Лидеры




Популярный контент
Показан контент с высокой репутацией 22.11.2015 в Сообщения
-
Отремонтировал.Первоначальное состояние.Электроды МНЧ2.Проковка каждого слоя.
 11 баллов
11 баллов -
Нерж 304,толщ. 4
8 баллов
-
Интеркулер с американца . ОТК ждет своего часа Проверено , ОТК дает добро за рыбу вечером Мой кормилец не подвел и выполнял все что от него требовали
7 баллов
-
Вот такие фотографии старых швов на кораблях нашёл7 баллов
-
7 баллов
-
Делал одному сантехнику приспособу для врезки в стояки... он резал коронками на весу до этого... он в ролике всё рассказывает. http://www.youtube.com/watch?v=VEQk1Xj4Tdc7 баллов
-
Фартук на врезку ф150. П.А. Kemppi, 2.5 м/мин. 20.6 вольт, СО2 4 кгс/см2. Начинает что-то получаться)
6 баллов
-
Со мной случилось как в анекдоте. Поймали как то инопланетяне троих: русского, американца, немца, и говорят: "Мы, дадим вам два титановых шарика, посадим в комнату без окон, без дверей (четыре стены, потолок, пол и дверь) и кто из вас сделает за 25 секунд, что нибудь оригенальное с этими шариками того мы отпустим" Заходят к американцу-тот жанглирует- "Наверное мы тебя отпустим, молодец".Заходят к немцу-он тоже жанглирует, подбрасывает шарики из под себя через себя. - Ну ты вооще молодец наверное мы скорей всего тебя отпустим. Заходят к русскому, а он это.. . один шарик сломал, а другой потерял. Поехал на учёбу и взял с собой свой любимый тренажер шарнирный БИЗОН–1. И при первой попытке отломал то что казалось никогда не сломается. Отломал от шара(шар стального подшипника 4см) ручку. Шар был просверлен и в него на клею был вкручен штырь с ручкой. Сколько эта конструкция выдержала не передать. И вот результат: http://s49.radikal.ru/i125/1511/a2/6cd33feae4e8.jpg http://s018.radikal.ru/i517/1511/28/d6d48ec51e18.jpg Ну залом да залом. Их тысячами в день вытаскивают. Но во первых нельзя повредить шар и сохранить его поверхность. Во вторых залом был посажен на клей. К сожалению промежуточные фотки были утеряны. Процесс наварки шишки и гайки. Процесс зажима в тисках между большими шайбами в тисках. Ну о новомодный видос на ютюбе . https://www.youtube.com/watch?v=b36qQXNr0C44 балла
-
Благодарю за оценку , но , смею заверить , что маститые профи сидят на магистралях , в траншеях и подвалах . В цеховых же , тепличных , условиях всё банальнее и проще . Имея желание и голову на плечах всё до того упрощается , что слово " профессионализм " подходит с натяжкой . А имея мало-мальски возможностей , в плане доступа к сварке и наличию времени , всё это осваивается достаточно быстро . Немаловажным фактором является желание и , тут уж как не крути , способность к обучаемости .4 балла
-
Вчера(сегодня 1.15) приехал с охоты(у нас плюс,шел дождь).Как и обещал, выкладываю японский авторский нож...Товарищ купил его на выставке непосредственно у мастера...Ну и так фотки...
