Лидеры




Популярный контент
Показан контент с высокой репутацией 12.10.2015 во всех областях
-
Поскольку на дворе кризис и местная таньга падает стремительным домкратом, народ начал считать деньги. В итоге отремонтировать стало намного дешевле, чем купить. Даже б/у, а тем более с разбора. Притащили дырявую банку глушака вроде как с 95-го Прадика. Задача - заварить без особой эстетики, просто, чтоб не травило. До того вварен был прямоток-резонатор. Копчёное решето-исходник не успел сфотать, торопился. Обернул листом 0,5 (в закромах обрезки валялись). Варил ПА, сначала точками, потом стежками до сплошного герметичного шва. Для такого дела прикупил керамический лак, досыпал серебрянки, получил высокотемпературную краску. Осталось ещё много и получилось намного дешевле, чем готовую покупать. Прокрасил банку. Ну и вварил по месту. Выставлял час, варил минут 20. Всё герметично, клиент доволен.
 10 баллов
10 баллов -
Фланец гидромотора от кормовоза. Востановливать нельзя точить пришлось восстанавливать, точить мне его неизчего... ну и поставил там где взял)
9 баллов
-
По дороге на место работы.Капитально ремонтируется трасса Алматы Усть-Каменогорск.Строят новые переходы, мосты. По знакам понятно будет автострада.Прибыли на место."