Лидеры




Популярный контент
Показан контент с высокой репутацией 02.07.2015 в Сообщения
-
Реставрация подседельной трубы после кривой фрезеровки. http://cs628124.vk.me/v628124172/77fc/-6t8I25JRm4.jpg http://cs628124.vk.me/v628124172/77bd/0_wNUcuIAKM.jpg http://cs628124.vk.me/v628124172/77f3/f54uyPiHNiU.jpg http://cs628124.vk.me/v628124172/77d8/4G9kjOk0H_I.jpg http://cs628124.vk.me/v628124172/77cf/asZ78uCvjlo.jpg12 баллов
-
Форсунку наверное выламовали. Вот и я вместе с форсункой и крышку подломил и вчера часок ей пришлось уделить. Крышки похожи
 9 баллов
9 баллов -
новая игрушка и первые впечатления=) 45 powermax сравнивая с китайцем cut 40... небо и земля=) лист под шестиграникам 6 кстати=) забыл сказать он прилетел и стало известно что в городе все левые ходы поджали с кислородом=) баллон теперь по официальному только брать 2500 руб=) а тут я такой с джедайским мечем)
8 баллов
-
Первый день после больничного, как будто ждали меня, купили ПА стоял в углу больше месяца, и именно сегодня спонадобилась для него тележка, благо погода хорошая была, да и настроение деловое Материал - просил профтрубу, 20х40 ну или 40х40, нееет, вон полно всего, уголок арматура, чтоб потяжелее поустойчивее... В итоге все собрал на прихватках, принесли три палки 20х40, на говорит... сделал, завтра колеса, аппарат испробовал, варит нормально, как моя аврора
7 баллов
-
7 баллов
-
7 баллов
-
Клапанная крышка от мерина
6 баллов
-
Очередной котел в ремонте!!!
6 баллов
-
Конечно, похожи. Очень многие дизели корейского производства-имеют немецкие корни (Мерседес), либо являются лицензионными копиями. В Расее дизельный мотор импортного производства может быть экономичным очень недолго. Главное-вовремя скинуть авто, пока оно не начало стрелять отнюдь не детскими суммами на ремонт. Если прозевал сей момент-тогда готовься к тому, что стоимость ремонта топливной аппаратуры сожрёт куда больше, чем сэкономил на топливе...5 баллов
-
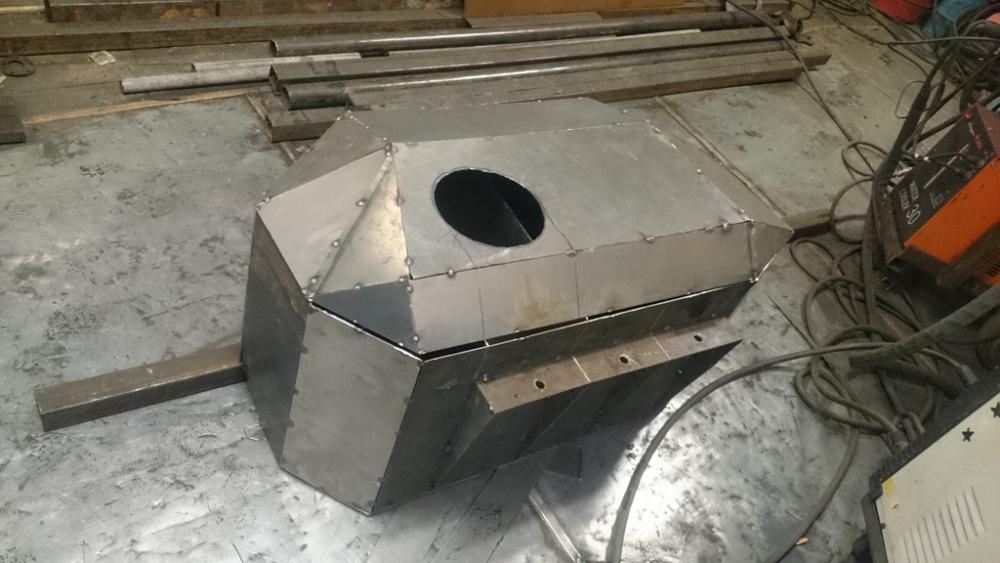
Приветствую! Меня зовут Антон Лазуренко. Я обитаю в Москве и занимаюсь тюнингом различных средств передвижения, а с недавних пор еще и реставрацией классических автомобилей и кастомайзингом. У меня накоплено немало работ разного направления и стилей, которые я создал, работая в различных мастерских. Но мне показалось, что для аудитории, собравшейся на этом сайте, будет интересна тема внедорожников, рыбалки и путешествий. Работы, которые хочу представить вашему