Лидеры




Популярный контент
Показан контент с высокой репутацией 24.04.2016 в Сообщения
-
Покой нам только снится.Ремонт "кенгурятника".
 6 баллов
6 баллов -
@валера1963,работает при любой полярности,на переменке процесс какой то идет,но очень медленно.А так реально работает.Войлока не нашел,купил салфеток для пробы,полет нормальный.
6 баллов
-
Признаюсь честно, увидев первый пост иронично хмыкнув прошел мимо и вспомнил только в пятницу... Привезли две головки 405 двигателя. Мало того что гнилые до полного безобразия так еще и уже когда то вареные. Кто в курсе то знают что такое вырезать уже наплавленое и изрядно гнилое. С первой извращался около часа с тоской поглядывая на вторую головку. ПШМ 24000об\мин, фрезы такие: это Китай это Германия забиваются они быстро, чистить гиморойно. Можно смазывать забитую фрезу моторным маслом поверх налипшего алюминия и грызть дальше( налипший алюминий сам отваливается), но постоянно вкл\выкл шлифмашинки напрягает. В узких местах или при сильном заглублении вибрация сильная что тоже напрягает. И тут я вспомнил про первый пост Механика. Короче, на изготовление первой фрезы ушло минут 15, чистка каналов еще столько же.Вибрации нет, налипшего алюминия нет. По плоскости эта фреза себя не оправдала, сделал полукруглую Эта вообще зверская и дикая оказалась, правда при сильном заглублении и вибрация проявляется. Головки уже уехали на фрезеровку, так что снимал уже специально для этого поста: пс. Что б я хоть раз купил еще борфрезы? да НИКОГДА!
6 баллов
-
@Георгий 11, Георгий , если уж они появились переплав сильно не поможет. Одеваем перчатки , белый и какие сейчас у хирургов в моде халаты , маску на лицо , берем " хирургический " инструмент и вырезаем нещадно " раковую" опухоль и только потом "зашиваем" . Но еще лучше предупредить болезнь до ее возникновения "антибиотиками" , то есть качественная подготовка детали, обезжиривание ( не каких ацетонов , в этой роли лучшие результаты у хоз. мыла натурального 72% и 30 минутная сушка горячим воздухом (убрать влагу она главный поставщик пор во швах -водород) я обычно делаю это ставя деталь под поток горячего воздуха от "солярочной печки" на 30мин . Есть конечно сплавы "кипящие" мода на них сейчас особо в авто , здесь особый подход подбором оптимального тока и лучшие результаты в импульс режиме получаются . P.S. Очень хороший помощник в борьбе с порами гелий ванна или смесь с аргоном в любых пропорциях, более жидкая и водород успевает удалится со шва. И еще вот в какой то степени современные источники питания играют на руку порам , поясню баланс положительный и отрицательной волны сейчас в среднем где то 25% положительная(популярная примерно все работают ) и очистка оксида а он просто насыщен влагой гораздо хуже чем у аппаратов 80х годов у коих баланс был 50х50% и оксид практически весь улетучивался вместе с влагой и пор практически не было. Конечно с 25% положительной волны варить комфортнее и контроль шва более предсказуем да и вольфрам почти целым остается , но " искусство" требует жертв и 50х50% баланс практически не давал порам не каких "шансов". И если уж пользоваться "комфортным" балансом в 25% то должна быть очень тщательная подготовка детали и присадочного прутка если он уже довольно долго хранился . http://websvarka.ru/talk/topic/1398-vosstanovlenie-aliuminievykh-detalej-tig-om-i-ka/?p=1987676 баллов
-
Эта утка тролит наших дорожников!)))) Минск http://cs633919.vk.me/v633919697/25fce/S_MFIHEe_xE.jpg5 баллов
-
Колдовство над горелкой увенчалось с успехом,сверла в магазине не нашлось 1,2 мм,просверлил 1,0 мм.и всё заработало должным образом.@Точмаш 23, спасибо ,что под толкнули на действия.
5 баллов
-
@selco,Валер, вот почему не избавляюсь от самоделки. Синусоида, дуга как (лапоть), баланс могу в плюс 40/60 сделать, на силуминах (грязных) очень даже хорошо (окислы жрет прекрасно).