4 балла
-
Часть третья: Хаппи енд. Ну а дальше обычная история. Шли дни, срок прошел, клиент начинал нервничать, генеральный начинал психовать, но денег на аутсерсинг (тогда 90 т. р. за комплект, щас значт 180 т. р.) не давал, директор производства с главным инженером ежедневно поднимали данный вопрос на оперативках, стараясь скрывать раздражения. Как обычно вляпались по полной и теперь придется это все разгребать. Дня три ходил за главным инженером, чтоб тот подписал покупку листа нержавейки толщиной 1 мм. Потом плюнул, пошел делать демо-версию, нашел в цеху лист 2 мм сказал, что буду делать из неё, но возможно не вытяну до конца. Получил раскрой со второго раза из конструкторского отдела, отдал в цех. Долго долбил народ как нужно сделать, все равно сделали по своему, ну да ладно демо оно и есть демо. Ну и поехали. Получилась вот такая вот шняга, не до давленная. Понес к главному инженеру. Он видать за два месяца натерпелся, увидев демо-версию сразу подписал лист 1 мм. Ну а там дорожка проторенная, знай косяки подчищай. От оне наши корявости. Не так конечно все радостно как на фотках получилось, но клиент таки заказ принял, отправил на покрытие оксидом титана. Я, посмотрев на то как наше очередное детище забивают гвоздями в упаковочные ящики, пошел дальше бороться со злом в экономикой забытой стране под названием Россия. Вот такой вот производственный комикс получился. Применение данной технологии закончилось с окончанием этого единственного в своем роде заказа, кроме случая, когда один из сварщиков изготавливал паровой двигатель для внука, на его школьную презентацию.
4 балла
-
Ребята из Тены хорошие мужики да и не они цены диктуют. Вот и о чем вчера и писал... дорого, но горелка сложное изделие а вот ролики можно на заказ сделать и не хуже австрийских. Мне на Merkle делали и брали немецкие как образец и после сказали что качество их роликов оценили на 3 так как имеют биение более 3х соток , вновь изготовленные под проволоку 0.6мм и 0.8мм были закалены, прошлифованы по торцам , наружному и внутреннему диаметрам с нулевым биением. Обошлись мне они в раз 10 дешевле чем немецкие. Немецкие слева на фото, российские справа.
4 балла
-
Предлагаю прекратить дискуссию, пока не надавали. ..Двигатели надо ставить современные, пусть лицензионные, но лучшие,производимые на своей территории, на своем станочном оборудовании, дающие новые рабочие места.Как предполагаю, Вы имеете хорошее экономическое образование, чтобы делать дальнейшим толкование ...3 балла
-
Сварка титана парочка фотографий. Кто там хотел камеру для титана http://s017.radikal.ru/i420/1511/9e/58960b582416.jpg http://s017.radikal.ru/i432/1511/e9/3c021135f95a.jpg http://s017.radikal.ru/i430/1511/4d/77fb5bc2bac4.jpg Скрины выдраны из этого фильма. Время моментов видно на фотках внизу. https://www.youtube.com/watch?v=lO6FZ_ztzKM3 балла
-
Сегодня испытывали, сухари молотит только в путь, баланс идеальный, не прыгает, не скачет. Вибрации достаточно, сыплются сухари нормально. Доварил крышку сверху, а то при испытании когда сухари закинули - оттуда фонтан хлынул А с видео попробую сделать, просто изделие уже забрал заказчик, если получится - выложу. С комбикормами подозреваю дела обстоят сложнее, зерно гораздо крепче сухарей, которые крошатся легко. Конструкция подобная этой уже больше года используется на другом хлебзаводе - ничего из описанного не беспокоит, ничего не изнашивается, все работает.
3 балла
-
@morgmail,Нашел причину "плавания" мора в чехле..В низу чехла оказывается дырка(наверно если вода попадет,чтобы выливалась)...Чем то забилась(или может заглушка стояла?), в чехле остается воздух и нож с чехлом не тонет...А думал,что подделка... Небольшое пояснение по ножу: на лезвии имеется зазубрина.В свое время получил в "бою" с именитым брендом.На спор, человек сказал, что своим ножом(реальный бренд,вдвое тяжелей и толще клинок) перерубит мора напополам.Положили на стол, рубанул со всего маху...У обоих почти одинаковые повреждения(у мора чуть больше,но он и тоньше в два раза).Зазубрину потом заточил,стало удобно резать,например капроновые веревки...