Апартаменты" класса Люкс,отдельный номер на 2 места,удобства во дворе. Круглосуточная охрана. начальник охраны проверял периметр,в кадр не попал.Присутствует в наличии тракторВот и сам объект,черновой пол залит,можно приступать.И не много по безопасности.Развернулся...заехал в камыш,забуксовал,итог.Огнетушители сработали,но не помогло.
9 баллов
-
Было и так: отопление соседям. ) два стыка а вымотали за полдня!
9 баллов
-
Сегодня немного "покувыркался" только "операций"-8 стыков)))))
8 баллов
-
вот пришлось на котле ремонтировать трубу,котел не хотелось демонтировать,да и потренироваться не прочь,труба сгнила,пытался латать толку нет,щёки вырезал варил заплатки с катушками,2 операции и норма,2 часа времени...клиент аж на 5 небе от счастья,ну и так кое что из работы...вместимость багажника радует -баллон кислорода ,баллон пропана 50 литров,шланги,жезка,сварочник ,подставка для казана ,казан,самовар ,3 мешка дров,палатка,2 пассажира,и телега на чердаке
6 баллов
-
Что то , от Авто.
5 баллов
-
Да фигня, забей.4 балла
-
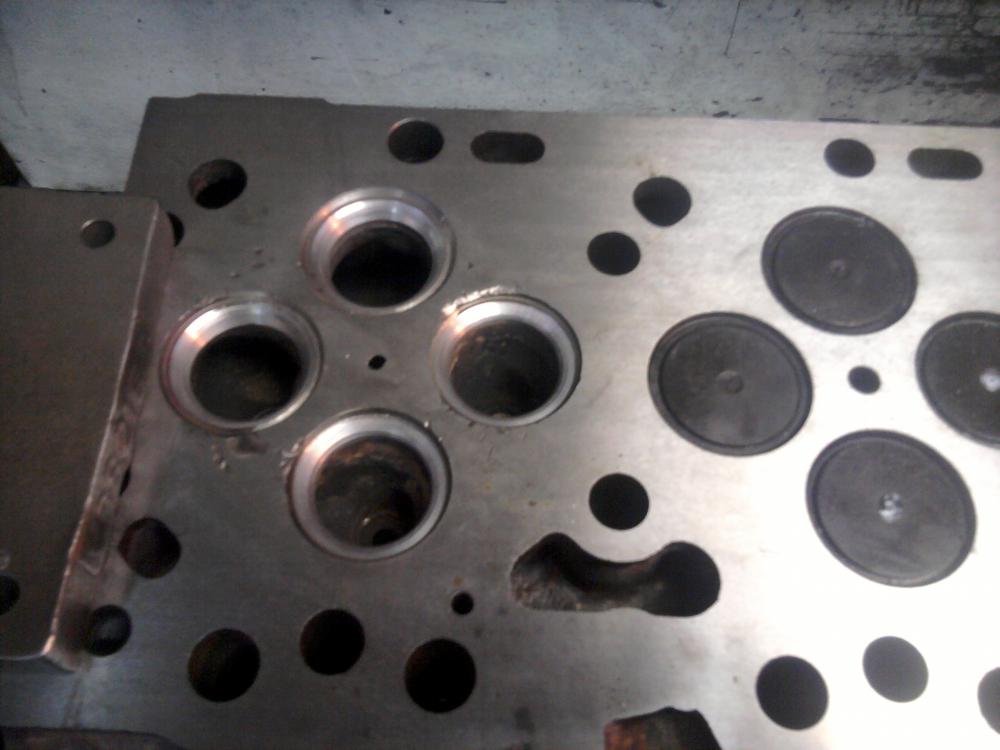
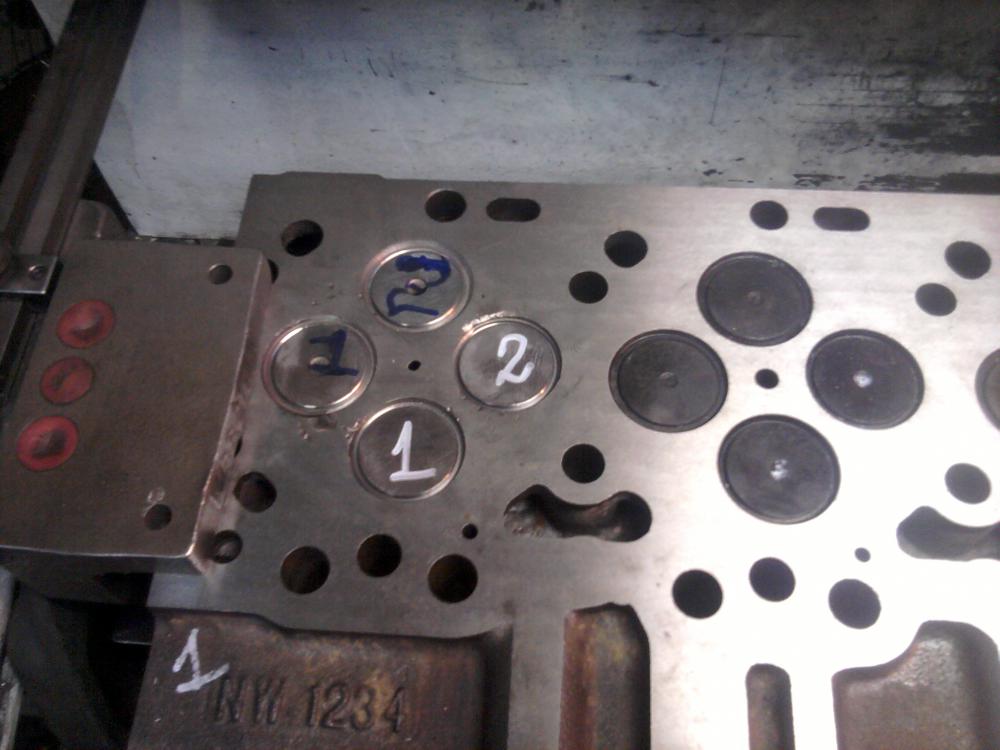
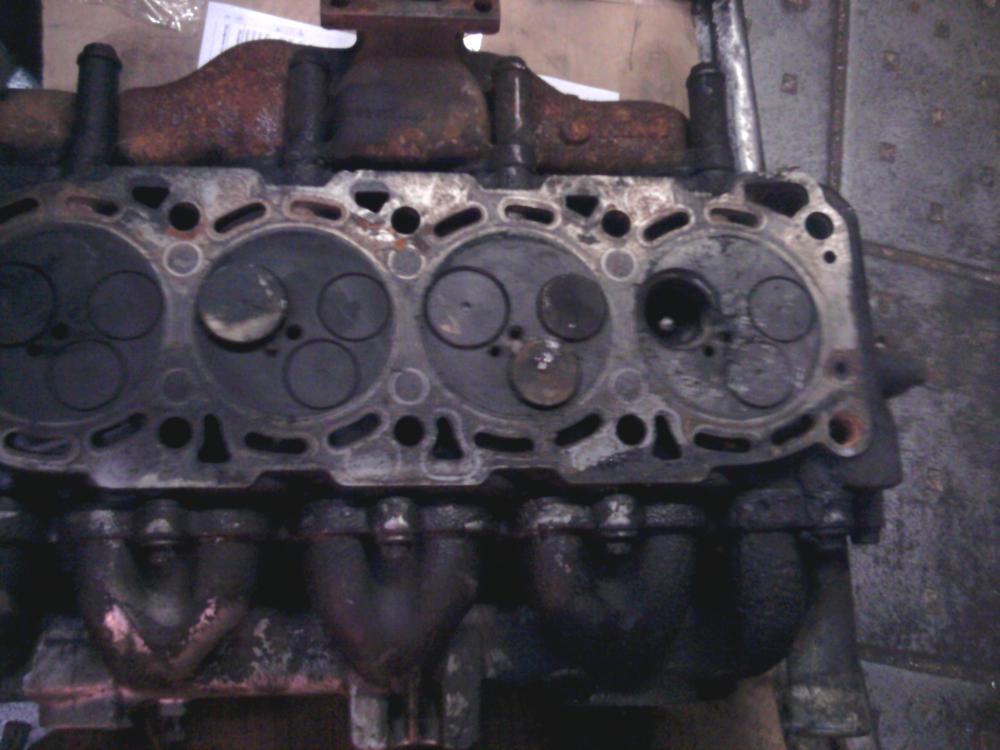
Вернулся на работу . И о головке чугунной которой писал и фото показывал , тут , чуть выше. Вроде бы все получилось. после сварки ЭТО привезли еще одну.