5 баллов
-
Спасибо, всем за отзывы.4 балла
-
Сезон открыт
4 балла
-
Ну , думаю , разгрёбся с фильтрами Ан нет , вот тебе ещё десяток , да ещё другого калибра партию - в "тесте абразива" заготовительный процесс . " Бум делать "
4 балла
-
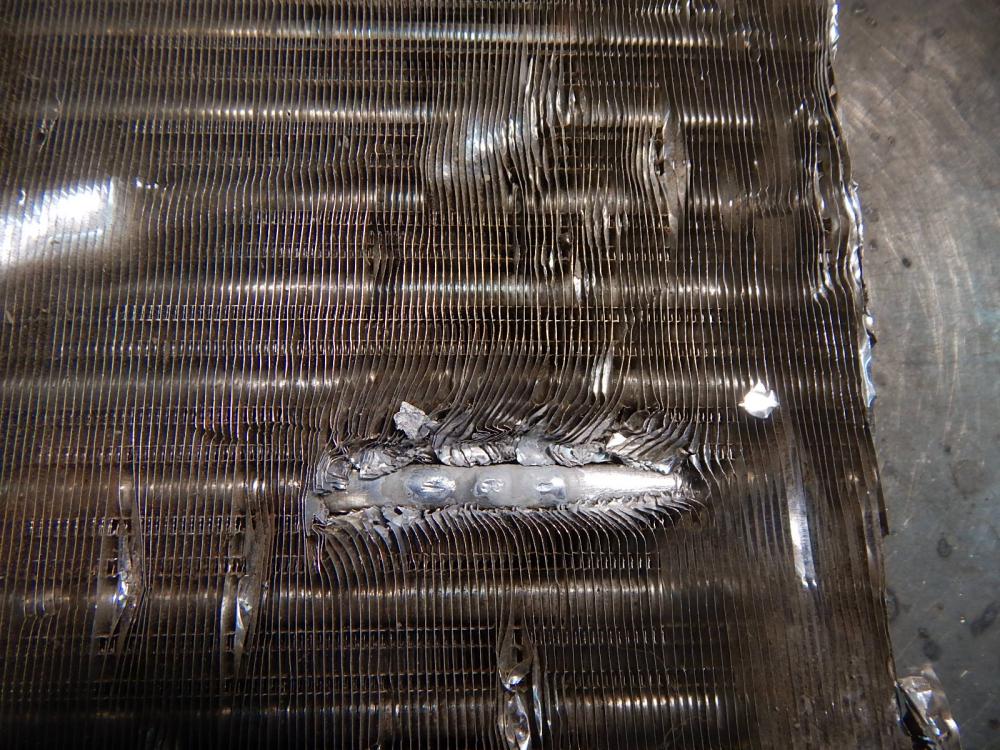
Сварка выполнена импульсным режимом аргонно-дуговой сварки.
3 балла
-
всем здрасте!!!! ребят времени на недели не было забрасывать фото домой часов в 8 приходил и уходил в 7.30....кое чего наделал смотрите ,оценивайте ,спрашивайте. на фальш дно мангала наварил проволоку(присадка для аргона-омеднённая вроде 2мм),для того чтобы было легче выдвигать-задвигать зольники. опять пошёл рубанул на гильотине полос из 2мм листа...и насверлил в них отверстий!!!!))) я же говорю ну ничего нового!!!! после этого приварил на просверленые полосы полоски с текстурой и загнул на вальцах до нужного радиуса. после этого в оставшиеся отверстия понасовал-понаварил гвоздиков-клёпок вот так стал выглядеть сундук после этой процедуры!! после осталось чуть время забацал ручки на зольники на данный момент он выглядит так
3 балла
-
вот то что на фотографиях в этом сообщении это тот комплект который у меня заказали и благополучно купили!!!
3 балла
-
http://m.russian.alibaba.com/p-detail/0-1-300mm-thickness-of-Aluminium-1975383113.html http://www.almet.ru/ru/alyuminii/alyuminievyj-list/alyuminievyj-list-ad35-6082.html Судя по всему НЕ30=6351т6 или 6082=АД353 балла
-
Вот был на выставке по осени и у АГНИ шлейф понравился очень , мягкий по виду напоминает " змеиную узорчатую кожу" и самое главное не горит и не плавиться от соприкосновения с очень горячими вещами. Жалею фото поближе не сделал.