3 балла
-
Сразу оговорюсь , что "эталонной" подготовки и сборки катушки не было и не подразумевалось . Видео было сделано по просьбе одного нашего коллеги . Именно со стороны , в плане положения и перемещения электрода , а заодно зазора , тока и т.п. Пробовал с маленьким зазором - как поворотные стыки варю , но качество меня не удовлетворило . Следствие того , что практики , в силу использования других приёмов сварки , в этом направлении мало , равно как неповоротных стыков РДС в частности . Уже несколько лет корень или ТИГ , или ПА . Пришлось вспомнить былое . Зазор 2,6мм , эл. LB-52U ф 2,6мм , ток 35А ,ф трубы 57 х 4 . Более детально снять процесс нет возможности , но при случае обязательно попробую , а пока только так . https://www.youtube.com/watch?v=CEnHddEOPqM
3 балла
-
. Метаморфозы картошечки 1. Берём крупные клубни 2. чистим картошечку 3. Трём её на тёрочке, добавляем яичко, немного муки, соль, специи, хорошо перемешиваем и выкладываем небольшими порциями на горячую сковородочку. 4. Обжариваем с двух сторон и выкладываем на тарелочку. Лучше всего тарелочку закрывать крышечкой от кастрюльки. 5. Когда вся протёртая картошечка в кастрюльке закончится, достаём из холодильника сметанку и макаем в неё дранички.2 балла
-
2 балла
-
Не то слово, какие молодцы...Все так красиво и понятно рассказывают...Про страшный кризис в нашей стране, новейшие разработки...Но применяющие на своих агрегатах устаревшие двигатели например...Понятно, к чему клоню? Нам предлагают "хоть какой то выбор". Такой хоккей нам не нужен...Производитель использующий разработки 1961 года, китайские комплектующие, "неумышленно" заботящийся только о своей части прибыли, работает против своей страны, тормозит развитие, стимулирует иностранного производителя . Я патриот, и в тоже время хочу жить хорошо, и гордиться товарами, производимыми в моей стране...Не мне тебе рассказывать, но одними красивыми словами тут не обойдешься...2 балла
-
