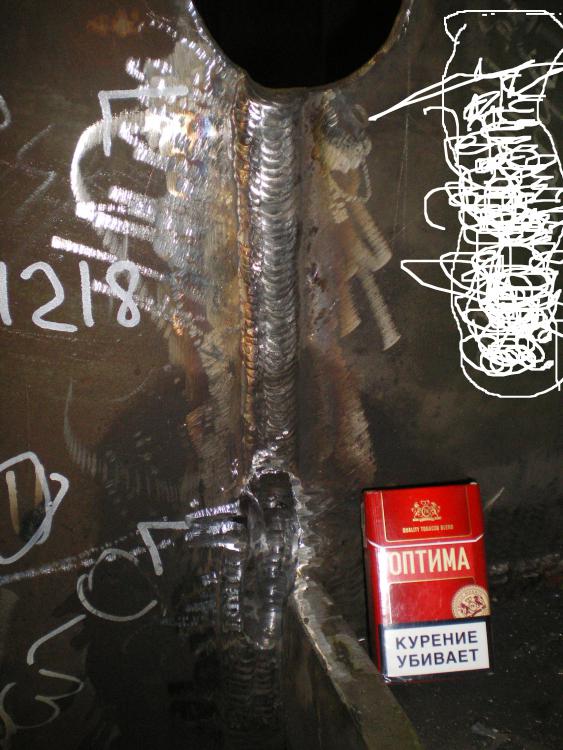
Все-таки коллекторы лучше варить на горячую.Чугун выдерживает усилие на сжатие в три раза превышающее усилие на разрыв.Продольная трещина при нагреве расширяется -сейчас не приведу точный коэффициент,допустим,возьмем 3,что не далеко от истины.Разделали трещину,заварили .На горячую,после остывания детали,чугун будет испытывать напряжение на сжатие,то есть термодинамический цикл его работы от минуса к нулю,а при сварке на холодную динамика в обратную сторону от нуля к плюсу.При горячей и холодной сварке чугун будет испытывать разные по характеру напряжения,и напряжение на сжатие более предпочтительно ,чем на растяжение.8 баллов
-
Обвязка котла, установка насоса, установка тэн(так как с права нету места в котле, стенка мешает.) Еще надо в 219 трубе дверку вырезать, чтоб сажу чистить.
7 баллов
-
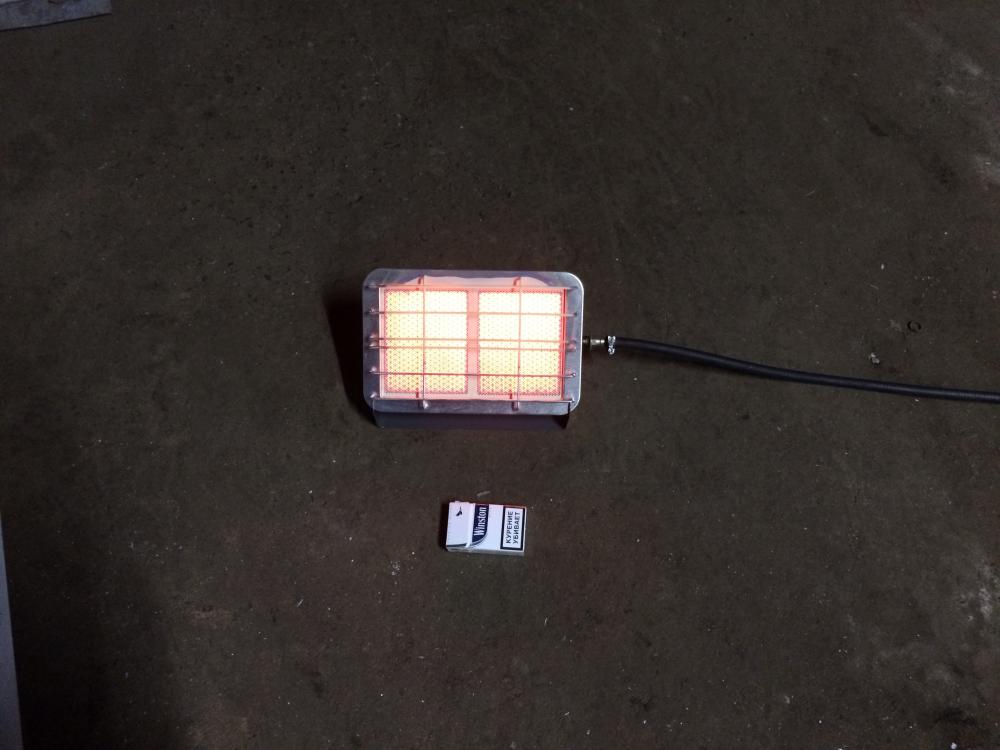
Прикупил газовый обогреватель на зиму.При запуске же думаешь,что самый умный,инструкция не для меня,что там такого прям сложного,сопло прикрутил,шланг одел,редуктор чуть нагрузил ,спичку поднес и поперло).Только че то дым попер,думаю новая,пускай обгорает,только дыма все больше,все выключил,пошел читать инструкцию.Оказывается спичку то нужно к сетке подносить,а не к соплу).