вниманию, были выполнены мной в одной из мастерских по тюнингу внедорожников в 2012-2013 гг. Идеи всех этих прицепов принадлежат не мне одному. Концепции рождались при общении с клиентами. Никаких предварительных расчетов никто не производил. Клиент объяснял, что он хочет видеть, а как это реализовать приходилось придумывать самому. Работать я люблю один и поэтому к сторонней помощи прибегал крайне редко. Все, что потребовалось для создания этих прицепов — это сварочный полуавтомат, балгарка, дрель, набор ключей, рулетка и немного фантазии Прицеп для катера Здесь стояла задача добавить жесткость раме и сделать ступеньки для удобства при перевозке. Добавляем функционал. Крепление запасного колеса. Зашивать ступеньки будем рифленым алюминием. Все детали покрыты порошковой краской. Прицеп фургон Здесь все просто. Клиент пожелал вместительный прицеп для снаряжения. Основа — заводская рама. На ней изготовил металлическую будку. После покраски и сборки получился вот такой грузовик. Прицеп для рыбака Этот проект интереснее. Здесь заложен довольно большой функционал: - перевозка надувной лодки в надутом состоянии, - перевозка лодочного мотора, - двухместная палатка на крыше, - кухня с газовой плитой и раковиной, - душ. Основа — заводская рама. На ней делаем основной грузовой отсек с боковыми ящиками. Стандартное дышло заменено на мощное немецкое. Чтобы его установить, нужно было сделать новые крепления. Сзади будет перевозиться лодочный мотор или запасное колесо. Изготовил калитку. Защита крыльев , она же удобная ступенька. Предусмотрено место для канистр с топливом или водой. На верхней крышке грузового отсека установлена палатка. Снизу установлен бак для воды на 70 литров. Кухонный модуль с дополнительным столиком и газовой плитой. Порошковая покраска. Сборка. Сдача проекта. Туристический прицеп К созданию этого прицепа подошли более технологично. По моим размерам на заводе создали трехмерную модель прицепа, вырезали и согнули детали. Прицеп по конструкции является бескаркасным. Казалось бы, что тут делов, собрал и поехал. Но это был первый опытный образец и многое пришлось "доработать напильником". Также много делалось с нуля, так как на заводе была изготовлена только основа. Изготовил новую ось со ступицами с тормозом наката. Ступеньки, на которых будут размещаться канистры и заливная горловина для баков с водой. Установлено два бака по 70 литров. Для каждого бака защита из 6-ти миллиметрового алюминия. Кронштейн для маркизы с регулировкой по высоте. Ящик на дышле для канистр и газового баллона. В боковом ящике установлен насос для воды с ресивером и приборы показывающие уровень воды в баках. Палатка на крыше прицепа. Все детали покрашены и установлены. Прицеп готов к путешествию. Конкурсная работа № 30, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