4 балла
-
ну на счет 3мм это зря, у них наплавляемого металла больше4 балла
-
@Geolog,дугу направляйте на более толстый метал и чуть цепляйте тонкий,присадок толстоват,2 мм за глаза хватит,ток 130А по идее должно хватить.3 балла
-
Учусь паять. Навалил от души. Иж ода, первые морозы первые посетители. Присадка 4043, флюс кастолин 190. Ну и паяльная лампа. Вдруг придется в поле. Вышло хреновато на первый раз, будем дальше учится и экспериментировать. Присадка кастолин 190 есть, 192 тоже есть но жаба душит. Да чем больше паяю пропаном все больше и больше хочется баллон ацетилена. Наверное прибью жабу и куплю. Большого баллона мне на год точно хватит. Тиг бы заварил без проблем и быстрее и красивее. Но че то скучно. Надо пайку тоже осваивать. И еще напылялку хочу
3 балла
-
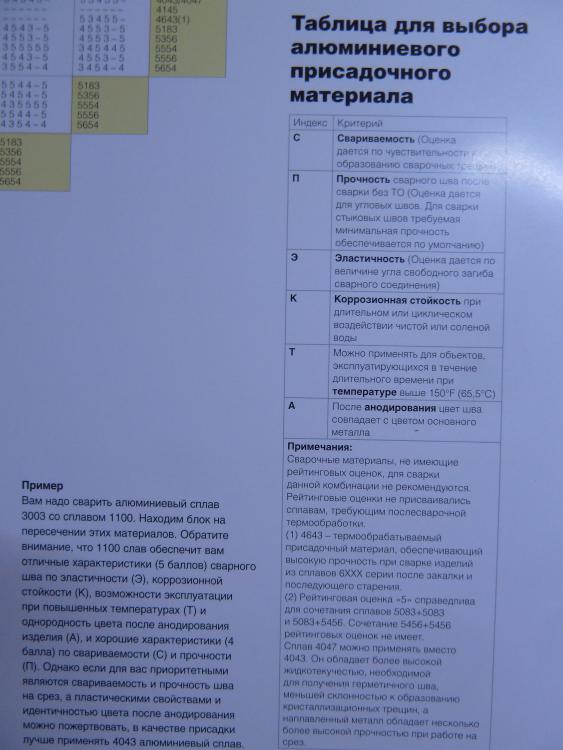
Отголосок выставки проспект ESAB, в нем есть замечательная таблица. Нашел таковую в электронном виде , пользуйтесь. Aluminium Brochure 2015.pdf
3 балла
-
Рамки под знаки ( знаки клепают к рамке). Рамки прикручиваются к стойкам. Не додумался бы до такого. Быстрый способ набрать краску в краскопульт из бочки.
3 балла
-
Вчера срочно заказали коллектор на холодильную установку рефрижератора. Привезли чугунный коллектор высотой 90 мм, а у них максимум влазит 55 мм, трубу меньше 30 мм нельзя ставить. Родной был стальной и сгорел весь(с их слов). Сделать нужно было очень срочно. Вот и пришлось извращаться За пол дня пришлось "поженить" нержавейку с чугуном. Из-за маленького расстояния между фланцами и трубой принял решение варить ГНП, потому что ни п/а ни ТИГом не подлезть. Несколько часов работы и вот что получилось:
3 балла
-
Печка в баню,316 нержа,толщ 2.
3 балла
-
Немного к сезону выложу фоток- это рутина. это режут слесаря 5-го разряда.
3 балла
-
Нашёл старые обрезки труб, как то тестировал аппарат, выбирал токи. Труба д=51мм стенка 1.2мм. Токи чуть более 30А, ну и поддув то же.
3 балла
-
@Aleksbychkov, Вспомнил, видел я этот "Rezonver" примерно в 2005г на Weldex он был маленький и зелененький с обрамлением с нержавейки. Может где и рекламка сохранилась завтра поищу. На той выставке объясняли что на 200А , а что маленький такой так на "резонансном инверторе" создан и пока такого не у кого нет . Прошло десять лет и неужели не кто не научился кроме " Rezonver" делать такие инверторы, да и сам " Rezonver" где то пропадал десяток лет и снова объявился с 200А и своим "резонансом". P.S. У меня есть книга об инверторах и принципах их работы , так вот там и на резонансе есть и на еще бог знает каких принципах инверторы, так что выходит не вы одни умеете с "резонансом" справляться.2 балла
-
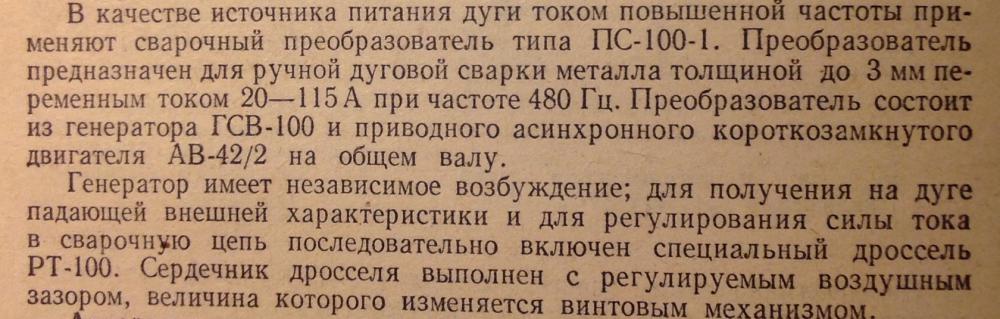
@Cahes,Такой источник подойдет?
2 балла
-
Блок Фольцваген Т-5 Клиент думает , делать или нет. Трещина , грубо говоря отломан фрагмент блока. Чем то замазан , с наружи очень мягкий состав и серебрянкой что ли покрасили.