6 баллов
-
.........
6 баллов
-
http://s00.yaplakal.com/pics/pics_preview/7/0/1/8456107.jpg6 баллов
-
Автор очень палится фразой "и толстым слоем лака", дадада - прямо как в рекламном ролике на Ютубе ) Интересно - и как же это знакомый топикстартера определил толщину лака на плате? )) Ну да ладно, разбавлю я топик не столь оптимистичным отзывом. --- Купил сей аппарат зимой 15/16 года, до этого варил каким-то китаем200А и Сварогом на те же 200А (ac/dc). Когда покупал, сделал выбор в пользу того, что почти рядом с домом есть Евротек - гарантия и всякое такое, ну мало ли. Привезя аппарат в гараж, подцепил его к баллону, всё заранее закупил, взял чернягу, алюм, стал пробовал... И какого же было моё разочарование, когда я понял, что у аппарата нет спада дуги в режиме 2Т без обрыва этой самой дуги! Т.е. чувствуешь, что стало горячо, отпустил кнопку на горелке - дуга начала спадать, нажал - варишь дальше, эта нехитрая опция была во всех аппаратах, которыми доводилось работать. У Авроры этого нема! (( Нету возможности выбора частоты при сварке на переменке, нету предгаза (вот это вообще добило окончательно)... С последующей покупкой оригинальной педали, которую я ждал 3 месяца, кстати говоря, всё стало лучше в плане регулирования спада тока, но цена в 7т.р. за некачественно собранную педаль очень возмущает, ибо за эти деньги можно купить ММА-аппарат для сварки забора на даче, к примеру, а тут... Чуть позже был в мастерской у знакомого, там стоит китайский ноунэйм ящик оранжевый на 200А, без педали... поварил на нём и снова расстроился - ну почему на откровенном кЕтае есть те вещи элементарные, которых нету здесь, при всём этом цена аналогичная? В итоге смирился, работаю с педалью, цмыгаю перед сваркой в сторону, подношу горелку, чтобы предгаз хоть такой был, затем уже зажигаю дугу. Огорчён аппаратом, хотя от Авроры у меня ещё есть П/А Оверман200, к которому вообще претензий нет, а тут... за те же деньги его не продашь никому, да и времени нет заморачиваться - так бы 100% поменял его на аналогичный аппарат, в котором есть вышеозвученные элементарные функции. Вот такие пироги )) З.Ы. - в режиме DC мин. 5А можно поставить, а при AC - не ниже 20А, тоже создаёт некоторые неудобства, хоть и не так часто приходится настолько тонкий алюм варить. Надеюсь, что хоть кому-то поможет определиться с выбором.5 баллов
-
чот инструментом завалился...Горловины нержавейка привариваются к АК-32..Корень ЭА-48М/22. Строгать нельзя. Запил корня и вываривание аргоном: ток 400-450А, электрод 5мм, присадка ЭИ-981/15...Затем уже электродами ЭА-981/15. Потом рентген, а уже после облицовка электродами по нерже ЭА-400/10У
5 баллов
-
Вот так они выглядят эти 53.70. По цвету они светлее намного сорок шестых и ЛБ 52у. На кончике какая то темная обмазка, для легкого поджига я так понимаю. Сразу оговорюсь что степень влажности их мне неизвестна. Пачку открыл и взял оттуда. На сайте производителя написано что у них хорошее проплавление и формирование плоского шва. Кому интересно можете почитать. На скорую руку сварганил слепой стык из полосы 40*4 (надеясь на хорошее проплавление) и вертикал из той же полосы с разлетом в сантиметр. Все прихватил на ОК46.00, что б не ерзало и имело хороший контакт с основанием. Проварил первый короткий шов на токе 100А, по положению ручки свого Пико 162, второй на токе 120А. Шлак мутный, отбивается легко. Горят хорошо. Повторный поджиг на горячую нормальный, остывшими сложнее. Чирканье не поможет. Вот так выглядит конец электрода. Это обратка. Короткий участок 100А, длинный 120А. На длинном почти проварилось. Видна нитяная трещинка посередине. Для контраста подварил еще пластину. Первый