все слышали эту музыку...но в мульте коварно вырезали "рабочую часть" ващето это похоронный марш http://www.youtube.com/watch?v=yv8KR_Y01zc2 балла
-
@Javert, попробуй поменяй вход и выход местами2 балла
-
Заказали сделать из старого двигателя и бачка из нержавейки дробилку, чтоб на хлебзаводе оставшийся хлеб не выкидывать, а делать из него панировочные сухари. Вот что вышло.
2 балла
-
О этой технологии уже очень много лет, вам однозначно плюс. Мы в начале 80х прошлого века таскали на правку на завод (была у них спец. машина) побитые глушители от кроссовых мото, полчаса вместе со сваркой и глушитель как с завода. http://www.youtube.com/watch?v=llhcATrmsBg&list=PLEA_cR-HCSSsokyyvk5GtaqYalhwKZh_q2 балла
-
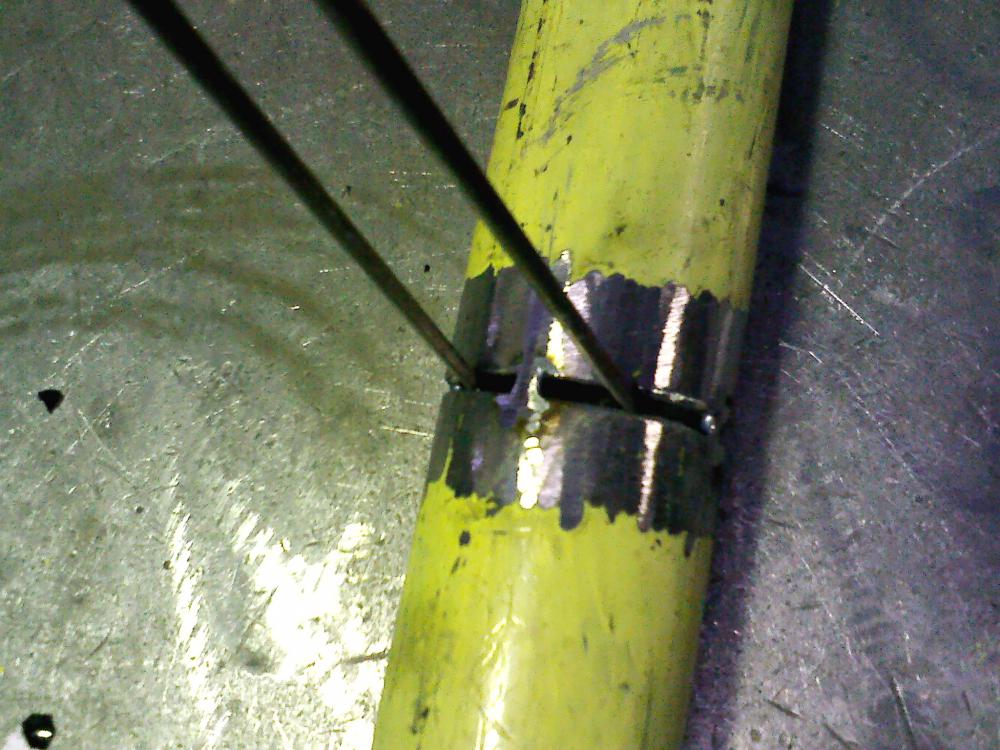
Испытал новую горелку для ГПН. Пациент-гидроразделитель с карьерного экскаватора. Пациента уже пробовали лечить. Выбрал "шов" и "околошовную зону". Прогрел деталь в массе до 450 град. Заплавил ГПН. Поскольку толщина наплавленного слоя была приличная, прямо на горячую отковал. Колошматил долго, вплоть до полного остывания детали. Не лопнуло. Собрал и отдал заказчику.
2 балла
-
Банная печь, доделал сегодня. Если бы Вова не помогал, еще бы долго делал, а так я ему только заготовки подавал а он обваривал. Холодно на улице варить. Да и я не люблю работать зимой, осенью, весной и летом.
2 балла
-
Всем здрасте!!!!! Вот фото отчёт, изладил я его всё таки))))) усилил накладками , присадка 4043, ток 140-200 .
2 балла
-
http://up415.siz.co.il/up3/2t4thydmn5iz.jpg http://up415.siz.co.il/up3/uh22lzmjyf2y.jpg http://up415.siz.co.il/up2/1tnzjf2qdiho.jpg http://up415.siz.co.il/up1/4nme2nzuxyym.jpg http://up415.siz.co.il/up3/uyglwooyj4zi.jpg http://up415.siz.co.il/up3/yihmfh3jtnto.jpg ну короче каг бэ так2 балла
-
Здравствуйте! Для все желающих нами специально был смонтирован видео ролик о заводе и выпускаемом оборудовании. В ролике содержится различный материал, некоторый двух-трехлетней давности (это можно заметить по окраске оборудования), но тем не менее до сих пор актуальный. https://www.youtube.com/watch?v=mgY36njJji82 балла