2 балла
-
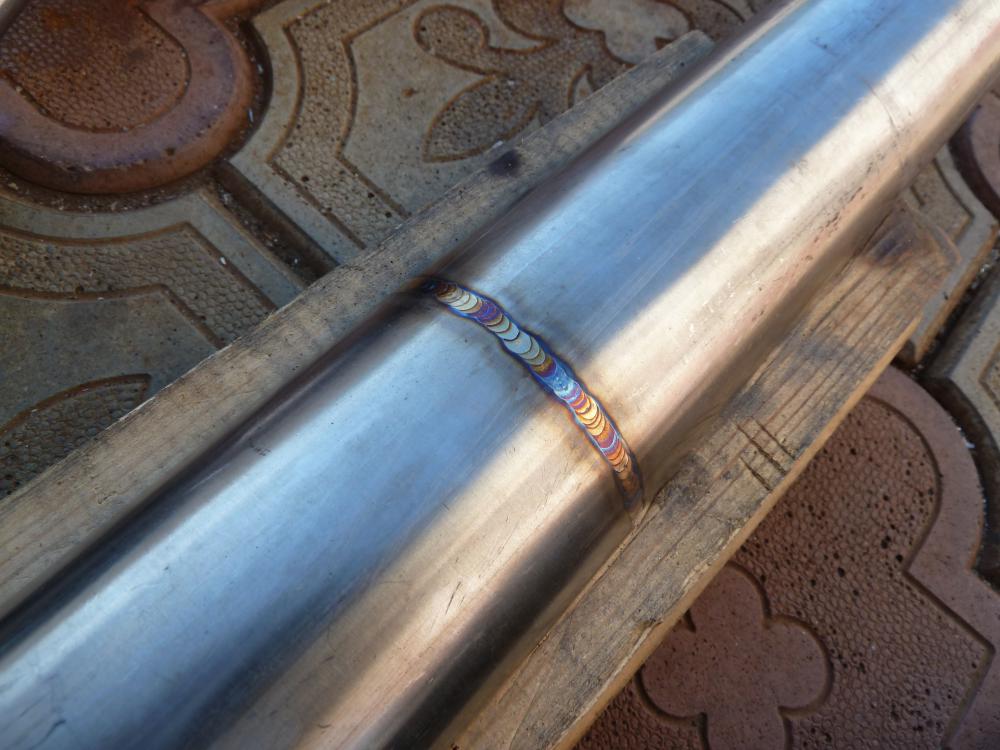
@Geolog, Начну с похвалы - 3ья фотография очень даже : шов ровный, присадка распределена равномерно, пор-бугров нет. Если занимаетесь сваркой недавно, то этот шов весьма неплох. Вам посоветовали чуть добавить силу тока. Если справитесь, то желательно. А вот присадку Вы добавляете чуть рановато, по тому и бугры на первом фото. У Вас как с музыкой? Разогрели материалы и пробуйте "танцевать" вальс или танго: вальс на 3 такта, из них 2 такта греете толстый материал и 1 такт - на тонкий. Просто считайте: раз, два (на толстом) три (на тонком), раз, два, три... Мало для толстого - переходите на танго: раз, два, три (на толстом), четыре (на тонком), раз, два, три, четыре... Те, кто хоть немного знаком с музыкой поймут сразу.2 балла
-
Всем добрый вечер! Сегодня возобнавил работы над столом. Задача стояла приварить подпятники 16мм к профильной трубе 3мм. Использовал пруток 3мм ток на крутилке 110. Получается ерунда. Опишу что вижу: дугу направляю в стык между деталями (там за счет скругления угла трубы как бы получается углубление), жду когда обе детали начнут плавиться и ванна сольется, затем добавляю присадку, а она как бы липнет и обазуется бугор. Стараюсь немного плавить присадку дугой, т.е. варю через присадку - получается тоже самое. Считаю что току маловато. Добавляю до 130 и начинаю немного вадить дугой вверх вниз, что бы ванна была больше и сплавлялись обе кромки. В итоге шов выходит широченный, вогнутый и идет подрез по трубе. Пробовал заварить эту щель без присадки, что бы потом уже пройти второй раз когда остынет - толку мало, кромки сплавляются не по всей длине В общем бросил и пошел сюда. Вот 3 вопроса: 1. Существует ли какая хитрость при сварке деталей сильно разных по толщине ( в моем случае 16 и 3 мм) и соответственно сильно разных по поглощению тепла? 2. При таком соединени, имеется ввиду углубление между деталями за счет скругления угла профильной трубы, надо ли варить в два прохода или можно заварить в проход? 3. Ваш выбор толщины присадки и силы тока? Прошу подскажите или дайте по рукам.
2 балла
-
для того чтобы изделие было "образцовым" вполне достаточно положить естетичный шов и не надо будет никакого болгарина, 3-ка электрод нормально справляется с задачей2 балла
-
Обычно 120. В этом районе. У меня был один раз 135.2 балла
-
От форда
2 балла
-
@sanek866, они для работы. вы же про учебу спрашивали. если есть возможность спереть достать по адекватной цене,то ок-46 лучше всего мною выше перечисленого. ps.добавлю. Александр,учеба подразумевает большое к-во электродов,спаленых *в пустую*-т.е. экономическая составляющая самого процесса (невосполняемый *убыток карману*) довольно значительна. поэтому я вам и посоветовал сначала использовать самые дешевые ано-4. с переходом к ано-21 и потом к мр-3. и не забывайте перед работой просушить (в газовой духовке к примеру) 40-60мин при 120-150C.2 балла
-
Идёшь за "шилом" в соседнее подразделение, а там тебя "встречное предложение" ожидает: Вот и подумай на что потратить своё личное время.2 балла
-
Ошибка начинающих - сразу пытаются сваривать АЛ в пульсе. Не надо, сначала почувствуйте металл, научитесь с ним обращаться, а там придет понимание нужен пульс или нет. И не будет вопроса - "куда пруток делся?" (он снизу висит )2 балла
-
Крыльчатка от вакуумного насоса применяется в молочке, так сказали. Что то попало и отломило лопасть. Интересно что такое может быть в молоке чтобы сломать лопасть? Блин опять молоком расплатятся.