проход ЛБ52у на 120А, второй ОК53.70 на 130А. Варил пока ванна не выпала. Дальше пробовал на вертикале заплавить расстояние меж пластин. Варил на 60А с отрывом. Отрывал ровно на столько что бы металл не остывал. Так проще зажигать повторно. Как по мне, металл ложился лучше чем от ОК46.00, вернее не тек так во все стороны. Да и в целом металл от шлака отличать легко у ОК 53.70. Художества конечно убогие, но я к таким подвигам с таким оружием и не привыкший. Это перед. Это обратка. Дальше пробовал (от точки с права) варить ЛБ52у. Труднее гораздо чем ОК53.70. Это перед и обратка. Итог. Зажигаются хуже чем Ок46.00 ( повторно), но ванна видна лучше. По управляемости дугой хуже чем ОК46.00, но лучше чем ЛБ52у. В целом вполне удобоваримые электроды даже для неискушенных пользователей. С наскоку не попрешь, но набив чутка руку получится орудовать не хуже чем рутиловыми. Не забываем что сварщик я дикий. Электроды не прокалены, заготовки не зачищены. Все условия в общем приближены к боевым!
5 баллов
-
5 баллов
-
Сегодня в офисе спонсора "Новосибирск-Восток-Сервис" наградили грамотой и вручили подарок. Большое спасибо организаторам, спонсорам и прежде всего Andrew,
4 балла
-
@Точмаш 23, Виктор , но отредактируй чуток сообщение что бы можно было "учиться" с него и если можно добавить токи на коих работал , присадку (ну здесь понятно) и от какого авто блок и примерно толщина стенки сего где варил .4 балла
-
Ведёт.Равномерно надо варить,Один угол,потом по диагонали другой...Сборка тоже влияет.3 балла
-
Этот автомобиль стал отправной точкой после периода "воздержания" от ремонта авто. И я Ей благодарен, да, она женского рода История автомобиля интересна с самого начала, я в нем какое-то время жил. Во всех смыслах этого слова. Началось все с отрыва кормы в свободное плаванье. итогом стало вот эта работа: Затем был жестокий удар в корпус редуктора моста, с отрывом тяг. Появилось вот это: https://youtu.be/8APsJFO2HN0 Затем по зиме на очередном трамплине сложилась морда, итогом стало вот это: На данный момент после баловства с валом-шестеренкой и прочим "тюнинхом" решил для себя что карбулятор это архаизм, и хочу стать инженером ЭСУД, купил шдк, альфаметр, и хочу сварганить впрыск снять со всего этого добра логи и откатать самому прошивку. Осталось дело за малым, спаять инженерник и найти халявную оболочку которая поможет мне в этом. Люблю Нивасик, она мне дала отдушину. Единственное что угнетает, так это наши "солнцеликие тефали", что мешают творчеству, принятием всяких глупых законов о внесении особых отметок в птс кои на территории М м МО негласно запрещены. Всем бобра и пряников!3 балла
-
Я дополню, об этом мало кто знает, чугун при охлаждение расширяется, как вода, когда переходит в лёд.3 балла
-
Точмаш 23 Спасибо за всех , теперь намного яснее и лучше3 балла
-
Я вижу, что металл идет на некотором расстоянии от электрода, есть граница, дуга, шлак, металл. Но различий как то не делаю, просто слежу, чтобы края равномерно заливало и все. Разницы по видимости ванны между основными и рутиловыми не заметил особой. Как только купил двойку и подобрал ток, то шов стал нормальным. Есть неровности, но варить немного неудобно. Здесь уони 13/55. Варю такие штучки, еще одну осталось. Потом несколько маленьких и все сварить.
3 балла
-
Ну наконец то я его почти доделал и на днях испытаем . http://websvarka.ru/talk/topic/6148-budni-svarschika-s-illiustratciiami-chast-2/?p=224915 https://www.youtube.com/watch?v=2YvqDglZdgI&feature=youtu.be3 балла
-
коллеги,кто занимался,-пара вопросов по переделке этого в это диаметр коллекторов? диаметр выходов подача/обратка? насколько хорошо работает система?