-
, я подпишусь под каждым вашим словом, но... Это не в компетенции конкретно Уралтермосвара. Увы. И не в нашей с вами тоже.1 балл
-
, да это понятно, что архаичная, зато ремонтопригодная. Общался с пользователями этих агрегатов, на движки они нареканий не выражали, но отмечали, что силовая часть вылетает. Но это было на старых аппаратах. Ещё отмечали плохой поджиг электрода. Если посмотреть новое кино, то складывается впечатление, что вопрос с поджигом дуги пацанчики решили. Нареканий на сварочные характеристики не было, а ведь мои собеседники сравнивали АДД с агрегатами Denyo. В модельном ряду этой фирмы есть же агрегаты с дизелями Дойц, Ломбардини, Листер Петтер- на любой вкус. А то, что у нас нет в производстве простеньких трёхцилиндровых дизелей, так в этом вины Уралтермосвара нет. На мой взгляд, они молодцы, что предлагают хоть какой-то выбор.1 балл
-
http://www.smailikai.com/smailai/26/smailikai_com_01(252).gif А я... а у меня... Вот, для харакири:
1 балл
-
Часто сталкиваюсь с производством комбикорма, и в основном ремонтом самой дробилки. Лепестки (бичи) должны от сетки быть на расстоянии около 10-15мм. Да и желательно не пара, как здесь, а хотя бы 6 пар. А вот помол зависит от диаметра отверстий. Для комбикорма используют ф4. Ф3 уже мука последнего сорта. По форме бичей могу предположить их заточку, а для помола необходима наоборот прямоугольная форма. Когда торец начинает слизываться, помол уходшается. Это просто кажется, что сухари, и резаться должно легко. А при хорошей загрузке такие бичи износятся всего за 12 часов использования.1 балл
-
@ЛехаКолыма,ремонтировал как то фуру свиновозку,импортная,трехэтажная (три уровня).Швы заводские варены п/а,ремонт состоял в подварке трещин,которые пошли по кратерам на концах швов.Треснуло много швов на вертикальных стойках по бортам в сопряжениях с поперечными,был удивлен,что с завода идут с таким браком.1 балл