2 балла
-
"Мы чуть чуть молотком ударили, а она сломалась. Ты завари, а то хозяин нам кое что на немецкий крест порвет." Ставил на место сам (а то молотком забьют и опять сломают) предварительно нагрев. Вилка сцепления Форд. При сварке еще и трещина вылезла по кругу. Хорошо приложили.
2 балла
-
@selco,обещали видео сделать с резкой металла разной толщины,там плазморез какой то особенный (с их слов),будем ждать.По виду доверия не внушает,гроверс как то посимпатичней смотрится,да и 70А на 220В в районе 50 т.р. будет стоить,по цене даже дешевле получается,а запас по мощности больше.1 балл
-
Огромное человеческое спасибо tehsvar В помощи по ремонту, отключения (Hotstart). А так же спасибо штурман 001 в моем начинание Tig сварке.
1 балл
-
1. Снизить напряжение. 2. Заменить проволоку на более тонкую1 балл
-
@Георгий 11, работал тут у одного еврея 15метров провода..шуруповерт запитывает от автомобильного зарядного. через демпфер-120А аккумулятор..второй работник говорил-*..я на этом приспособлении полдома ему построил*..1 балл
-
Все прекрасно понимают что грязи и пыли в нашем деле хватает и не один Speedglas Air не спасет , но это наш выбор осознанный . Я примерно представляю что творится в трюме у АВН когда работает болгарка. Сосед был большой начальник и пыли не когда не глотал и в добавок моложе на десяток лет, выйдет на улицу в халате цветном и чистым после рюмки коньяка, со мной здоровался на расстоянии я весь......, поняли надеюсь. Так вот его уже на этом свете лет пять нет, а я в пыли и металлической стружке но пока живой.1 балл
-
Новый Grovers TIG 200 AC/DC рядом со старшим братом WSME-2000
1 балл
-
А ещё в нашем мире существуют физические и химические законы независимо от нашего мнения .1 балл
-
@Виктор Р, тогда действуют рекомендации изготовителя сварочного оборудования. инверторные источники до -10С. сварочные выпрямители типа ВД-306/505 ,ВДУ-508 до -10/-40.С ,в зависимости то климатического исполнения.1 балл
-
Я гляжу вам вообще наплевать на требования к микроклимату рабочих мест в производственных и офисных помещениях, люди для вас это расходный материал что ли. Берём и открываем СанПиН 2.2.4.548-96 Гигиенические требования к микроклимату производственных помещений. У вас 3я категория работ по уровню энергозатрат: к категории III — работы с интенсивностью энергозатрат более 250 ккал/ч (более 290 Вт), связанные с постоянными передвижениями, перемещением и переноской значительных (свыше 10 кг) тяжестей и требующие значительных физических усилий (ряд профессий в кузнечных цехах с ручной ковкой, литейных цехах с ручной набивкой и заливкой опок машиностроительных и металлургических предприятий и подобные). А это значит что в зимний период года температура воздуха в цеху должна быть плюс 16-18 градусов, а температура поверхностей плюс 15-19 градусов и скорость воздуха не выше 0.3 м/с Допускается температура воздуха и плюс 13-15.9 градусов. Не соблюдения температуры в цеху влечёт наложение штрафа или производится приостановление деятельности на срок до 90 суток, в соответствии со ст. 6.3 Кодекса об Административных правонарушениях.1 балл
-
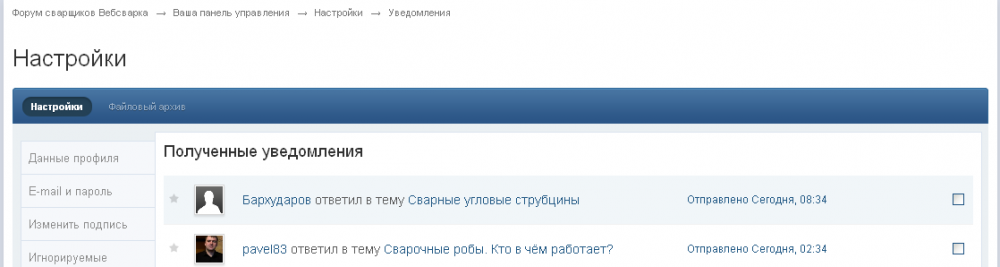
Понятно. Вот это и показалось немного странным, что новые уведомления считаются доставленными только по нажатию иконки уведомлений. Когда, не нажимая на иконку уведомлений, открываем сразу страницу полученных уведомлений (все уведомления) то уведомления не помечаются доставленными, хотя по сути мы видим туже информацию что и по нажатию иконки и до пользователя она была "доставлена". Не навязываю своё мнение и не говорю, что так правильно и так надо делать, но по мне, было бы удобнее (для пользования, а не для реализации задумки) на странице всех уведомлений "жирность" гасить при переходе по ссылке этого уведомления, может даже "жирность" привязать к признаку "прочитанности" уведомления. Не знаю, для других форумчан было бы логичным такое поведение или нет. По мне порядок такой: захожу на форум, на иконке вижу сколько новых уведомлений, перехожу во все уведомления, вижу жирные уведомления которые ещё "не читал", перехожу по ссылкам и "читаю". В любой момент могу прерваться и вернуться (не позже 30 дней) к "допрочтению" уведомлений с любого места/устройства не держа в голове какие уведомления я уже видел, на какие реагировал/читал, либо жимануть "Отметить Всё Прочитанным" и отслеживать новое с текущего момента. Когда всё гаснет автоматом, надо постоянно держать в голове на какие уведомления реагировал, на какие нет. Сейчас удобен функционал "Новые публикации" и фильтров там достаточно и "гаснет" по прочтению. Схожее поведение уведомлений было бы удобным, напимер, пробежаться по всем своим лайкам/дизлайкам. Как-то так, может сумбурно и витиевато изложил. Сейчас уведомления в списке по иконке и во "все уведомления" ведут себя как совершенно разные уведомления: По иконке, сколько не нажимай, "жирненько": Как только открываешь "все уведомления", сразу "обезжирено": Если зайти во "все уведомления" не с иконки, "жирность" ведёт себя по-другому.