4 балла
-
Жалко шестерёнку, можно было съёмник с импровизировать и газом нагреть как следует и сняли бы. Я так недавно полуось снял на чтз, она там с самого выпуска бульдозера ни разу не снималась за 30 лет. но грел минут 40 наверное потом со скрежетом начала сниматься.4 балла
-
Слесаря не смогли снять шестеренку, пришлось резать сваркой (она из чугуна) Ну и заодно обварил еще латку
4 балла
-
Уличный художник троллит коммунальщиков. Пост длинный, потому по ссылке. http://www.yaplakal.com/forum2/topic1148814.html3 балла
-
Из подслушанного http://websvarka.ru/talk/topic/6127-help-kak-zavarit-kavernu/?do=findComment&comment=151127: испанец - человек, а испанка - грипп американец - человек, а американка - бильярд индеец - человек, а индейка - птица кореец - человек, а корейка - еда болгарин - человек, а болгарка - инструмент поляк - человек, а полька - танец турок - человек, а турка - посуда голландец - человек, а голландка - печка русский - человек, а русская - водка литовец - человек, а литовка - коса сочинец - человек, а сочинка - преферанс чех - человек, а чешка - обувь китаец - человек, а китайка - яблоко японец - человек, а японка - автозаправка молдаванин - человек, а молдаванка - район канадец - человек, а канадка - стрижка И только: белоруска - женщина, а беларус - трактор, который всё время пашет.3 балла
-
Верь мне, я инженер http://cs627219.vk.me/v627219981/68a4/7OrEZCsewh4.jpg3 балла
-
315 китец справился с сотами=)
3 балла
-
мангал или как правильно, короче под казан=) мужики попросили, подарок коллеги=) вечером будет гореть и светиться =) жду когда фото скинут в действии
3 балла
-
@Менгон, сказал.. как всегда,у янкесов,есть и для девочек..гламур непобедим2 балла
-
@som, Было дело, на автовышке подняли к потолку, - над воротами труба ХВС проходила. Вся латанная-перелатанная, изнутри заросшая,гнилая, прогибалась чуть не пальцами. Капала в аккурат в потолочном...аж руки отсохли от такой сварки, - фольгу латать. Справился потихоньку, правда плюху нарастил обширную,- оно ведь сначала маленькая дырочка... 2,5 мм китайскими Золотой мост J422 и своим инвертором выполнял. п.с. Сейчас думаю: был бы тогда у меня п/а с проволокой "Ноу газ", шесть сек заварил бы, и не пришлось бы так париться.2 балла