-
Продолжая тему животных https://www.youtube.com/watch?v=Nq0_t7U2-jc причём над дверью уже наколочены доски, а профлист придавлен кирпичём, матёрый)1 балл
-
Кот притворился мертвяком. https://www.youtube.com/watch?v=f7T6_XJWknk1 балл
-
1 балл
-
сперто с ВК Вебсварка
1 балл
-
@Андрей99, Читайте по буквам.... С 2006-го года работаю в СПИДГЛАЗе... -маску никогда не жалел, она прошла такие нагрузки, о которых лучше и не рассказывать, не висит она в шкапчике на гвоздике для красоты и престижа. И стеклА наружнего на смену едва хватает, и в коцках вся, но её я очень уважаю и люблю. Теперь касательно "раскрученной брендовой для обогрева не фуфлыжной на каске"....- вы не правы. Другие марки никогда не хаял и не стану этого делать. Но со временем мы всё-же пересаживаемся с одних авто на другие. Понятия и ценности меняются со временем.1 балл
-
делать нечего..дело вечером сижу-тюбик листаю..ВНЕЗАПНО.. https://youtu.be/1aaPSNGfmK41 балл
-
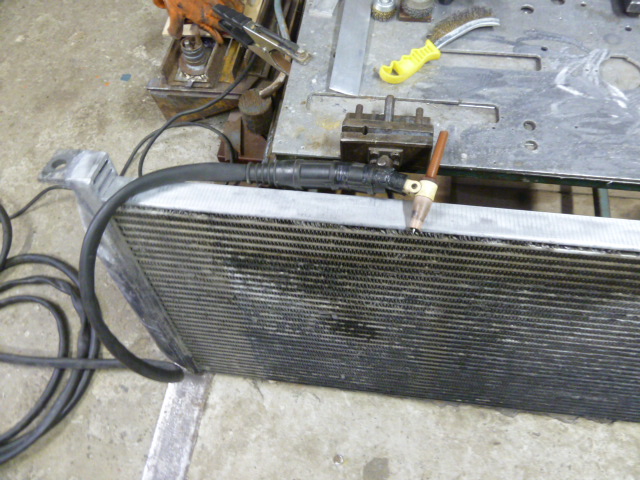
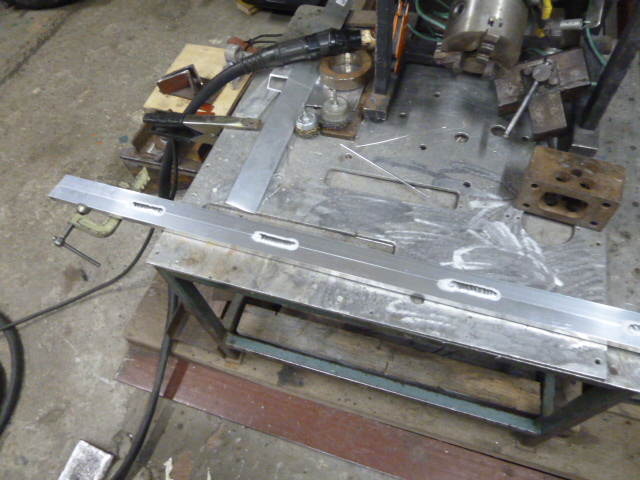
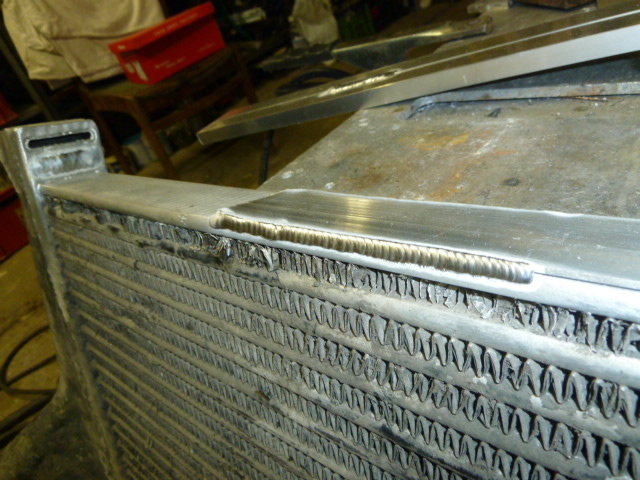
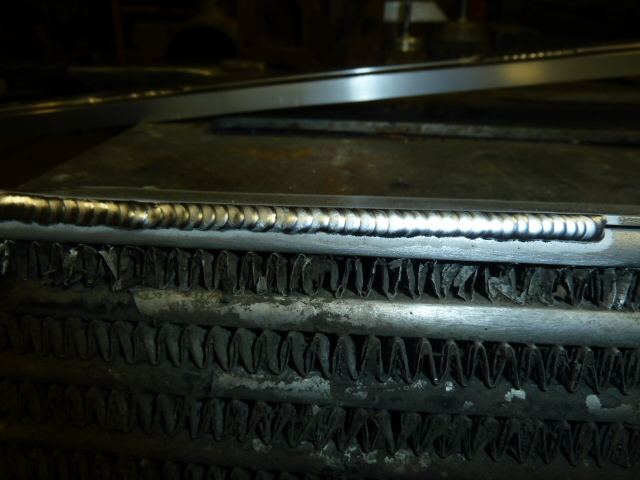
Интеркулеры от Folkswagen T4 страдают появлением трещин, ввиду каких-то там проблем с турбиной. Их циклически раздувает и сдувает и они лопаются в четырех местах каждый. Нужно тогда заварить интеркулер. Интеркулер - штука грязнкая, полностью вычистить грязь не удается: даже щелочь помогает слабо. Варить тогда приходится в слое алюминия, так как поверх грязного алюминия присадка тупо "не приклеивается". При сварке "в слое" вся грязь поднимается. Ремонт выглядит так:
1 балл
-
Иногда удивляюсь как агрессивно люди здесь могут реагировать, хотя частично их понимаю просто бесит когда на страницах тибериса или арматул видишь в графе цена -"звоните". Вы выложите цена на аппараты в комплектации без кабелей и вилок так как их берут профики в основном у. Всех есть кабеля свои, и без какой либо аттестации, кому нужна аттестация тот отдельно об этом позаботится и люди рады будут и вам клиенты1 балл