3 балла
-
@Рабиндранат Кагор,Не не лучше. Вот, чем сварил, тем и чистил (лимонная кислота), при 60В. процес очистки секунды. А при 12В. уснуть можно. p.s. данный способ украден с (чипа) лет 5 назад.
3 балла
-
@m4shaman1980,Вася спорим на деньги,что специально так захочешь сварить и у тебя не получится...))) тут талант нужен...особый...3 балла
-
Что конкретно интересует? Форсажик? вот он еще вот такой у нас трудится3 балла
-
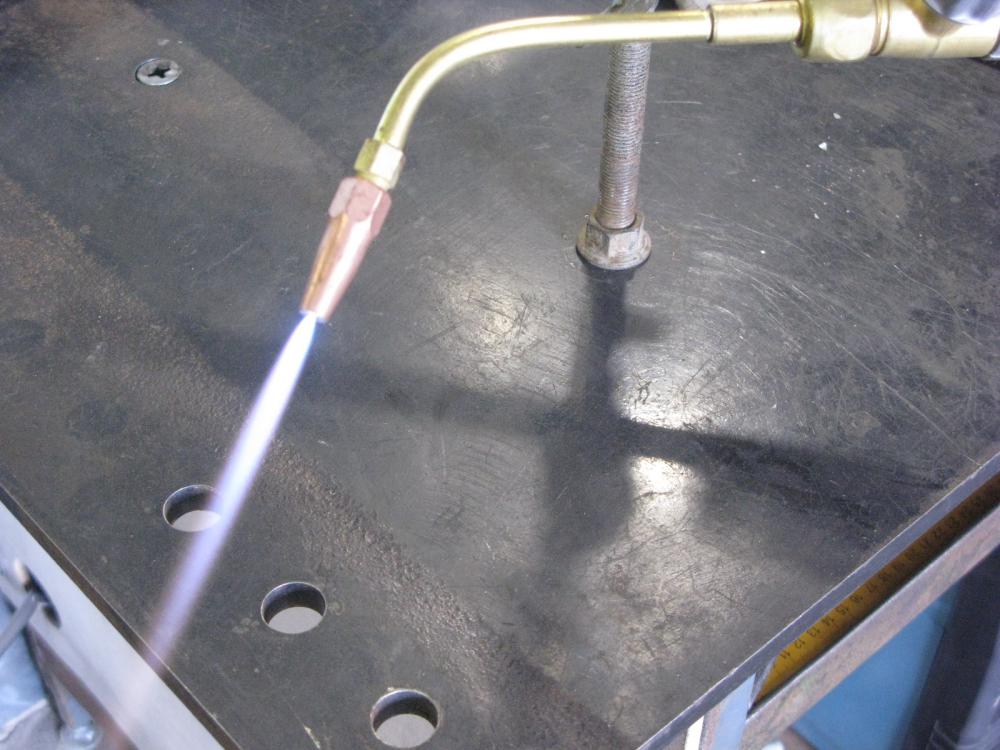
Как всегда...джипёры.Газопламенная правка "клюшки",сварка.
3 балла
-
Мундштук 1 ацетиленовый рассверлен на 1,2 под пропан
3 балла
-
Проблема разметки до сей поры благополучно решалась или штангенциркулем , или "балеринкой" , но всяка вещь хороша до определённого момента и озадачился я циркулем . В шаговой доступности ничего , как всегда , нет и полез в интернет . Поманиторил предложения и цены , приплюсовал доставку , сопоставил свой спрос на это изделие и решил , что он мне не нужен . Но есть великая сила - интернет , ютуб и великий мастеровой люд , который не только идеи генерирует , но и делится своим мастерством . Многие вещи , идеи и направления почерпнул от туда , за что им низкий поклон . Короче . За основу были взяты убитые китайские кусачки . Кусачую часть удалил . На ручках наплавил ПА место винты . Просверлил , нарезал резьбу . Регулировочную пластину изначально хотел сделать ровной, но после изменил своё решение , поскольку жёсткая фиксация , на мой взгляд , лучше ( вопрос спорный ). Сверло , зубило , надфиль . С ТС материалом засада . Кое как из имеющегося "ненужного" токарю материала выбрал кое что . Пайка латунь + бура , тоже самое и на фиксирующем винте . Последний раз занимался этим сто лет назад ацетиленовой горелкой . Здесь же только резак под рукой . Неудобно , непривычно , но победимо . В результате получилось такое вот "чудо" . Для мелких работ , а именно под эти задачи ( разметка ) и планировалось , пойдёт , а с учётом накопленного опыта и больший калибр можно замутить . Из ножниц по металлу - народ их уже во всю использует .