-
2 балла
-
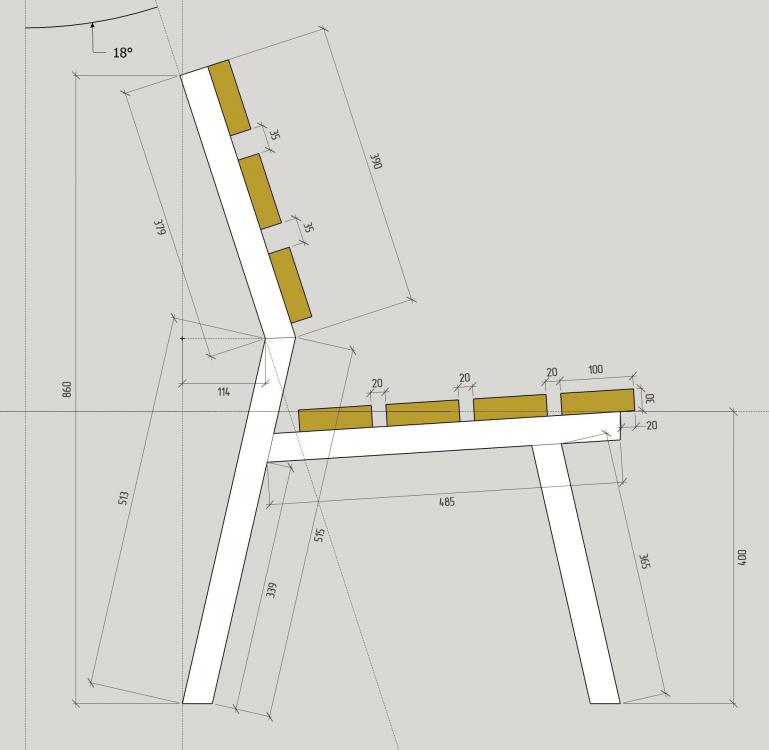
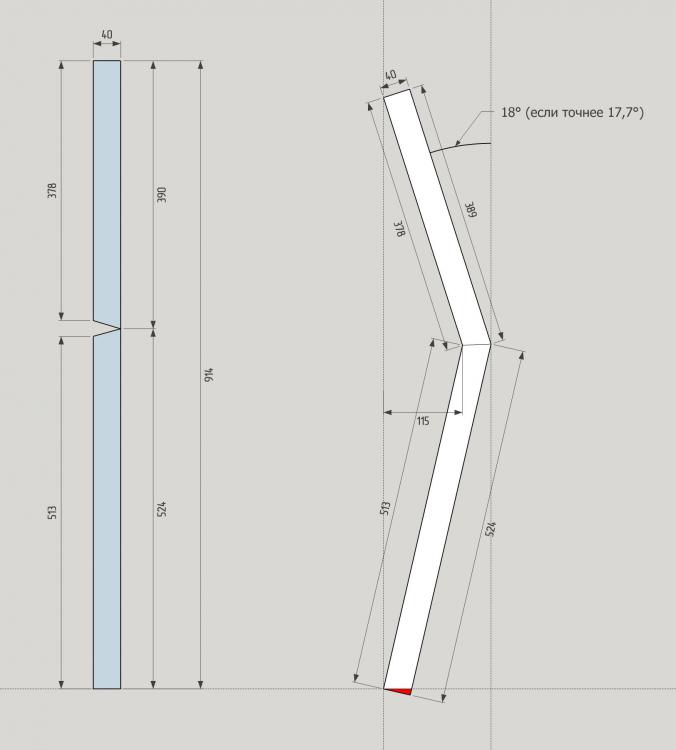
Не скажу, что всё вышло с точностью до миллиметра по наброскам чертежа ... но примерно так (как сумел так нарисовал): По чертежу видно, что планировал уклон сиденья, примерно на 3см, но тогда между сиденьем и спинкой угол меньше 18° (по чертежу 14.4°). У меня, пока подгонял детали, сиденье получилось почти в горизонт и угол почти угадал. Для тех, кто будет брать за основу, надо или сиденье в горизонт делать или спинку "отогнуть" больше (верх спинки где-то дальше на 2.5см)! Заднюю ногу перереходящую в спинку делал таким способом (чтоб не играться с транспортиром) из одного куска трубы вырезал сегмент, сгибал, прикладывая к ровной поверхности вымерял 115мм от поверхности до сгиба (по рисунку должно быть понятнее) Красный сегмент обрезался после сборки всей боковинки, просто прикладывалось прави́ло к наружным углам ножек и маркером отмечалось "лишнее". Вторую боковинку делал прикладывая к первой как к шаблону, внизу ножки у одной получились раздвинуты шире на 1мм чем у другой. Для этого изделия и наколенной сборки думаю достаточная точность. Средний профиль подгонял, прикладывая к боковинке как к шаблону. Зелёным отмечены поперечные профильные трубы, красным средняя профильная труба. Все "плоскости" вроде получились, "винта" не наблюдается. Среднюю профильную трубу выставлял и прихватывал используя прави́ло на гранях боковинок (когда они уже были собраны с поперечками). В архиве картинки не ужаты, размеры должны лучше читаться. nabroski_skamejki.zip
2 балла
-
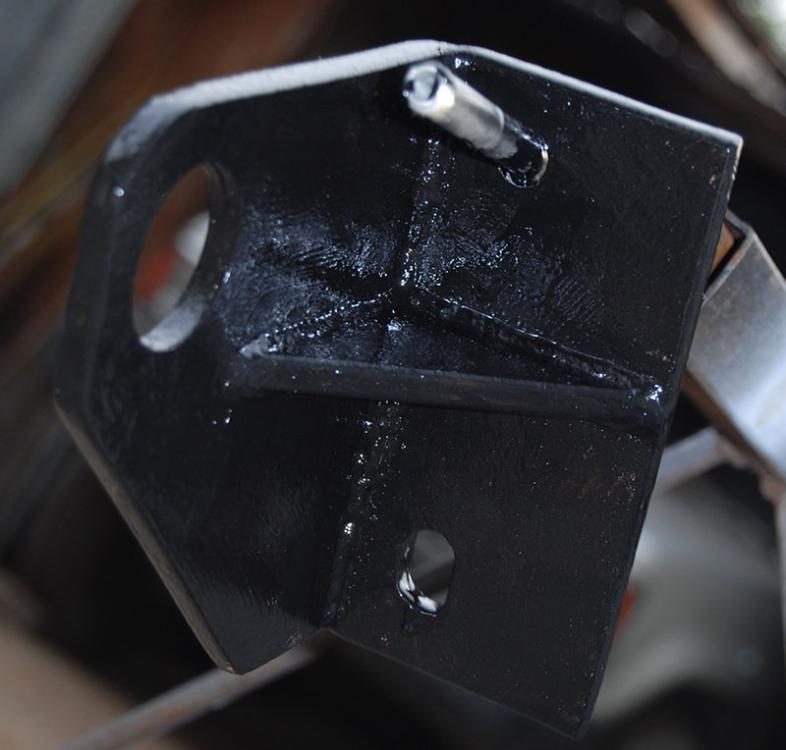
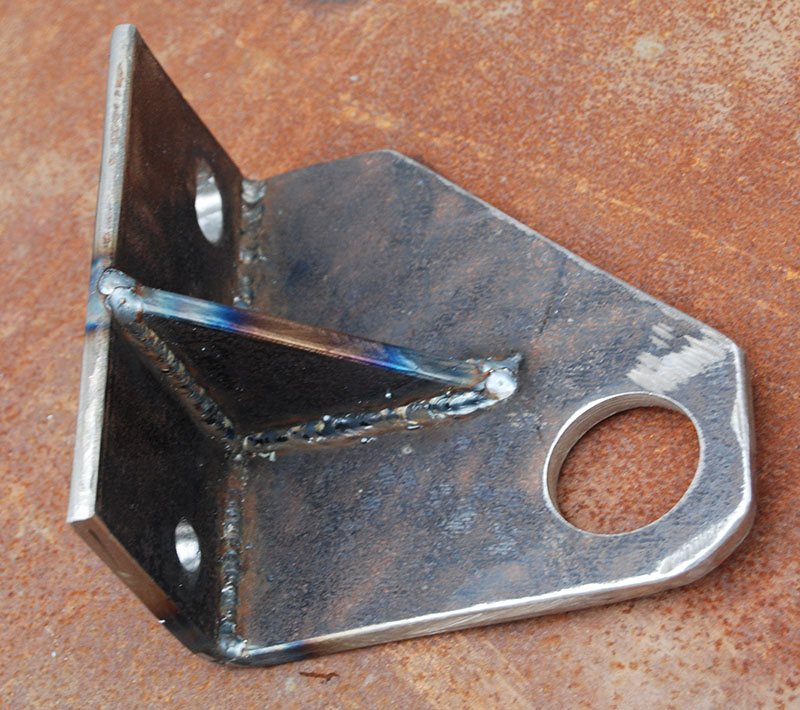
Бывают идеальные клиенты. Да, слабо верится, но иногда бывают. Это когда вместо невнятного мычания и бормотания: мне вот как-то так, чтобы оно как-то вот эдак иногда могло делать, просто присылают по мылу грамотные чертежи со своими простыми поправками и внятно озвученными хотелками (отверстие вместо 30 мм захотел 40 мм, просчитать поправки - на моё усмотрение). В итоге работа приносит не только деньги, но и удовольствие. Буксировочный кронштейн на Сузуку из восьмёрки: Проварка корня "гиба" Лепестковым обточил шов Уголок жёсткости Кронштейн ещё сох, когда нарисовался заказчик и унёс его в полиэтилене, чтоб не запачкаться.