-
Да дурачился тут, страдал от безделья мозг, вот что выяснил, при загибе иглы, как показано легче варится тонкий металл, так как защита лучше. На шве Вы можете увидеть более темную окраску, это обычная прямая игла, более светлая. изогнутая игла. 10 мм в том и другом случае была выставлена игла. Именно таким образом гораздо удобнее заварить стык от стены, куда нет возможности попасть прямой иглой и как следует проварить. Вот в общем то и пришла мысль попробовать на листовом, как пойдет. Один лишь минус, загибать и точить проблема, а так тоже вариант
1 балл
-
Просто фото не удачное
1 балл
-
Сегодня на работе долго медитировал на схемы сварного Vnuk. Жульничал на профиле с 3мм стенкой. Цель наработать моторику. Пока получается так:
1 балл
-
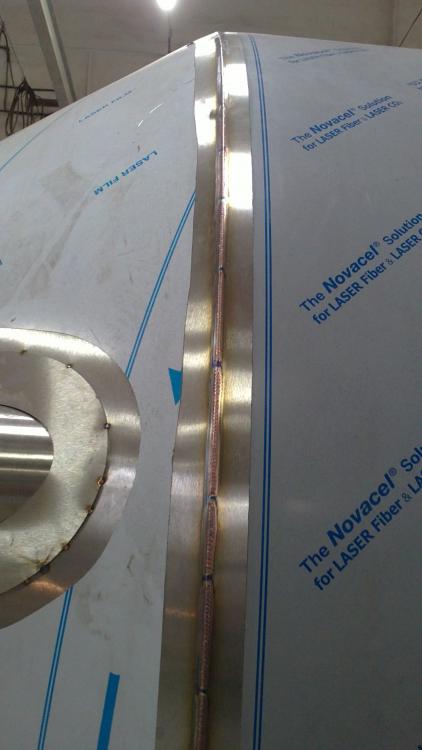
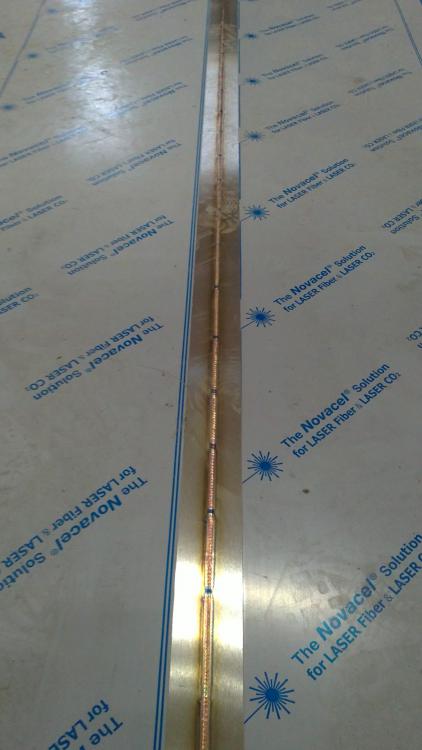
Сварка фланцев 4мм к трубе в струбцинах ведет фланец как рыба поплавок когда поймалась. Вот приспособился так ,фото прилагаю. Зазор под линейкой менее 0.6мм от деформации. Варил на 100 А,хотел больше ставить,чтобы как можно быстрее проварить, и меньше нагреть,но пока учусь. Стык варил от 6часов к 12ч в две стороны одним быстрым проходом и сразу тряпка с водой, далее 2ю сторону и после тряпка с водой.
1 балл
-
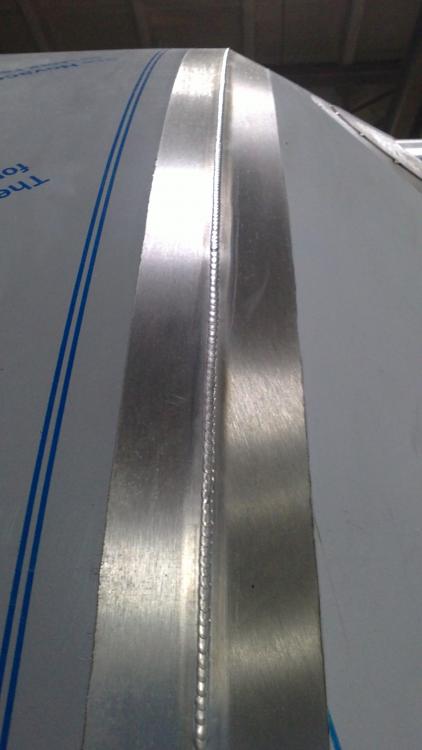
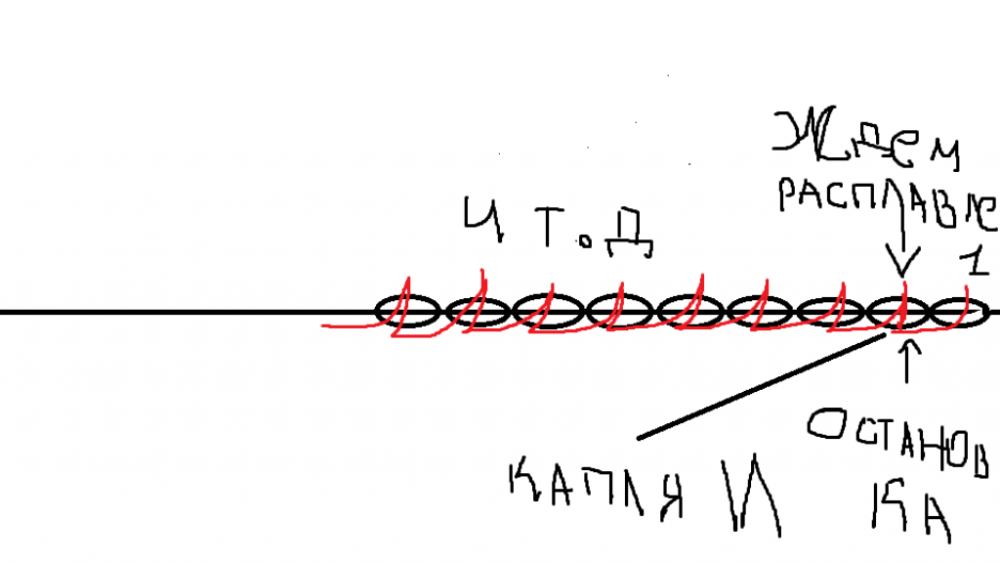
Принес сегодня 8 пуксельный телефончик, дома дежурит на интернете, вот фото по просьбе сделал. Да, это с присадкой выполнил 1мм, забыл сделать фото ее и фирму. Кстати не знаю, если выложу фото ее сюда, то может Админ удалит, а может нет. Это не в целях рекламы сделаю, но рекомендую, кто варит тонкий металл. Но это уже завтра. Техника движения, называю ее полу месяц. Протяжное движение полумесяцем вперед с одной кромки на