3 балла
-
чот инструментом завалился...Горловины нержавейка привариваются к АК-32..Корень ЭА-48М/22. Строгать нельзя. Запил корня и вываривание аргоном: ток 400-450А, электрод 5мм, присадка ЭИ-981/15...Затем уже электродами ЭА-981/15. Потом рентген, а уже после облицовка электродами по нерже ЭА-400/10У Блин,..не удаляется...Хотел-то вот это:
3 балла
-
Ребят, я не ломал пока такие Фоксы. Потому просто не знаю ответ. Ну я же не Господь Бог, что бы всё знать.3 балла
-
Забубенил пескоструечку в порыве вдохновения. Емкость от какого то бойлера с кучей дырочек и трубочек сверху, которые потом заварил. Искал кварцевый просеяный песок. Не нашел. Не просеяный работает плохо. Сверху трубка забора идет почти до дна. Сверху отверстие сообщается с атмосферой. Покрасил и добавил держатель для пестика.
3 балла
-
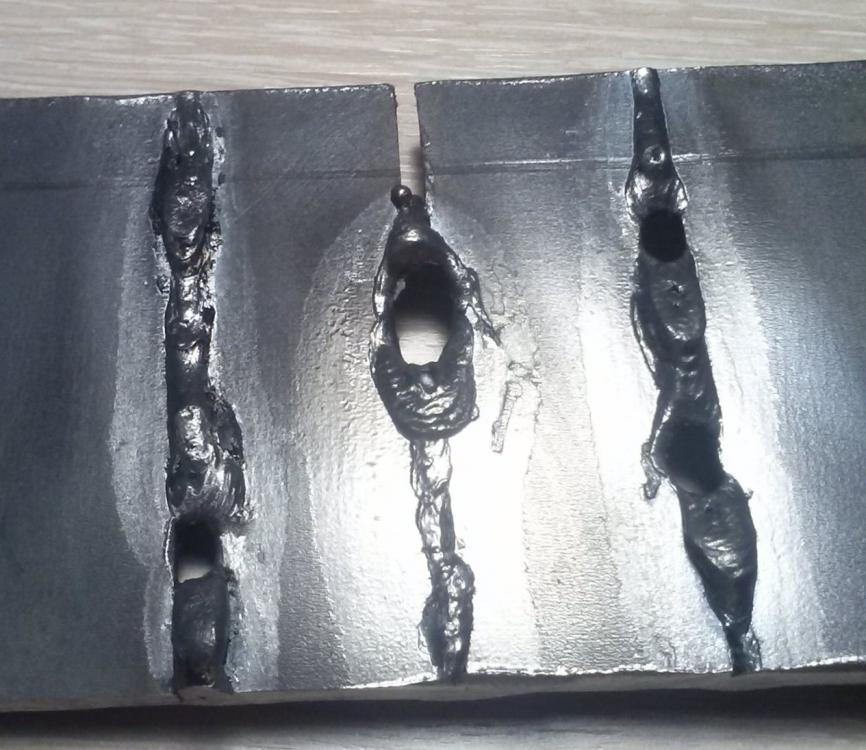
Может кому будет интересно, хотя с виду ужас полный. Забыв вчера в спешке про смену полярностей, я решил исправить оплошность. А заодно исключить человеческий фактор при эксперименте. В забеге участвовали помимо вчерашних ОК53.70 и LB52U, еще вот такие УОНИ13/55 Была зачищена вот такая заготовка из профтрубы 80*80мм со стенкой 4мм. И поперек напилены сквозные прорезы кругом 1,6мм. Электроды пускались в свободное плавание таким вот образом. Сразу скажу что с УОНИ намучался поджигамши. Специальной обмазки они не имеют. Теперь по порядку что и как в этом ужасе. С лева на право: УОНИ13/55 LB52U ОК53.70 Обратная полярность, ток 100А. С лева на право: УОНИ13/55 LB52U ОК53.70 Прямая полярность, ток 100А. С лева на право: УОНИ13/55 LB52U ОК53.70 Обратная полярность, ток 80А. С лева на право: УОНИ13/55 LB52U ОК53.70 Прямая полярность, ток 80А. Фото обратных сторон в верх ногами разумеется. На прямой полярности, как мне показалось во время наблюдения, горение электродов было менее равномерным. В сети щас 220-230вольт стабильно, реле напряжения с экраном стоит, вижу. На 100А четверку жгли эти электроды только в путь.