2 балла
-
@ЛехаКолыма, выкладываю. Специально не грунтовал, не антикорил. Пробег-около 35 тыс. км. Дороги, их подобие и их отсутствие. С подвеской всё путём. Но, натяжитель ремня привода навесных агрегатов-подложил свинью. Ролик дал перекос. Разобрал механизм и стала понятна причина перекоса оси. Решил усилить новую ось. Подобрал подходящую по диаметру нержовую шайбочку и приварил в аргоне. Присадка-оббитый электрод ЭА-395/9 Немного "облагородил" на наждаке и собрал механизм. Далее-переделка отопления в частном доме. Бренные останки... Швы на старых трубах. Вертикал и горизонтал неповоротно. Сварки стали было немного, только в подвале, да и то-полтора десятка стыков. Остальное- полипропилен. Вода в теплотрассе-просто ужас. Жрёт трубы за 5-6 лет до картонного состояния. Понадобилось установить ещё один радиатор. Стена-с внутренним утеплением минватой и обшита ГКЛ. Кирпичная кладка-... (нечленораздельно). Гипсокартон-крошится (от рождения паршивый), подсистема-собрана ногами (армян-трест, однако...). Разбирать и переделывать-никто не будет. Вот и крутись, как хочешь. Жена и внук хозяина (а в момент ремонта из дома никто не съезжал)-аллергики. Дымить-низзя. Вывернулся. В кладку запустил химанкера и к их оголовкам приаргонил (!) обрезанные радиаторные кронштейны. Ты вчерась просил оленя-ну и вот тебе олень!!!(С) Самое сложное-даже не монтаж, а демонтаж. Изгадить отделку-ну никак нельзя. Пришлось "операционное поле" малярным скотчем оклеивать, ПЭ-плёнкой укрывать, а трубы пилить исключительно сабельной пилой. Мусор собирали строительным пылесосом. Заказчики-в восторге. Исполнители-в ауте...
2 балла
-
Тюнинг тюнингом, а тут ремонт, доработка, переделка "заводского" чтобы встало на место как надо, подгонка, и просто латание дыр. Глушитель автомобиля ваз 2111, без катнейтрализаторов, год выпуска 2008, две "лямбды" в "штанах" замена гофры, и мааленькие дындочки в глушителе, ремонт заплатками
1 балл
-
Ага, так я и выдал военную тайну.А чем вы варите?1 балл
-
Работы везде полно! с заработком достойным сложнее!1 балл
-
Греть не пробовали, а съемники гнуло не снималась, мое дело малое сказали резать я начал, спорить с кем то бесполезно.1 балл
-
@АВН, ну это для себя=) ясно понятно дорога с них проживание и питание=) только страна у нас... от края до края месячной зарплаты не хватит, а себе опыт знакомство с новым (в своей сфере)1 балл
-
О как,старая пословица; Копая яму другому, прикидывай под свой рост.1 балл
-
@waha,Можно преобрести плазматрон и (экспериментировать) все дешевле получится. На "Чипе" в барахолке но Украина.
1 балл
-
Проект: 550 Тип: Амгуема Строительный №: 1210 Место постройки: ССЗ им. Ленинского комсомола (ССЗ №199) http://fleetphoto.ru/img/r/90.gif Комсомольск-на-Амуре Построено: 1969 Списано: 1997 Приписка: Находка http://fleetphoto.ru/img/r/1.gif
1 балл
-
Спасибо всем. Тему по ремонту можно закрывать. а вот почитать тут есть много чего интересного С уважением. Сергей Ш.1 балл
-
Сварил Ф76 без отрыва, а теперь меня учат, как правильно... Коммент с ЮТУБ.
1 балл
-
кратко и в точку . Реально улыбнуло. А почему без некоторой расшифровки? Забей и ... +- 10% это всегда считается допуском кроме высокоточных или критичных к напряжению...1 балл
-
@selco,потому, что ЕГР-это транслитерация англоязычного EGR. Расшифровывается как Exhaust Gases Recirculation. То есть, по-русски-рециркуляция отработавших газов.1 балл
-
Концерт, выступает молодая певица. Спела песню, откланивается, хочет уйти. Зал шумит, кричат: "- Давай еще!!!". Спела еще раз, снова откланивается, зал не унимается: "-Еще!!!". Что делать, третий раз поет... А зал по прежнему... Она и говорит, - "Господа, да сколько можно, я уже устала!". Голос из зала: "-Пока не научишься!".1 балл
-
Владимир, он (глушитель) похоже весь в дырочку и заплатки не надолго. Рассмотри вариант весь его обернуть и к боковинам (завальцовкам) приваришь и один продольный шов будет. Хорошо бы оцинковкой обернуть и CuSi3 обварить, я думаю твой новый аппарат справится с ней. На своем " драконе " катализатор отрезал и вварил трубу проволокой CuSi3
1 балл
-
Может кому полезно будет- АМГ5, для сварки с пульсом, проволока ф1 мм: S=3мм ток 95А, напряжение 18.1 В. S=5 мм ток 140А, напряжение 19.8В. Подобрал на алюмиге 250-м... Сравнивал с фроней... Стартовый ток + 30-40%, спад -30%... Но это подбирать индивидуально нужно... Напряжение приятное тяжело подбирать... Поборю лень- подберу для дабл-пульса, хотя он мне не особо и нужен...1 балл
-
Не уверен, что сообщение пройдёт через "кордон" модераторов, но хочу поделиться своей радостью. сегодня получил свидетельство электрогазосварщика 3-го разряда.1 балл
-
@Vlad Antonoff43, а на "не верфях" АБ 2-1 варится по-другому? Отжигающие валики, температурный режим, режим сварки и св. материалы можно не соблюдать или выбирать произвольно?1 балл
-
@alumboats, Ошибся но с боку похожа на Lorch, да и ладно и эта мощная машина и в умелых руках . Еще вопросик если можно, это готовый комплект лодки или все сами своими руками и где подсмотрели "Канадский проект"1 балл
-
Здравствуйте. В пнд отдам в работу. Разрешите здесь поздравить всех причастных с Днем СВАРЩИКА!!!! Желаем Вам сухих электродов, ровной дуги и здоровья, здоровья и еще раз здоровья!!!! Коллектив ООО "Арамид".