другую, капля, проволока всегда в зоне сопла, остановка, секунда на усваивание капли до формы нужной Вам ширины шва, как это произошло, движение протяжное, которое Вас спасает от перегрева, вперед полумесяцем, с кромки на другую, ведь предыдущая кромка уже нагрета, снова происходит нагрев и снова капля, чуть вверх соплом на кромку, ждем когда усвоится и т.д.
1 балл
-
На проволоку следует нажимать, что бы пружинило, как карамысло дугой, тогда не будет выскакивать из св.ванны. Если Вас будут толкать в огонь, тоже будете выскакивать из него, так и тут, проволока плавится и в шарик, если не плотно прижата к изделию. Так же можно подавать ее под 45 градусов относительно стыка, таким образом меньше идет Отжиг ее горящей дугой в направлении стыка. А вообще лучше всего капать на тонких металлах и скорость. Иглу выставлять коротко мм 2-3 из сопла, проволоку держать, конец ее всегда в зоне сопла и капать в Св ванну. Такой способ ведет к наименьшему нагреву металла, что облегчает сварку и менее деформирует его. И еще раз добавлю, не забывайте пассатижи носить с собой, Откусывайте горелые концы перед каждой прихваткой, а так же сваркой. Эта Фишка еще не раз Вам принесет качество и воспоминание обо мне :-)1 балл
-
Принесли мне БлюВелд 80 амперный- осваивай. До этого плазморезом не работал никогда. Освоил, катод-сопло поменял, компрессор подключил-режет нормально. Вот только я от плазмореза лучшего ожидал, может так и должно быть? Пластина 16 мм :
1 балл
-
Да, сварного торопить, только портить... и его самого и дело, которое он варит! Меня вообще бесит, когда торопят и говорят "давай быстрее!", "ты еще не сделал?!", "че так долго?" и т.д. Частенько просто бросаю держак и еле сдерживаясь от злости отвечаю что-то типа "раз такие (такой) шустрые, то варите сами!" и демонстративно закуриваю сняв маску и краги. Лечит от спешки на раз-два потому что пока не докурю за держак снова не возьмусь, пусть хоть на голове стоят!1 балл