1 балл
-
Мое новое увлечение http://cs628721.vk.me/v628721196/20fb1/s0hr9P5C42E.jpg1 балл
-
@Lohus, все просто — если справа сверху в углу видите, что есть новые уведомления (красный кружок с цифрой), то нажимаем на иконку уведомлений и жирным подсвечиваются новые уведомления. В этот же момент все эти уведомления помечаются прочитанными доставленными пользователю и при следующем открытии окна они уже не будут жирными. Т.е. это именно быстрые уведомления. В них нет такой же логики работы, как, например, в личных сообщениях, которые пока не прочитаешь, то они будут гореть жирным.1 балл
-
Не проблема, а вопрос издалека. Что означает (к чему привязан) разный стиль вывода уведомлений жирный и обычный? К признаку прочитанности относится косвенно, и у жирного и нежирных уведомлений еще нет признака "прочтено". Обновление страницы "жирность" не убирает, переход по ссылке темы и её просмотр тоже. Как убрать знаю, хочу понять логику процесса. Сорри, если достал с этими уведомлениями.
1 балл
-
Первая проба сварки эл-ми по чугуну esab ok NiFe-Cl-A,по сравнению с ЦЧ 4 небо и земля,в работе еще эти тиски не пробовал,остывают,но думаю,что проблем не будет.Не смог убрать пору только,вылезла,зачистил,опять вылезла,эл-ды жалко переводить,делал бесплатно,ушло 3 эл-да. держатся
1 балл
-
В стык лучше на подкладке и можно тогда и на 30-35амперах сварить, но на очень короткой дуге если дуга длинная то можно прожечь и на подкладке. Можно и без подкладки, но уже на меньшем токе или можно на большем токе но горелку шустрее вести и опять очень короткая дуга, в общем нужна твердая и натренированная рука. Вот в колодец варил в стык 1мм на подкладке в импульсе рабочий 45ампер, базовый 5ампер частота 1гц. присадка 08мм
1 балл
-
Шов выполнен в подводном положении http://www.logandiving.com/rotator/welding/UWB2.jpg1 балл
-
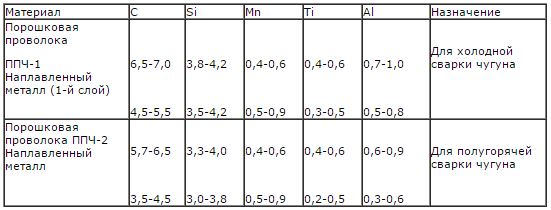
Холодная и полугорячая сварка чугуна электродами, обеспечивающими в металле шва получение серого чугуна Холодная сварка чугуна простыми электродами, предназначенными для горячей сварки чугуна, положительных результатов не обеспечивает, так как при больших скоростях охлаждения, соответствующих данным условиям проведения сварки, образуется структура белого чугуна в шве и высокотемпературной области околошовной зоны, а также происходит резкая закалка металлической основы участков зоны термического влияния, нагревающихся в процессе сварки выше температуры Ас3. Возникающие при этом деформации превышают деформационную способность металла шва и околошовной зоны, в результате чего образуются трещины. Для предупреждения отбеливания необходимо обеспечить такой состав металла шва, для которого в этих условиях будет получаться структура серого чугуна с наиболее благоприятной формой графитных включений. Это может быть достигнуто путем введения в наплавленный металл достаточно большого количества графитизаторов и легирования чугуна элементами, способствующими сфероидизации карбидов (магнием). Примером таких электродов могут служить электроды марки ЭМЧ, стержень которых представляет собой чугун с повышенным (до 5,2%) содержанием кремния, покрытие двухслойное: первый слой - легирующий, второй - обеспечивает газовую и шлаковую защиту: 1-й слойГрафит - 41%Силикомагний - 40%Железная окалина - 14%Алюминий (порошок) - 5% 2-й слойМрамор - 50%Плавиковый шпат - 50%(Относительная масса каждого слоя - 15-20%) При сварке этими электродами чугунных деталей с толщиной стенки до 12 мм без предварительного подогрева удается получить швы и околошовную зону без отбеливания и закалки. Некоторому замедлению скорости охлаждения при эвтектической температуре способствует реакция между железной окалиной и алюминиевым порошком, протекающая с выделением теплоты. При сварке этими электродами массивных деталей для получения бездефектных сварных соединений приходится их подогревать до температуры 400° С в зависимости от толщины чугуна и жесткости изделий. Для улучшения обрабатываемости и некоторого повышения пластичности металла шва используют электроды из никелевых чугунов, например нирезиста или никросилаля (см табл.). Состав электродных стержней из никелевых чугунов, % Электроды из никелевых чугунов обеспечивают получение швов, обладающих хорошей обрабатываемостью. Покрытие, наносимое на стержни из никелевых чугунов рекомендуется следующего состава: карборунд 55%; углекислый барий 23,7%; жидкое стекло 21,3%. Толщина покрытия должна составлять 0,5-0,8 мм на сторону при использовании стержней диаметром 7-8 мм. Сварку выполняют в несколько слоев при возвратно-поступательном перемещении электрода. Основной недостаток электродов из никелевых чугунов — повышенная склонность к образованию горячих трещин. Получить в наплавленном металле и металле шва серый чугун можно, применяя специальные сварочные материалы, которые обеспечивают легирование через электродное