1 балл
-
@МИХА75,Спасибо ! . ПА только на "устойчивой" стенке осмеливаюсь применять , да на диаметрах "нормальных" . На 108-й и ниже , а так же на трубе со стенкой до 4мм вкл. , такая ж...а получается ( и корень , и облицовка - вообще ужас ), что даже и пытаться перестал - лучше уж аргоном да электродом . А в остальном - даже времени "свободного" больше стало с ПА . "Весчь" ! Это @Alexzzzz во всём виноват , "заразил" своим творчеством1 балл
-
Очередной день сварочных мелочей. Готовимся к реконструкции КНС. Монтируем въёздные ворота. Свалили заборную плиту. На ней же сварили каркас ворот из профильной трубы. Поставили и обшили Б/У-шным профлистом. Пока не до красоты. Закончим реконструкцию, будет и новый профлист и новый забор. А пока-так. Думал что всё, на сегодня работы больше не будет. Распустил бригаду по домам. Ан нет, отделочники не дадут сварщику помереть от скуки и голода. Традиционное "Вай, беда!"... Пробили водопроводную трубу в полу. Всё бы ничего, но закон подлости никто не отменял... Пока спускался с осмотра за инструментом, сдох лифт. 16-й этаж. однако... Высокооо... Ну да ладно, глаза боятся, руки ноги делают. Отдышался. Расположился. Пара минут и пробитая труба снова держит воду. Следующий вызов-на строящийся бассейн при коттедже. Хорошо, что первый этаж. Надо смонтировать водорозетку под душевой смеситель, а выводы под ставшую не актуальной душкабину, соответственно, ампутировать. Водорозетка и её обвязка. Паял пропаном. Ампутация. Действующие лица-почти те же. Добавился только пропановый баллончик (выглядывает из-за мешка плиточного клея). Ну, вот,день окончен. В кошельке-потяжелело, а в душе, соответственно, полегчало.
1 балл
-
еще бак, patrol y61 емкость получилась 160 литров, толщина 2 мм
1 балл
-
Водянки и воздушки АГНИ можно различить, не видя шланг-пакета и БВО. Воздушки имеют шею белого цвета, водянки-тёмно-серого.1 балл
-
Согласен, купил две пилы Элмос, одной алюминий пилю, другой железо Почти два года пилю ленточными, для меня это лучший вариант, я даже болгарками стараюсь не работать, стараюсь заменять их фрезами.