3 балла
-
Начнем с дуги на АС (переменном ) токе, она не такая концентрированная как на DC (постоянном) токе и электрозаклепки на АЛ сплаве имеют свою специфику. 5-6мм отверстие мало для Ал и начинайте с 8-10мм , научитесь можно и 5-6мм ставить будет. Технология , если аппарат позволяет то 200гц поставить на АС ток и начинать надо не середину дна греть а край дна у отверстия и как пошло плавление то захватывать заготовку с отверстием и по диаметру обваривать , заканчивать сварку в середине отверстия с подачей присадки. Длина дуги как можно короче и тогда не будет убегать стенка отверстия, тренировка небольшая потребуется.2 балла
-
2 балла
-
http://www.actonbrightsteel.co.uk/technical-guide/HE%20302 балла
-
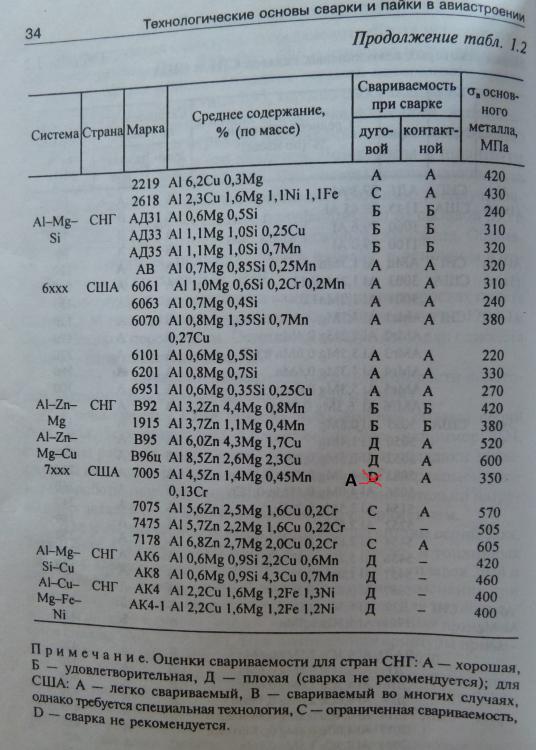
Вы бы показали фотками попытки сварки да и саму стрелу . Цены на них крутые. http://tehfilm.ru/product/vosmigrannyy-kran-22ft-kite-22-sku499-25745/ Да похоже так и есть , АД35 удовлетворительно сваривается . al_and_its_alloys_0.pdf
2 балла
-
@КаЛьЯнЫч, Вот из этих. 9-ку себе собрал на ICK 0043.
2 балла
-
@ribbyramone,Хваленый (бинзель) в с.Поляны Ряз. обл. изготавливают.
2 балла
-
Ура! Узнал название этого прибора Это тадам Планиметр. Вот фотка Случайно наткнулся при поиске картинок в гугле по запросу "инструменты для измерения окружности"
2 балла
-
@tig,Я рад, что моё творчество помогло. Надеюсь, что следующие фрезы будут немного более красивыми.2 балла
-
околосварочное.2 балла
-
Ну вообще то 192 низкотемпературный припой. У него точка плавления всего 350-380 градусов. Если уж хотите тиг-ом то 190 Вам в помощь. Им у Вас все получиться у 190 почти 580 градусов плавления и к нему же флюс но он Вам практически не понадобиться.2 балла
-
@morgmail,На очищаемый материал +, на войлок -. На переменке не пробовал.2 балла
-
Так , скорее уже бы ! а то прям невтерпежь. Ведь аппетит уже , пропал , не ем голодаю , все думаю , гадаю.2 балла
-
@selco,Я пробовал совать 192 в аргон. Все светится оранжевым-красным пламенем и ванну не видно вообще. Цинк выгорает,а у флюса температура нижняя и верхняя есть. Флюс тупо сгорает в дуге.2 балла
-
У нас ворота варят в гаражах . Потом профлист при первом ветре вместе с вкладкой в огород улетает . Тоже талант .2 балла
-
Заводские сварочные швы на нем есть? Никогда не слышал о такой марке сплава. Если есть процентное содержание элементов в сплаве, можно попытаться подобрать соответствующую присадку. Нет - пусть тащат в заводскую лабораторию на анализ содержания. Что то подозревается мне, что это дюраль, которую пытаться варить бессмыслено.2 балла
-
+ блок питания с подстройкой напряжения.