покрытие. Примером таких материалов могут служить электроды, стержень которых изготовлен из низкоуглеродистой проволоки, например, марок Св-08 или Св-08А по ГОСТ 2246-70, а в легирующем покрытии содержится достаточное количество элементов графитизаторов — углерода и кремния. Наиболее характерны электроды марки ЭМЧС, стержень которых состоит из низкоуглеродистой электродной проволоки, а покрытие из трех слоев:1-й слой: Графит — 50% Силикомагний — 41% Гематит — 6% Алюминий (порошок) — 1,5% Бентонит — 1,5%2-й слой: Мрамор — 50% Плавиковый шпат — 47,5% Бентонит — 2,5%3-й слой: Графит — 100%Электроды изготовляют путем последовательного нанесения обмазки, замешенной на жидком стекле, причем толщина каждого слоя должна обеспечивать относительную массу 1-го слоя 25- 30% 2- и 3-го — по 10-15%. Как видно из приведенного состава покрытия, 1-й слой является легирующим, 2-й шлако- и газообразующим, 3-й — газозащитным. Графит и силикомагний, входящие в состав 1-го слоя, служат графитизаторами, причем магний в некоторой степени способствует сфероидизации графита; гематит и алюминий, вступая во взаимодействие, способствуют некоторому снижению скорости охлаждения при эвтектической температуре и тем самым получению в шве структуры серого чугуна. Применение этих электродов при сварке чугунных изделий с относительно небольшой толщиной свариваемого металла (до 8- 10 мм) позволяет получить качественные сварные соединения без предварительного подогрева изделия; при больших толщинах необходимо применять полугорячую сварку. Для холодной и полугорячей сварки чугуна автоматами, и главным образом полуавтоматами, используют специальные порошковые проволоки, обеспечивающие получение в шве серого чугуна. Для холодной сварки изделий с относительно небольшой толщиной стенок (в месте сварки) рекомендуется проволока марки ППЧ-1, для полугорячей сварки-проволока ППЧ-2. Механизированная сварка порошковой проволокой позволяет получать наплавленный металл и металл шва, близкие по составу и структуре к свариваемому чугуну. При заварке дефектов в крупных чугунных отливках, для исправления которых необходимо наплавить большой объем металла, а также при изготовлении крупногабаритных массивных изделий из высокопрочных чугунов с шаровидным графитом можно использовать электрошлаковую сварку пластинчатыми электродами, представляющими собой литые чугунные пластины соответствующего состава с содержанием элементов-графитизаторов (углерода и кремния), равном содержанию последних в электродных стержнях марок А и Б, и 0,04- 0,08% Mg. Составы порошковых проволок и наплавленного ими металла для холодной и полугорячей сварки чугуна, % При электрошлаковой сварке чугуна применяют фторидные обессеривающие и неокислительные флюсы. Замедленное охлаждение металла шва и околошовной зоны, характерное для электрошлаковой сварки, позволяет получать сварные соединения без отбеленных и закаленных участков, трещин, пор и других дефектов. Электрошлаковая сварка обеспечивает вполне удовлетворительные механические свойства сварных соединений из чугуна и хорошую их обрабатываемость. Кроме общего подогрева, применяемого при полугорячей сварке различными способами, в ряде случаев, когда жесткость изделия сравнительно невелика, можно ограничиться местным подогревом до нужной температуры. В процессе сварки необходимо обращать внимание на то, чтобы изделие в районе сварки не охлаждалось ниже заданной температуры подогрева. Холодная сварка чугуна электродами, обеспечивающими получение в наплавленном металле низкоуглеродистой стали Если выполнить наплавку на чугун электродами, предназначенными для сварки углеродистых или низколегированных конструкционных сталей, то в 1-м слое даже при относительно небольшой доле участия основного металла получится высокоуглеродистая сталь, которая при скоростях охлаждения, имеющих место в условиях сварки без предварительного подогрева изделия, приобретает резкую закалку. Поэтому металл 1-го слоя будет иметь высокую твердость, низкую деформационную способность и окажется подверженным образованию холодных трещин, а также пористости. Во 2-м слое, естественно, доля участия чугуна уменьшится, однако содержание углерода в нем будет находиться еще на высоком уровне, что также приведет к закалке и возможному образованию трещин. В последующих слоях доля участия чугуна окажется незначительной, и металл шва будет обладать определенным уровнем пластичности. В связи со сказанным такие стальные электроды можно применять только для декоративной заварки небольших по размерам дефектов, если к сварному соединению не предъявляются требования обеспечения прочности, плотности и обрабатываемости режущим инструментом. С целью уменьшения доли участия основного металла в шве, а также размеров зоны термического влияния, в том числе и участков отбеливания и Закалки, применяют электроды небольших диаметров (для 1-го