2 балла
-
@Влад Соболев,...идейки в баньке подтырил
2 балла
-
Был я там в далеком 2007 году. Прихожу значит, а главный мне так с порога и говорит: - 3 недели тебе на получение загранпаспорта и отчаливаешь в Саудовскую Аравию на год!!!! Я и обмяк!!!!! Постойте сударь, а как же руку поднабить, натаскаться в конце концов?????? Успеешь говорит, кадры очень туда нужны! Брехать не стану, комплекс подготовки со всеми вытекающими становился тогда под 37000р. Но это для Аравии, там совсем другие требования, например катушки для работы в этой стране варятся сверху вниз. Отказался я, сын как раз на кануне родился.2 балла
-
@340i,Может микрик (левый)? при нажатии он должен замыкать контакт, а у Вас все наоборот. Вот пример если 2-х контактный вот и педаль работает наоборот.
2 балла
-
@340i,Если на микровыключателе 3-и контакта, то да перепаять.2 балла
-
Я выше и написал, что у меня при подключении 2контактного разъёма осциллятор сразу включается, а нажимаешь на педаль - вырубается, т.е. всё наоборот происходит.Видимо и вправду педаль была собрана изначально неверно. От того и возник вопрос по-поводу кнопки на горелке, от которой необходимо избавиться. Поправлюсь - доеду до бокса и поменяю местами контакты на микрике внутри педали. Всем спасибо за участие, проблема заодно решена, надо полагать ))2 балла
-
без проблем, фоткать не видно.2 балла
-
Напарник даёт стране угля....
2 балла
-
А gonta уже не подскажет. На мой взгляд - не мучайте зверя. Была у меня восьмёрка, и в молодости её видать мучили, ко мне попала инжекторной, но то ли до этого была карбюраторной, то ли собрана из нескольких в одну ... история умалчивает. По шильдику 1.5л, но могли мудрить с литражом. Поездила она на мне.2 балла
-
а ЧЕМУ (в плане себестоимости) там стоить-то? ) Реально это дешевка. ЛСД монитор же не дорог, а он гораздо сложнее устроен и гораздо совершеннее в тех аспектах, которые требуются от маски )2 балла
-
@p001,Потроха кАнешно у полноценного (сварога) побогаче, отпилили все, что можно вот и цена радует (антикризисный вариант).
2 балла
-
Добрался до нержавейки.
2 балла
-
Сегодня начал готовить детали для трубогиба, к токарям пока не ходил, 25 и 30ые валы нашел на металлобазе, обоимы для подшипников (внешний диаметр подшипника 62мм) сделал из 61ой трубы, прорезал и разогнул до нужного внутреннего диаметра, затем приварил к пластинам, дешево и сердито Швеллер в качестве базы и подвижной каретки, винт от старых тисков, купленный на барохолке в качестве прижимного, вот только чем проделать отверстие диаметром 29мм в пластине, толщиной 8мм я пока не придумал, буду завтра дальше заниматься своим любимым делом- слесарно-сварочным.
2 балла
-
Господа, ну что Вы как пацаны, меряетесь кто выше на забор поссыт ! Толерантней надо бы. Давайте разделим "систему аттестации" на ее составляющие : 1. Аттестация оборудования - а на хрена она нужна ? Ну вот не было ее до НАКСа , вот она появилась "рекомендательно" и без прохождения РД через Минюст, и что изменилось ? Я ни одного сварочного источника не аттестовывал для прохождения аттестации сварки, ссылаясь на "рекомендательность" этого РД, По моему этот чистый рэкет от НАКСа. 2. Аттестация сварочных материалов, ну это система "взымания мзды" от производителей в НАКС. 3. Аттестация сварщиков. До НАКСа, аттестовывались сварщики в комиссии предприятия, где задавались им конкретные прикладные вопросы, с которыми встречались сварщики именно на этом предприятии. Ну запись в удостоверении абсолютно не отражала наличия специфичного опыта сварщика, ну так и сварщика и принимали не по наличию "удостоверения", а по сварке "образца", которые отражал на 90% наиболее характерное сварное соединение, применяемое именно на этом предприятии. А знание "теории" у сварщика вообще мало кого интересовало. Ну появился НАКС с дебильными, высосанными из пальца, вопросами теории типа : "Какая температура предварительного подогрева стали 10ХСНД толщиной 30мм. решетчатой конструкции крана ?". Ну давайте быть откровенными, на 50% сварщики не отвечают на эти "теретические" вопросы. Профанацией стала такая аттестация, да и "члены комиссии" теперь стали полными идиотами - ответы не интересуют, берешь "шпаргалку номеров вопросов-ответов" и ставишь "+" и "-", а затем подсчитываешь процент "+", чтоб неменее 85% вышло, а если менее, то исправляешь. Да такой хренью может пятиклассник заниматься, а не "Специалист по сварке". И цена этой профанации 15-20 тыс.