2 балла
-
@Георгий 11,Я пакетик на стакан диситилировки разводил. grovers-ом сварил, переключил в режим мма ампер 70. На пластину нерж. прикрутил кусок войлока (от валенка), окунул в раствор и потер. Думаю чем сильнее концентрация тем лучше.2 балла
-
@валера1963, если честно, сам иногда пользуюсь РАДС при сварке всякой декоративной мелочи. Плотная подгонка кромок, сварка своим телом и, как результат-не надо ничего зачищать абразивом. В итоге получается достаточно недорого, а главное-быстро и производительно.2 балла
-
@Андрей Егоров,Первым делом обратил внимание на набалдашники (токаря растрелять).2 балла
-
Добил сегодня этот тройник . Присадку подавал через трубу . С облицовкой пришлось повозиться . Изначально хотел 2,6 варить , потом , всё-таки , 3,2 выбрал . После первого прохода , если слегка марафет навести , можно было бы и оставить так , но как то корявенько . Сделал небольшую разделку и 2,6 прошёл . Току можно было бы побольше . Остальные стыки сюрпризов не преподнесли
2 балла
-
Этаж скотовоза... Накакано хорошо... Я его уже варил наспех чтоб машину в рейс отправить, делал на пару дней, проездил он 3 месяца, опять треснул, да и еще сам этаж прогнулся... Ток 250, электрод WL-20, материал АМГ-какой то, 8мм... Вырезал плазморезом, потом начисто болгаркой.
2 балла
-
Здравия желаю, господа специалисты! Представляю на обозрение однозубую борфрезу для обработки легких сплавов. Режущая часть - ВК8. Не забивается стружкой ни при каких условиях, не требует применения СОЖ при резании. Легко переточить и получить любой профиль по желанию.
1 балл
-
Некоторое количество, в рамках обозначенного значения, все же будет.1 балл
-
@Vanguard,@morgmail, Эхы-эхэ...друзья, вам не кажется что наш разговор вышел за рамки темы и нас скоро могут вежливо папросить затк... прекратить бурное общение многоуважаемые модераторы Или того хуже. забанят как АВНа, и кому от этого лучше? Пускай каждый из нас остается при своем, ктото любит китайцев и самопалы, ктото непонимает первых и гоняется за брендовыми вещами, я понимаю и тех и других, сам работаю китайцами и вполне доволен, но при этом бегаю по барохолке и ищу брендовые б/у инструменты, у каждого свои предпочтения и мы не вправе кому то что то навязывать. С уважением к обоим, Влад.1 балл
-
немного фоток из легких металлоконструкции
1 балл
-
Если учится паять соты 190м с флюсом то именно пропанкислородом и нужно учится, и ни чего там не серебрится а прожигается сразу большая дырка. Фиг его знает как толково объяснить, просто надо тренироваться на убитых радиаторах.
1 балл
-
@vergaser,делает швы не аппарат,а сварщик.1 балл
-
Сварка титана парочка фотографий. Кто там хотел камеру для титана http://s017.radikal.ru/i420/1511/9e/58960b582416.jpg http://s017.radikal.ru/i432/1511/e9/3c021135f95a.jpg http://s017.radikal.ru/i430/1511/4d/77fb5bc2bac4.jpg Скрины выдраны из этого фильма. Время моментов видно на фотках внизу. https://www.youtube.com/watch?v=lO6FZ_ztzKM1 балл
-
Как тут Хайяма не вспомнить... ------------------ Да пребудет со мною любовь и вино! Будь что будет: безумье, позор - все равно! Чему быть суждено - неминуемо будет, Но не больше того, чему быть суждено. * * * Виночерпий, бездонный кувшин приготовь! Пусть без устали хлещет из горлышка кровь. Эта влага мне стала единственным другом, Ибо все изменили - и друг, и любовь. * * * Принесите вина - надоела вода! Чашу жизни моей наполняют года, Не к лицу старику притворяться непьющим, Если нынче не выпью вина - то когда? ---------------- Омар Хайям.Рубаи о вине.1 балл