слоя 3 мм, для 2-го и последующих 3-4 мм), на малых токах [iсв = (20-25) dэ, не перегревая основной металл. Сначала выполняют облицовку 1-м слоем. Сварку выполняют короткими участками, валиками небольших сечений [F = (6-8)dэ] вразброс с перерывами для охлаждения шва и околошовной зоны до температуры 50-60° С. На 1-й слой наносят 2-й поперечными валиками, затем 3-й; После 3-го слоя можно применять режимы с несколько большей погонной энергией, но также с перерывами, чтобы зона разогрева чугуна была небольшой. Для уменьшения напряжений полезно применять проковку средних слоев. При сварке чугуна низкоуглеродистыми электродами общего назначения наиболее слабое место сварного соединения — околошовная зона у границы сплавления. Хрупкость этой зоны и наличие в ней трещин нередко приводят к отслаиванию шва от основного металла. Для увеличения прочности сварного соединения, когда к нему не предъявляется других требований (например, при ремонте станин, рам, кронштейнов и других несущих элементов толстостенных конструкций), применяют стальные шпильки, которые частично разгружают наиболее слабую часть сварного соединения — линию сплавления. Шпильки имеют резьбу, их ввертывают в тело свариваемой детали. Размеры шпилек обычно зависят от толщины свариваемых деталей. Практикой установлены следующие рекомендации: диаметр шпилек 0,3-0,4 толщины деталей, но не более 12 мм; глубина ввертывания шпилек 1,5 диаметра их, но не более половины толщины свариваемых деталей; высота выступающей части 0,75-1,2 диаметра шпильки. Шпильки располагают в шахматном порядке на скошенных кромках деталей и в один ряд на поверхности детали с каждой стороны стыка, причем расстояние между ними должно быть равно 4-6 диаметрам шпильки. Сварку выполняют в следующем порядке. Сначала обваривают каждую шпильку и облицовывают поверхности кромок электродами диаметром 3 мм на малых токах. Затем на облицованные кромки й шпильки наплавляют валики и заполняют разделку, как в предыдущем случае. Для снижения содержания углерода в металле шва предложено выполнять сварку по слою флюса, содержащего до 30% железной окалины (например, буры 50%, каустической соды 20%, железной окалины 30%). Углерод, попадающий в сварочную ванну, в высокотемпературной ее части активно окисляется и выводится из нее в виде окиси углерода, не растворимой в металле. В результате концентрация углерода к моменту затвердевания сварочной ванны снижается. Твердость металла шва уменьшается, деформационная способность возрастает. Однако для более полного эффекта выжигания углерода необходимо применять режимы сварки, характеризующиеся относительно большой погонной энергией, что, однако, отрицательно сказывается на околошовной зоне: в ней образуются значительные по размерам участки отбеливания и закалки, приводящие к образованию трещин. При сварке чугуна с достаточно высоким содержанием элементов-графитизаторов при небольшой толщине стенки свариваемых деталей можно получить положительные результаты. Более удачным оказался другой путь. В металл шва вводят сильный карбидообразователь — ванадий. В этом случае в основном образуются карбиды данного элемента, не растворяющиеся в железе и имеющие форму мелкодисперсных нетвердых включений. Металлическая основа при этом оказывается обезуглероженной и достаточно пластичной. Примером могут служить электроды марки ЦЧ-4 со стержнем из низкоуглеродистой проволоки марок Св-08 или Св-08А и покрытием следующего состава: мрамор 12%, плавиковый шпат 16%, феррованадий 66%, ферросилиций 4%, поташ 2%, жидкое стекло 30% массы сухой смеси. Металл, наплавленный этими электродами, имеет следующий состав: до 0,15% С; до 0,6% Si; 0,5% Мn; 8,5-10,5% V; серы и фосфора до 0,04% каждого. Этими электродами сначала облицовывают кромки на малых токах [iсв = (20-25)dэ]. Сварку выполняют параллельными валиками с перекрытием каждого предыдущего на половину его ширины. После 2-го слоя силу тока увеличивают на 15-20%; окончательно разделку заполняют электродами УОНИ-13/45. Область применения таких электродов — сварка поврежденных деталей и заварка дефектов в отливках из серого и высокопрочного чугуна. В случае необходимости можно также сваривать соединения серого и высокопрочного чугуна со сталью. Сварные соединения, выполненные этими электродами, имеют удовлетворительную обрабатываемость, плотность и достаточно высокую прочность. К способам, обеспечивающим получение в наплавленном металле низкоуглеродистой стали, можно также отнести механизированную сварку короткими участками электродной проволокой марок Св-08ГС или Св-08Г2С диаметром 0,8-1 мм в углекислом газе. Сила сварочного тока составляет 50-75 А, напряжение дуги 18-21 В, скорость сварки 10-12 м/ч.
1 балл
-
Сделал усиленные клыки на бампер задний. Всё заливал сваркой, после зачистка. Никакой шпатлевки, так как красил порошком.
1 балл
-
@blazen79, Поддерживаю!
1 балл