руб. к кассе каждые 2-а года. На реальном производстве сварщику 90% аттестационных вопрос абсолютно не нужны. Я "аттестационным удостоверениям НАКСа" верю процентов на 20, не более и сварщика пр приеме на работу проверяю на реальном сварном образце, как и ранее было. 4. Аттестация технологии сварки - ну это вообще полный "маленький пушной зверек by NAKС" и единственный "+" этого "денежного отката" в НАКС , отсутствие механических испытаний в производстве. Но на сегодня, когда почти ВСЕ нормативные документы , касающиеся технологии сварки, не являются ОБЯЗАТЕЛЬНЫМИ , а НАКС только по этому критерию только и "аттестовывал технологии сварки", эта аттестациия НАКСа стала полным атавизмом, но за очень большие деньги. А вообще, а почему технологии токарных работ например не аттестовывать и т.д. и т.п. ? От этого что, не зависит - "Безопасность технического устройства" ? Господа, мне так думается, что в добровольном порядке можно аттестовывать что угодно, даже собственное дерьмо, но в ОБЯЗАТЕЛЬНОМ порядке дла технического устройства должен иметь место только "Сертификат" или "Декларация" на соответствие Техническому регламенту и все, и нахрен не нужна никакая Обязательная "атттестация сварочной технологии" от какой бы то не было "Конторы", если эта "технология" была "описана" в ранее обязательной НТД по сварке !2 балла
-
пришлось вот сегодня поработать с отоплением !
2 балла
-
Ну а старый куда девать? Ролики проточил, как чисто, стол фрезернул ну и щетки добавил на второй "конец", что бы не крутился вхолостую! И на работу утащил! А на работе что? Пользуясь своим положением, "выделил" себе комнатку в подвале 40м.кв, купил в леруа самый дешевый сварочник и маску. Ну и повариваю в свободное от работы время!))
2 балла
-
самодельный споттер из микроволновки от участника форума @виталий каховка https://youtu.be/_KcMABPkQ1c начало ,процесс-на ютубе под видео.2 балла
-
Плохо ищите. Неоднократно встречались отзывы о взрывах конденсаторов фильтра и т.д.1 балл
-
да тут тема какая-то была по выбору, мол нужна маска с широким диапазоном затемнения и как вариант несколько раз упомянули фубаг этот будь он неладен! у меня до этого был древний китайский светофильтр, мутноватый, но первую вспышку никогда не пропускал, по тому я этого и не ждал от фубага! ды даже расанта за тыщу рублей не пропускает! вот как такое может быть, неужели это норма ? я уже менял СФ по гарантии и ничего не поменялось!1 балл
-
Это не очень хорошая затея.Там трубы очень тонкие,надолго не хватит.Сосед углем прожег ее за одну зиму,хотя сыпал по лопате на ночь.Плюс потом чистить от золы-настоящее мучение.Да и отдача никакая почти.Я умудрялся одну топку в своей печке на 8-9 часов растянуть,но она была еле теплая,это был лишь эксперимент,зато с трубы конденсата накапало с пол ведра.1 балл
-
@saper24, суровый тест.1 балл
-
Сын папу собрал.
1 балл
-
@qwerty444, деревенские кошки - существа особые. Был как то в станице Галюгаевской, грязи по уши, то ли весна, то ли осень, снег выпал и солнышко пригрело. Идёт по этой грязной жиже кошка. Медленно идёт. Каждую лапку поднимет, отряхнёт, поставит. Я за ней от сарая до дома наблюдал. До дома дошла идеально чистая. Когда на ступеньки поднималась, каждую лапку тщательно отряхнула и в дом зашла. Легла на коврик, в свой угол. В комнату даже не заглядывала. Я удивился, а хозяин говорит, не её территория, здесь ей делать нечего. Интеллигенция, с понятиями. А городские, в гости придешь, где кошка есть, так и на голову залезет.1 балл