1 балл
-
Сходство есть ? http://www.youtube.com/watch?v=y5SesUK2quI
1 балл
-
Для Вас, а также всех тех, кто собирается покупать костюм сварщика импортного производства, возможно, будет полезна следующая информация: В первую очередь на ярлыке сварочного костюма вы найдете указание на европейский стандарт EN ISO 11611 «Защитная одежда для сварочных работ и родственных процессов» с обозначением класса защиты и метода испытаний на огнестойкость, например: «EN ISO 11611 Class 1-A1». Существуют 2 класса. Class 2 – наивысший. Различаются классы по двум основным показателям: - индекс передачи теплового излучения, характеризует время в секундах, за которое внутренняя поверхность ткани поднимется на 24°С при воздействии источника тепла, мощностью потока 20 кВт/м2 (то есть через сколько секунд вы получите ожог второй степени, находясь рядом с источником теплового излучения указанной мощности): http://www.youtube.com/watch?v=5VDCNbvVq4s CLASS 1 – требует не менее 7 секунд до достижения температуры ожога 2-й степени; CLASS 2 – требует не менее 16 секунд до достижения температуры ожога 2-й степени; - второй показатель, отличающий классы защиты, характеризует тепловой удар от непосредственного воздействия капель расплавленного металла (сколько капель металла вызовут подъем температуры у поверхности кожи на 40°K): CLASS 1 – требует не менее 15 капель; CLASS 2 – требует не менее 25 капель; Поскольку у буржуев тоже вся ткань для костюма сварщика должна быть огнестойкой, то индекс A1 в обозначении «EN ISO 11611 Class 1-A1» указывает, что ткань испытывалась на огнестойкость по методу A1 – поджигание поверхности в течении 10 с. По требованию процедуры A1 после выноса из пламени ткань не должна гореть или тлеть более 2 с, не должно образовывать капель расплавленного материала и сквозных отверстий: http://www.youtube.com/watch?v=C_n8mT96BBs Существует также процедура A2, в которой аналогичным образом поджигается кромка ткани снизу. Этот тест более суровый, но для сварочной одежды производитель может выбирать A1 или A2. Стандарт также дает гарантии соответствия разрывных нагрузок ткани и швов определенным требованиям и указывает на то, что вертикальное сопротивление ткани не менее 10 в пятой Ом, а одежда допускает кратковременный контакт с оголенными частями сварочного оборудования (100 VDC). Кроме того, есть некоторые требования к конструктиву костюма, в целом аналогичные отечественным. Как видите: CLASS 1 и CLASS 2 - далеко не одно и то же и отличаются примерно вдвое по плотности используемых тканей. В случае высокотехнологичных составов тканей это пропорционально влияет и на цену. К слову, многие импортные огнестойкие костюмы соответствуют EN ISO 11611 Class 1-A1 и предназначены для легких условий автоматической сварки при плотности примерно от 230 г/м2. EN ISO 11611 Class 2-A1 (второй класс) уже относится к одежде с плотностью примерно от 320 г/м2. То есть класс защиты прямо пропорционален плотности ткани и, следовательно ее цене. Вы также найдете на ярлыке импортного изделия указание на второй стандарт: EN ISO 11612 «Одежда для защиты от жара и пламени». По нему одежда также тестируется на огнестойкость по процедуре A1 или A2, также определяется индекс передачи теплового излучения, как в EN ISO 11611, только с расширенными градациями (код С1: от 7 с до 20 с, код С2: от 20 с до 50 с, код С3: от 50 с до 95 с, С4: свыше 95 с). Кроме того, по этому стандарту оценивается индекс передачи конвективного тепла, который показывает через сколько секунд при воздействии пламени вы получите ожог второй степени (код B1: от 4 с до 10 с, код B2: от 10 с до 20 с, код B3: свыше 20 с): http://www.youtube.com/watch?v=s_XbNDwdcuA В США (там свои стандарты) проводят тест открытым пламенем той же мощности 80 кВт/м2, но на манекене с датчиками, которые фиксируют суммарный процент ожогов 2-й и 3-й степени, который при длительности пламени 3с не должен превышать 50% от площади кожного покрова (не считая головы, кистей рук и ступней ног). Предлагаю посмотреть, как костюмы тестируются в США на таком манекене (правда это не сварщик - это летний огнестойкий комбинезон для нефтяников): http://www.youtube.com/watch?v=SyfAOEGrmMg Важный показатель для сварочного костюма из стандарта EN ISO 11612 - это стойкость к каплям расплавленного металла (железа или алюминия), определяющий сколько грамм расплавленного металла может вылиться на вашу одежду, без повреждения кожного покрова под защитной одеждой. Для этого под испытуемый образец ткани подкладывают имитатор кожи (специальную пленку из ПВХ) и фиксируют ее деформацию при выливании на ткань расплавленного металла: http://www.youtube.com/watch?v=iTqWIfwFGMU Если условная «кожа» не повредилась при выплеске железа, общей массой от 60 г до 120 г, то присваивается код E1, от 120 г до 200 г – E2, свыше 200 г – E3. Как видите, класс E3 более, чем втрое лучше защищает от расплавленного металла, чем, например, класс E1 и на это тоже стоит смотреть при выборе спецодежды иностранного производства. Еще в стандарте присутствует тест на сопротивление контактному теплу (код F), когда измеряют через сколько секунд вы получите ожог второй степени при контакте с поверхностью, нагретой до 250°С (F1: от 5 с до 10 с, F2: от 10 до 15 с, F3: свыше 15 с). Полный перечень испытаний по EN ISO 11612: http://www.youtube.com/watch?v=HwqBOXXzHRs Пример обозначения уровней защиты по стандарту: EN ISO 11612 A1, B1, С1, E3, F1. Индексы (A1, B1, С1, E3, F1) должны присутствовать обязательно (!), в противном случае стоит насторожиться, хотя индексов может быть и меньше, чем в указанном примере, в зависимости от того, что испытывалось, а что нет. Профессиональная защитная одежда сварщика обычно обладает и антистатическими свойствами по EN 1149-5 (EN 1149-3) и защищает от жидких химикатов по EN 13034 Type 6. Одежда может пропитаться воспламеняемыми веществами и ухудшить свои защитные свойства, поэтому защита от проникновения/отталкивания жидких химических веществ по EN 13034 не помешает, к тому же стндарт устанавливает требования по истиранию, проколу, что гарантирует износостойкость Вашей будущей спецодежды. Если при всех указанных требованиях костюм сварщика получился еще и удобный и легкий – то это предел мечтаний, но это достигается только применением действительно инновационных материалов. Сначала подбираются огнестойкие волокна с нужными свойствами, потом из них делают пряжу и только потом получают ткань особой конструкции. Все делается одной цепочкой производителей с тщательным контролем технологии. В процессе производства - масса патентов и особенностей и доступны эти технологии производителям, которых можно пересчитать по пальцам одной руки. Наличие описанных уровней защиты на ярлыках изделий, конечно, еще не говорит о том, что данный костюм им соответствует, также, как водка часто не соответствует своей этикетке. К костюму в обязательном порядке должен прилагаться сертификат EN, где подтверждаются защитные свойства, с указанием состава ткани, названия костюма, производителя и его местонахождения, лаборатории и номеров протоколов испытаний. Реальный производитель спецодежды может Вас неприятно удивить, может - обрадовать, но чаще всего останется для Вас загадкой, потому что продукция известных брендов и известного, подтвержденного происхождения и состава ткани - редкость. К сертификату EN еще прилагаются и сами протоколы испытаний, правда, производитель не обязан Вам их показывать. Наверно все также хорошо понимают, что и наличие сертификата не гарантирует, что он имеет отношение к конкретной одежде. Подделок в текстильной отрасли больше чем в фармацевтике и вино- водочной промышленности вместе взятых, поэтому стоит интересоваться хотя бы составом ткани, ну и зажигалка всегда придет на помощь. Однако, не каждая огнестойкая ткань подходит для использования в костюмах сварщика и огнестойкость тут еще не самой главное. Ткань у профессиональной одежды сварщика также должна иметь почти идеально гладкую поверхность, без бороздок и поверхностной ворсистости, чтобы в них не застревали капли расплавленного металла, которые быстрее всего прожигают поверхность костюма. Это достигается специальной конструкцией и специальными волокнами в составе пряжи. Тут некоторые высказались, что «клали с прибором» на сертификацию по таможенному регламенту ТР ТС 019/2011, но это напрасно. Если костюм сварщика ему соответствует, то Вы уж точно не сгорите - в регламенте требование на огнестойкость 30 с и не допускается остаточного горения или тления, а на сквозное прожигание ткани вообще 50 с, что существенно превосходит импортные требования. По иронии судьбы у нас продукция оставляет желать лучшего, а требования убийственные … Кстати, без ТР ТС 019/2011 вы покупаете не СИЗ, а просто спецовочку от ОПЗ и Вам никто и ничего не должен – испытывайте на себе и радуйтесь. Хорошо это или плохо решает каждый для себя. По мне - так я больше доверяю импортным лабораториям, но в моем случае я знаю, что мне не впаривают слона со справкой из сувенирного магазина, а вот большинство покупателей вынуждены принимать многие вещи на веру, поэтому сертификат ТР ТС 019/2011 не самый плохой вариант больше доверять продавцу. Ну и закон теперь у нас такой - нужно иметь сертификат ТР ТС 019/2011 для СИЗ. По поводу «прославленных брендов», выпускающих экскаваторы и продающих одежду к ним, я тоже думаю, что полное г…но они вряд ли предложат, но и заморачиваться с одеждой уж точно сильно не будут (иначе это может повредить качеству экскаваторов, да и технологии им никто не продаст). Профессиональную спецодежду делают - профессиональные производители спецодежды, в том числе и для условных "производителей экскаваторов". Надеюсь, этот пост кому-то поможет в выборе сварочной защитной спецодежды и позволит уважаемым форумчанам аргументировано подходить к ее выбору и понимать различия, а также уровни защиты, которые необходимы в каждом конкретном случае.1 балл
-
Всё креативненько так конечно, внешне очень нравится. Тока вот имею стойкое отвращение к конструктивным деталям автотранспорта, выполненным из профтрубы. Имею опыт работы с автобусами (volvo, scania), у которых рама пола , а за частую и рама салона, выполнены из неё родимой. Скока пришлось переварить этих рам от соли на дорогах превратившихся в труху! У старых автобусов даже несущие рамы трубчатой формы переваривал. Работал и с тяжёлой техникой- фурами и грузовиками. Там доп. оборудование вешают на кронштейнах с тех же профтруб, та же ерунда. Да и самодельные прицепы с трубы сваренные, после энного количества лет эксплуатации наблюдать приходилось. Хоть как покрась трубу снаружи, она снутри гнить начинает. Самый лучший вариант- оцинковка. Вариант приемлемый- антикоррозийная обработка изнутри. По этому мне больше нравится делать детали на транспорт из уголка, или скажем швеллера, можно гнутого. Правда если вещи не портятся, новые тоже не закажут!1 балл